








نصائح فعّالة لتصميم مكابح الضغط للتشكيل
باعتباري محترفًا متمرسًا في تصنيع المعادن، فأنا أفهم أهمية الفعالية تصميم مكابح الضغط نصائح للتشكيل. يمكن لآلة ثني المعادن المصممة جيدًا أن تُحسّن دقة وكفاءة عمليات الثني بشكل كبير. في هذه المقالة، سأشارك رؤىً رئيسية ونصائح عملية ساعدتني على تحسين إعدادات آلة ثني المعادن لمواد وسماكات مختلفة. باتباع هذه الإرشادات، يمكنك تحسين سير عملك، وتقليل الهدر، وتحقيق نتائج أفضل في مشاريع التشكيل. دعونا نتعمق في نصائح التصميم الأساسية التي يُمكن أن تُحدث فرقًا حقيقيًا في عملياتك!
نصائح تصميم مكابح الضغط –خصائص المعدات
تتراوح سعة مكابس الثني عادةً بين 20 و200 طن، وتتراوح أطوال فرشها بين 4 و14 قدمًا (1.2 متر و4.3 متر)، مع استخدام أوزان وأحجام فرش أكبر وأصغر بكثير. يمكن تشغيلها بآليات ميكانيكية، أو هيدروليكية، أو ميكانيكية-هيدروليكية. وقد تكون ذات تأثير تصاعدي أو تنازلي، حسب اتجاه شوط طاقة الكبش. يوضح الشكل 1 مكابس ثني هيدروليكية CNC ذات تأثير تنازلي.

مكابس الضغط قد تكون مجهزة بأحد أنواع المقاييس الخلفية ومحطات العمق بما في ذلك المقاييس الموضوعة والمعدلة يدويًا، والدبابيس التي تشغل ثقوبًا في قطعة العمل ووحدات قابلة للبرمجة يتم التحكم فيها رقميًا بواسطة الكمبيوتر والتي تضبط الإعدادات بعد كل ضربة.
نصائح تصميم مكابح الضغط - التشكيل عملية
تُغذّى معظم مكابس الثني يدويًا. يُثبّت المُشغّل قطعة العمل بين المثقاب والقالب وفقًا للقياس المُناسب، مُحدّدًا البُعد المُحدّد مُسبقًا للثني.
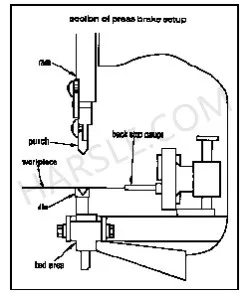
عند وضع قطعة العمل في موضعها الصحيح، تُفعّل الآلة، مما يُؤدي إلى تحريك الكبش نحو السرير، وتُشكّل قطعة العمل بين القالب والمثقب. ثم يعود الكبش، مما يسمح بإزالة قطعة العمل.
أحد أنواع عمليات مكابس الثني هو ثني الصفائح المعدنية بزاوية مستقيمة باستخدام الهواء. كما هو موضح في الشكل 3، يدفع المثقب قطعة العمل إلى تجويف القالب. طوال العملية، لا تلامس قطعة العمل سوى طرف المثقب وحافتي القالب السفلي. عند تخفيف قوة القالب العلوي، ترتدّ قطعة العمل للخلف لتُشكّل زاوية نهائية. ترتبط كمية الارتداد مباشرةً بنوع المادة وسمكها وحبيباتها ودرجة حرارتها.
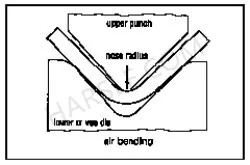
لتقليل وقت الإعداد، تُصنع معظم أدوات الثني الهوائي بنفس الزاوية في كلٍّ من المثقب والقالب. عادةً ما تُستخدم زاوية 80 أو 85 درجة لقالب لضمان ارتداد كافٍ للحصول على زاوية نهائية 90 درجة.
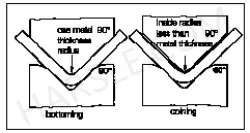
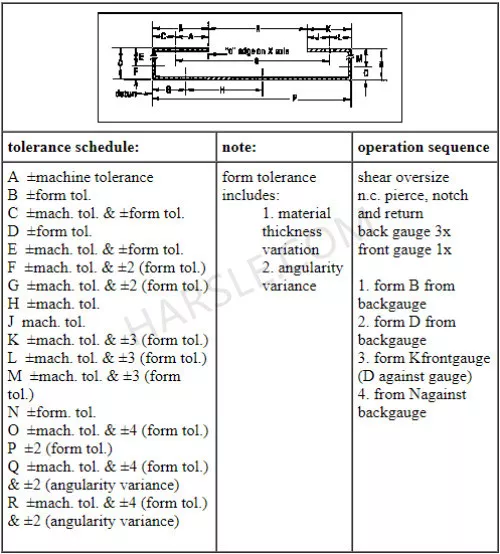
في الحالات التي تتطلب دقة أبعاد ودقة زوايا، يلزم إجراء عملية تشكيل أخرى. تُسمى هذه العملية "السك" أو "التشكيل". يتطلب السك استخدام مثقاب وقوالب مصنعة بزاوية الانحناء النهائية المطلوبة، ودفع قطعة العمل بالكامل داخل القالب. يُقلل السك من ارتداد النابض، إلا أن هذه العملية محدودة بسعة وزن مكبس الكبح.
نصائح تصميم مكابح الضغط-المزايا والقيود
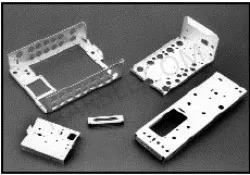
تكمن الميزة الأساسية لآلة ثني الكبس كأداة تشكيل في مرونتها. يتيح استخدام قوالب V القياسية إعدادًا اقتصاديًا وأوقات تشغيل منخفضة على الدفعات الصغيرة والنماذج الأولية. يمكن استخدام مجموعات القوالب القياسية مع أي حجم وشكل للقطعة تقريبًا، مما يوفر التكلفة ووقت التسليم اللازمين لأدوات تشكيل الكبس. يُظهر هذا العرض مدى تعقيد القطع التي يمكن تصنيعها باستخدام آلة ثني الكبس.
لقد جعلت مكابس الثني الحديثة ذات مقاييس الظهر القابلة للبرمجة باستخدام إعدادات القالب المتعددة عملية التشكيل هذه أكثر تنافسية في التشغيلات الأطول.
في الحالات التي تتطلب فيها تصميمات المنتجات أدوات ذات أشكال خاصة، تكون تكاليف قوالب مكابح الضغط ومواعيد التسليم متواضعة نسبيًا.
من المزايا المهمة الأخرى التنوع الهائل في أحجام قطع العمل التي يمكن لآلة ثني الثني استيعابها. يمكن أن يصل طول القطع إلى طول الكبش (ضمن حدود الوزن)، ولا يُقيّد عرض القطعة إلا بإمكانية إخراج قطعة العمل من الآلة بعد التشكيل.
نظراً لسرعة تغيير القالب، يُمكن إنشاء مجموعة متنوعة من الأشكال القياسية بتكلفة معقولة، مما يوفر مرونة كبيرة في تكوين المنتج النهائي. مع ذلك، تجدر الإشارة إلى أنه نظراً لقياس كل انحناء على حدة، فإن كل انحناء أو عملية قد تُضيف تبايناً إضافياً في الأبعاد.

Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

