Views: 1906 Author: Site Editor Publish Time: 2024-04-07 Origin: Site








● Basic Components and Shearing Philosophy
The basic shear frame consists of table assembly which is welded or bolted to side frames, a moving ram assembly which is powered hydraulically or mechanically and a holddown ram also fixed to the side frames.

Shearing is a simple process whereby a sheet of metal is cut into smaller pieces by two knives which are positioned at an angle relative to each other. The lower knife is firmly attached into a pocket in the stationary table, while the upper blade is fixed to the moving ram assembly. The two blades are separated only by a distance measured in thousandths of an inch at the point of cut.
Hold-down clamps attached to the forward fixed ram, must depress just prior to the moving ram knife making contact with the material being sheared. This avoids the material from squirming or moving while the shearing process takes place.
Just as you will find mechanical, hydraulic and hydra-mechanical press brakes, the same is true with shears.
A mechanical shear is driven by an eccentric, which is engaged by a flywheel clutch combination. This drive system is generally rigid and fast, but offers less operator control and overload protection.
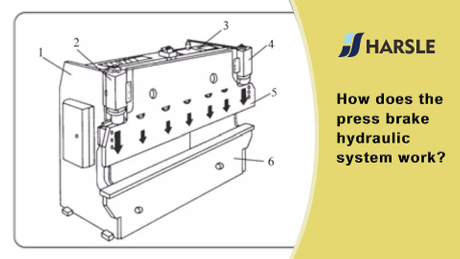
The hydraulic drive system involves a motor, coupled to a pump, which is linked to a manifold with hydraulic valves and one or more hydraulic cylinders. Oil is pumped into the cylinder(s), which in turn activates the ram.
A hydra-mechanical drive system is a combination of the above, whereby the ram is powered hydraulically, but develops a mechanical advantage through a rocker arm assembly.

● Guillotine
Guillotine is a term used to describe a shear that utilizes a gibbing system to provide the stability of the upper knife bar as it is guided down through the cut in a straight plane, allowing the use of 4-edge blades. This is a good rigid design, but generally does not allow for easy blade clearance adjustment.
● Swing Beam
Swing beam is a term used to describe a shear whereby the upper knife bar moves in an arc around a pivot bearing. Normally the upper knife blade is tapered with only two useable edges to avoid interference with the lower blade during the arcing motion. The Swing beam shear is generally a lower profile design and less weight than the guillotine, but also makes for an easier method of blade clearance adjustment via an eccentric in the pivot bearing.
● Hydra-mechanical Rocker Arm
This design, unique to the shear, delivers the strength, power and rigidity of the guillotine system, but also allows for ease of blade clearance afforded the swing beam shear. This hydra-mechanical design utilizes two hydraulic cylinders, interconnected by a thick-walled torque tube, to provide the shearing force of the ram.
Like the Guillotine, the shear produces a straight-line cutting motion through the material allowing the use of 4-edge blades and a 1-degree relief angle. Like the Swing Beam, the shear design allows for easy blade clearance adjustment via an eccentric cam system in the rear link arm pivot.
● Twist
Twist is a common shearing condition described as the tendency for the cut-off piece of material to curl into a spiral or corkscrew. Although twist can be caused by internal stresses in the material and dull knife blades, it is primarily created via the rake angle of the upper knife blade and the width of the drop piece. High rake angles will substantially increase the twisting action of the material during the shearing process.

● Bow
Bow is described as the tendency for material to curl downward during the shearing process. Once again, it is most prevalent when shearing long, narrow strips. It is caused by deficiencies or stresses in the material and shearing at higher rake angles.

● Camber
Camber is created when the material being sheared moves away from the sheet horizontally. It is almost entirely the result of internal stresses within the material itself, however, ram speed, grain direction and knife clearance may also have some effect on the amount of camber.

● Rake Angle and Shearing Quality
The rake angle of a shear is the slope of the upper knife from the left to the right. Shears will either have a fixed rake angle or an adjustable rake, whereby the operator will set the angle for the appropriate gauge of metal that is being sheared.
The load required to shear material depends on the thickness and the rake of the upper blade. As metal thickness increases, shear load increases very rapidly. For example, 3/8” mild steel is only 50% thicker than 1/4” but the shear load increases by 225% at the same rake angle setting.
Increasing the rake angle will substantially reduce the load, but will result in reduced quality of sheared material due to the increased amount of twist and bow. It is important to note that many shears sold worldwide are manufactured in a light-weight design, incorporating adjustable rake angles. The rake angles are generally very high, resulting in poorer quality sheared material due to the twist and bow.
High rake angles increase:
Twist and bow on the cut-off piece of material
Stroke length requirements thus decreasing cycles per/minute.
Wastage of material that has been twisted beyond recovery or unnecessary time to re-straighten
● Why Adjustable Blade Clearance is Important
Blade clearance is the distance between the upper and lower blade of the shear as they pass each other during the shearing process. For optimum shearing quality, the clearance between the upper and lower blades should be set at approximately 7% of the material thickness.
When blade clearance is excessive, the sheared material will be left with burred edges. Insufficient clearance will leave sheared pieces with a double cut.
An optimum blade setting will allow the material to fracture cleanly. Most shears come equipped with either a manual or powered blade clearance system, however in some cases, they may be awkward to set or have a limited amount of adjustment.
A) Plate Droop
The backgauge cannot measure the amount of droop from the knife edge to the backstop bar. In effect, the droop leaves the sheared pieces longer than the backgauge setting. The problem is more critical when shearing light gauge material, and a sheet support system may be necessary to ensure good accuracy.
B) Blade Clearance Setting
The blade clearance setting will influence the point of cut in relation to the bottom shear knife. The backgauge bar is adjusted to read the distance from the stationary bottom knife, however, when blade clearance is increased for thicker metals, the point of cut also increases away from the knife.
C)Blade Sharpness
Cut quality is directly proportional to the sharpness of the shear blades. Dull blades will leave ragged edges.
D) Backgauge Maintenance
Normal preventative maintenance, including lubrication and re-adjustement of the backstop bar parallelism, is necessary to consistently achieve high backgauge accuracy.
● Cut Bevel
The cut edges may be beveled depending upon the blade clearance setting. In effect, the length of the sheared piece may differ by several thousandths of an inch when measuring from the top, middle, or bottom of the cut. Cut bevel is more noticeable on heavier gauges.
● Classifications
Most shear blade manufacturers produce a variety of blades under different classifications.
The hardest blade sold is referred to as a D2, but should only be offered on 1/4” capacity or lighter shears due to a lack of shock absorbing qualities. Although this blade will maintain sharpness longer than other types, it is also brittle and subject to fracturing or chipping when shearing harder metals or heavier gauges.
A common blade classification is the High Carbon High Chrome. Although not quite as hard as the D2, this blade provides good wear resistance for shearing capacities up to and including 3/8”. This blade is also subject to fracturing or chipping when shearing harder metals or heavier gauges.Shears that are rated at 1/2” or heavier capacities should always be sold with High Carbon Shock Resisting blades. A shock-resisting blade will not maintain edge sharpness as long as the D2 or the H.C.H.C., but it does provide the necessary shock resisting characteristics to withstand the loads of heavier plates.
Some blade manufactures will also provide an intermediate blade, referred to as a modified high carbon high chrome. This blade offers the necessary hardness and also some shock resisting qualities to minimize the problem of chipping when shearing metals such as stainless steels or T1 plate.
Achieving Maximum Blade Life
Blade sharpness is extremely important in order to achieve top quality cuts. Dull blades will have to penetrate material further before a clean fracture takes place. This leaves a less desirable cut and also increases the cutting pressure. Two factors—the type of material being sheared and the quantity of shearing cycles—determine normal blade life. Harder materials such as T1 plate and stainless steels will reduce blade life accordingly. To receive longevity from shear blades, the following rules should be adhered to:
Don’t shear metal across burnt edges
Don’t shear round bar
Don’t shear material beyond the shear’s rated capacity
Don’t shear with dull or rounded knife-edge surfaces
Don’t shear with improper blade clearance settings
● Shear Conveyor / Stacker
The most basic question asked by a customer studying the purpose of a conveyor / stacker is “Will this system save time and money?” In a normal shearing practice, one person (or more) is required to remove the sheared plate from behind the shear, put it in a stack, and remove the scrap. A conveyor / stacker system will automatically do this, thereby eliminating the person (or people) required for this application. The cost savings are very substantial, especially where there is any production shearing required.

A time study, showing a single shear operator who…shears the required material, then gathers the material from behind the shear, stacks the plates, and separates the trim cuts…produced the following breakdown:
Infeed ……………………………..30%
Actual shearing ………………….…5%
Outfeed and stacking ……………...65%
Using a $30.00 per hour labor cost will result in the following breakdown:
Infeeding …………………………$ 9.00
Shearing ……………………………1.50
Outfeed ……………………………19.50
One can clearly see from this study that an automatic conveyor / stacker system will have excellent return on investment.
● CNC Front Gauging
There are very few CNC front gauging systems available for shearing operations. A CNC front gauge should however be considered when high production shearing is required, or when different width cuts are required from a single piece of material.
The ability to program the number of cuts and width dimensions will save a substantial amount of time when high production shearing is required.
It must be remembered, however, that CNC front gauging on its own offers a limited increase in production levels…since the removal of material still represents the majority of a shearing application. (Refer to the information under “Shear Conveyor / Stacker” for an analysis of infeeding, shearing and outfeeding percentages.)
Front gauging does offer the ability to achieve higher shearing precision than a standard shearing operation, because material will lay flat on the front supports and provide an accurate measurement to the knife-edge. In a typical shearing application without the use of front gauging or a sheet support to hold the drop piece, material will droop before reaching the backstop bar, creating some inaccuracies.
● Backgauge Options
Backgauges on shears vary from simple mechanical counters to CNC systems.
It’s important to consider the complete backgauge functionality and review the various time-saving features. For example, a Go-To-Position button on a backgauge is an excellent time saving feature. Having the ability to quickly set a desired backgauge number and then press a Go-To-Position key will allow the operator to position metal while the gauge bar is moving to position.
Some gauging systems have some program storage as well as the option of single step sequential shearing. These can be great time saving features in many applications.
● High Speed Cycle Times
Shear manufacturers will generally offer high-speed hydraulic packages. Although the actual shearing cycle represents a small percentage of the overall shearing application, this option should be considered for production shearing.
Machine shop safety is governed by OSHA and ANSI regulations and directives.
In Canada, safety is governed by the Worker’s Compensation Act.
Information on these organizations can be found in the Safety Manual, Chapter 1, pages 6 to 9.
Shear has many safety features built into their machines, and more information is available in Chapter 2, pages 18 to 21 of the Safety Manual.
Some of these features include: electrical overload protection, a manual disconnect switch, limit switches, a pressure relief valve to prevent overloading the frame and the hydraulic system, and a hydraulic counterbalance valve that prevents the ram from lowering due to its own weight.
Shears are fitted with an OSHA compliant blade guard, a foot switch with a treadle cover and latch, and have three operating modes: jog, auto, and manual.
● What is the Maximum Thickness of Material You Will Shear?
Many buyers are still undersizing machines, hoping that they may be able to shear a short length piece of material which is thicker than the rated shear capacity. Remember, shearing forces are built at the point of the cut. Inserting a heavier than rated capacity will stall the shear and put excessive pressure on the shear blades.
● What Grades of Metal Will You Be Shearing?
Materials vary greatly in tensile and yield strengths. All shears are rated at a certain capacity in reference to mild steel. It is extremely important, however to know what the rated tensile capacity is. For example, a plate of 1/4” mild steel may be as hard as 75,000 p.s.i.tensile hardness, but the shear itself may only be rated at 1/4”, 60,000 p.s.i. tensile. Refer to the “Shear Capacity Chart”, page 4.10 for a guide in determining shear capacities for other metals such as stainless steels, aluminums and T1 steel plate.
● What is the Construction and Weight of the Shear?
Light-weight shears with rail tables leave much to be desired over the long-term. End-to-end shearing accuracies are difficult to maintain due to increased horizontal bed and ram deflections on lighter-weight shears. Additionally, working off a rail table is cumbersome, especially when shearing small pieces.
● What is the Shear Rake Angle for Maximum Capacity?

Many shears, particularly off-shore brands, are sold with adjustable rake angles. The rake at the maximim rated capacity is generally very high, which leaves three undesirable results:
Increased twist and bow of the drop piece of material.
Slower cycle times at rated capacities due to longer stroke lengths required.
Additional time required to set rake angles for different gauges of metal.
● What is the Backgauge Functionality?
End users must have a clear understanding of all backgauge functions on a shear, including ease of setting desired number, programmability, travel lengths and backstop features…such as the ability to swing-up at maximum travel.
● What Additional Optional Features are Required?
All optional features should be identified and considered to make sure that the shear is equipped properly. Has the customer considered a conveyor system for plate removal?
● What is the Shear Warranty and Parts Availability?
A new shear will come with some warranty, however, it is important that the conditions of the warranty be understood before making a purchase.Parts availability should also be another big concern for a buyer. Purchasing an off-brand machine at an attractive price will soon lose its glitter if parts become difficult to obtain and expensive to purchase.

 English
English Pусский
Pусский