نصائح لتجميع مكونات الصفائح المعدنية
بصفتي شخصًا عمل على نطاق واسع مع مكونات الصفائح المعدنية، فأنا أُدرك أهمية تقنيات التجميع الصحيحة. في هذه المقالة، "نصائح لتجميع صفائح معدنية في "المكونات"، سأشارككم رؤى قيّمة ونصائح عملية تُسهّل عملية التجميع. سواءً كنتم مبتدئين أو محترفين ذوي خبرة، ستُحسّن هذه النصائح كفاءتكم وجودة عملكم. انضموا إليّ لنستكشف أفضل الممارسات لضمان تناسق مكونات الصفائح المعدنية مع بعضها البعض بشكل مثالي وأدائها على النحو المطلوب.
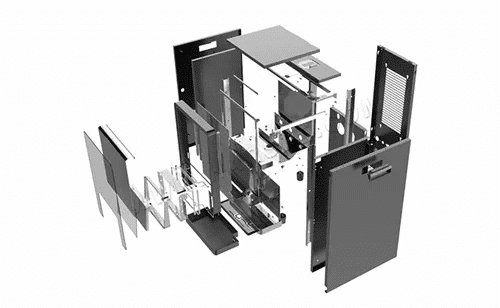
تجميع مكونات الصفائح المعدنية هو عملية دمج الأجزاء المختلفة المكونة للمكون، ووضع كل جزء في مكانه الصحيح، ثم تثبيته وتوصيله لتشكيل عملية تلبي متطلبات الرسم. تتضمن عملية تجميع مكونات الصفائح المعدنية بشكل أساسي التجميع، اللحام (أو التثبيت، وما إلى ذلك)، وعمليات التقويم والطلاء والتفتيش.
تُعد إجراءات التجميع الصحيحة والمعقولة بالغة الأهمية في تحديد أنسب طريقة تشغيل لكل عملية، وذلك لمنع التشوه وتقليله بعد التجميع واللحام، بالإضافة إلى ضمان جودة المنتج وتحسين إنتاجية العمل في جميع الجوانب. من ناحية أخرى، فإن تنوع مكونات الصفائح المعدنية ومساحة المصنع والمعدات والحالة الفنية للمشغل والمواد المستخدمة وعوامل أخرى تُحدد أن طريقة تجميع مكونات الصفائح المعدنية ليست فريدة من نوعها، ويجب دراستها بشكل شامل وفقًا لظروف الإنتاج الخاصة لضمان اختيار الطريقة النهائية.

العناصر الثلاثة للتجميع
تتكون عملية تجميع مكونات الصفائح المعدنية، بغض النظر عن الطريقة المستخدمة في تجميع الأجزاء، من ثلاثة عناصر: الدعم والتثبيت والتثبيت.
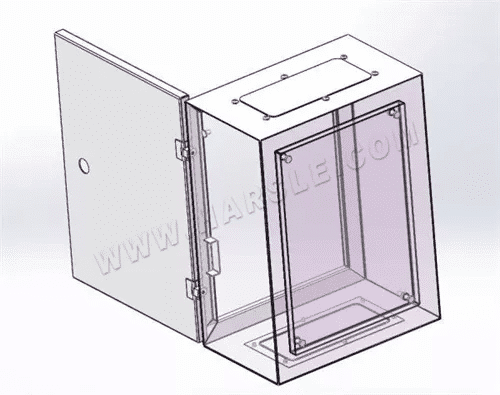
١. الدعامة. يُطلق على اختيار سطح مرجعي لدعم سطح تركيب المكون المُجمّع اسم "الدعامة". تُعدّ الدعامة العنصر الأول في عملية التجميع، وتُساعد على حل المشكلة الأساسية المتمثلة في مكان تجميع أجزاء المنتج. على سبيل المثال، عادةً ما تُجمّع المنتجات ذات السطح المستوي على منصة أو إطار. يُمكن وضع شكل سطح المنتجات المُعقدة على قالب خاص للتجميع، حيث تُستخدم المنصة والإطار والقالب لدعم سطح أجزاء المنتج المُجمّع، مما يُؤدي دورًا داعمًا في عملية التجميع. عندما يلعب الدعامة دورًا في تحديد الموقع، يُطلق عليه أيضًا اسم "دعامة تحديد الموقع".
٢. التثبيت. تُثبّت الأجزاء المراد تجميعها بشكل صحيح في الموضع المطلوب، وهو ما يُسمى التثبيت. فالتجميع ليس مزيجًا عشوائيًا من الأجزاء، بل يُمكّن كل جزء من الحصول على الموضع الصحيح. فقط من خلال التثبيت، وبعد التثبيت أو التوصيل، يُمكن أن تتوافق هندسة المنتج وأبعاد كل جزء مع المتطلبات الفنية المحددة في الرسومات. ويُعدّ تثبيت أجزاء المنتج العنصر الثاني في عملية التجميع.

٣. التثبيت. لتثبيت القطع في الدعامة المحددة، حيث لا يُنتج وضع التثبيت، الثابت والمتصل، وضعية الحركة، يلزم تطبيق قوة خارجية تُسمى التثبيت. الهدف من التثبيت هو تعزيز الوضع الصحيح للقطعة من خلال قوى خارجية. عادةً ما تُحقق قوة التثبيت اللازمة للتثبيت باستخدام مثبتات صلبة. يُعد استخدام هذه التثبيتات لإتمام عملية التجميع إجراءً فنيًا مهمًا للحصول على منتج عالي الجودة. لذا، يُعد التثبيت العنصر الثالث في عملية التجميع.
عناصر التجميع الثلاثة مُكمِّلة لبعضها البعض. وتدور دراسة تكنولوجيا التجميع دائمًا حول هذه العناصر الثلاثة.
مبدأ التموضع
الغرض من تحديد المواقع هو منع الجزء (أو الأجزاء) المُجمّع من الحركة بحرية في الوضع المطلوب. هذا يعني أن درجة حرية الجزء المراد تجميعه مقيدة.
لأي جسم مكاني ست درجات حرية في الفضاء، أي الحركة على ثلاثة محاور والدوران حولها. لكي يكون للجزء موضع ثابت، يجب تقييد درجات حرية الجزء الست. لكل درجة حرية مقيدة، يلامس الجزء نقطة دعم على التركيب، ويؤدي تقييد درجات الحرية الست إلى إنشاء ست نقاط دعم. تُعرف هذه الطريقة لتحديد درجات حرية الجزء الست بست نقاط بمبدأ تحديد المواقع بست نقاط.
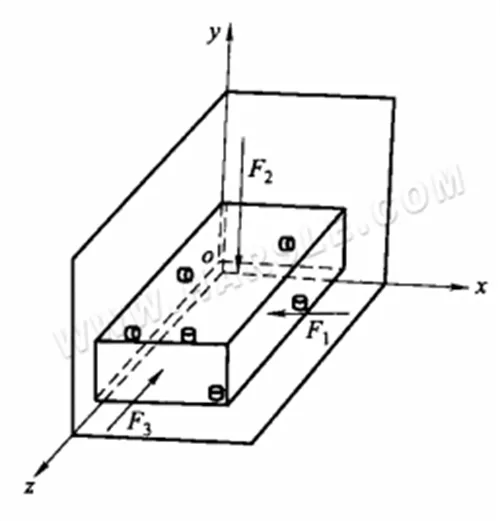
يوضح الرسم البياني أعلاه الموضع الكامل لجزء مستطيل. يتوافق المستوى xoz مع ثلاث نقاط تحد من ثلاث درجات من حرية الجزء (الحركة في اتجاه المحور y والدوران حول المحورين x وz). المستوى xoz هو سطح الدعم الرئيسي للجزء المستطيل، بينما يسمى سطح الجزء الذي يتلامس معه مرجع التموضع الرئيسي (المستوى الكبير والمهيمن على الجزء). يحدد المستوى zoy درجتين من حرية الجزء (الحركة في اتجاه المحور x والدوران حول المحور y).
المستوى زوي هو سطح الدعم التوجيهي للجزء المستطيل والسطح الذي يلامسه يسمى بيانات التوجيه (المستوى الضيق الطويل لقطعة العمل). يقيد المستوى إكسوي درجة واحدة فقط من حرية الجزء (الحركة في المحور z). المستوى إكسوي هو سطح الدعم التوجيهي للجزء المستطيل والسطح الذي يلامسه يسمى بيانات الدفع (المستوى الصغير لقطعة العمل).
تجدر الإشارة إلى أنه نظرًا لاختلاف أشكال الهياكل الفولاذية وتعدد أجزائها، يجب تحديد نقاط التموضع وفقًا للوضع الفعلي. وتعني قاعدة تحديد المواقع ذات النقاط الست المذكورة أعلاه أنه يمكن تقييد أي جزء بجميع درجات حريته باستخدام ست نقاط دعم. عند دمج عدة أجزاء معًا، يمكن استخدام سطح الجزء (أ) كسطح مرجعي لتحديد المواقع للجزء (ب).
يمكن استخدام سطح الجزء "ب" كسطح مرجعي لتحديد موضع الجزء "ج". هذا أمر شائع لتحديد موضع الأجزاء أثناء تجميع الفولاذ. لذلك، لا يُطبّق تحديد موضع كل جزء في التركيبات بنظام تحديد موضع سداسي النقاط.
اختيار بيانات الجمعية
يُطلق على سطح القطعة الملامس لمنصة التجميع اسم مرجع التجميع. وهو يُعادل مرجع التموضع الأساسي في تحديد المواقع بست نقاط. بشكل عام، يُمكن اختيار سطح مرجع التجميع وفقًا للمبادئ التالية:
1. شكل الهيكل المعدني له سطح مستو وسطح منحني، ويجب استخدام المستوى كسطح مرجعي للتجميع.
2. عندما يكون هناك عدة مستويات على التجميع، يجب اختيار المستوى الأكبر كسطح مرجعي للتجميع.
3. وفقًا لدور الهيكل المعدني، يجب اختيار السطح الأكثر أهمية كسطح مرجعي للتجميع، مثل السطح الميكانيكي.
٤. يجب أن يُسهّل سطح التجميع المُختار تثبيت القطعة وتثبيتها أثناء التجميع. في حال وجود أكثر من سطح في عملية التجميع، يُمكن اعتباره سطحًا مرجعيًا للتجميع، ويجب اختيار السطح الأمثل بناءً على عملية الإنتاج الفعلية.