ثني زاوية R واختيار الأخدود V
في هذه المقالة، سأناقش موضوع زاوية الانحناء R واختيار الأخدود V، مع التركيز على كيفية تأثير هذه العوامل على جودة ودقة عمليات ثني المعادن. يُعد فهم زوايا الانحناء R المناسبة واختيار الأخدود V المناسب أمرًا بالغ الأهمية لتحقيق أفضل النتائج في التصنيع. سأشارككم رؤيتي حول أفضل الممارسات لاختيار الزوايا والأخاديد الصحيحة، بالإضافة إلى آثار ذلك على سلوك المواد وجودة المنتج النهائي. انضموا إليّ لنستكشف هذه الجوانب المهمة في أعمال المعادن وتأثيرها على مشاريعنا.
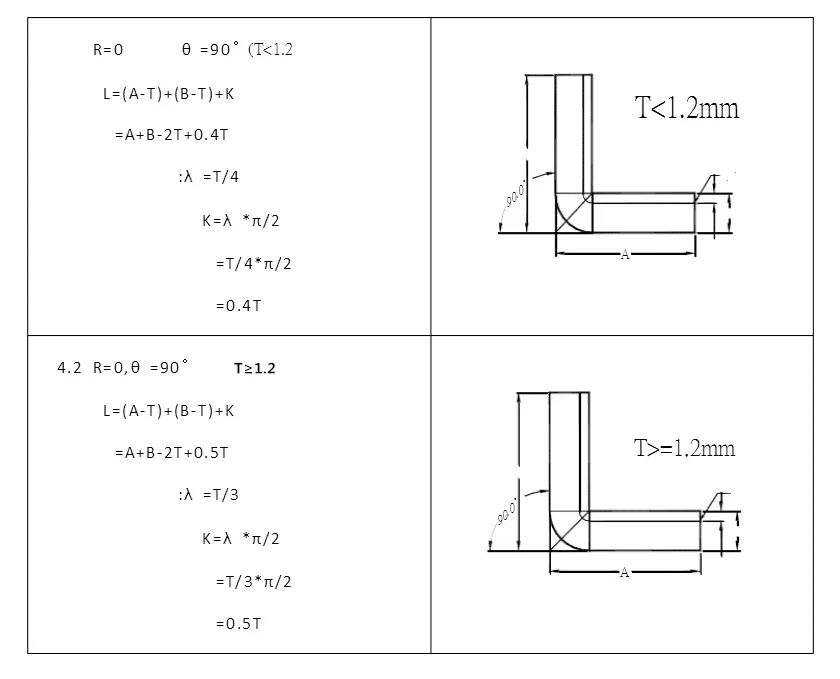
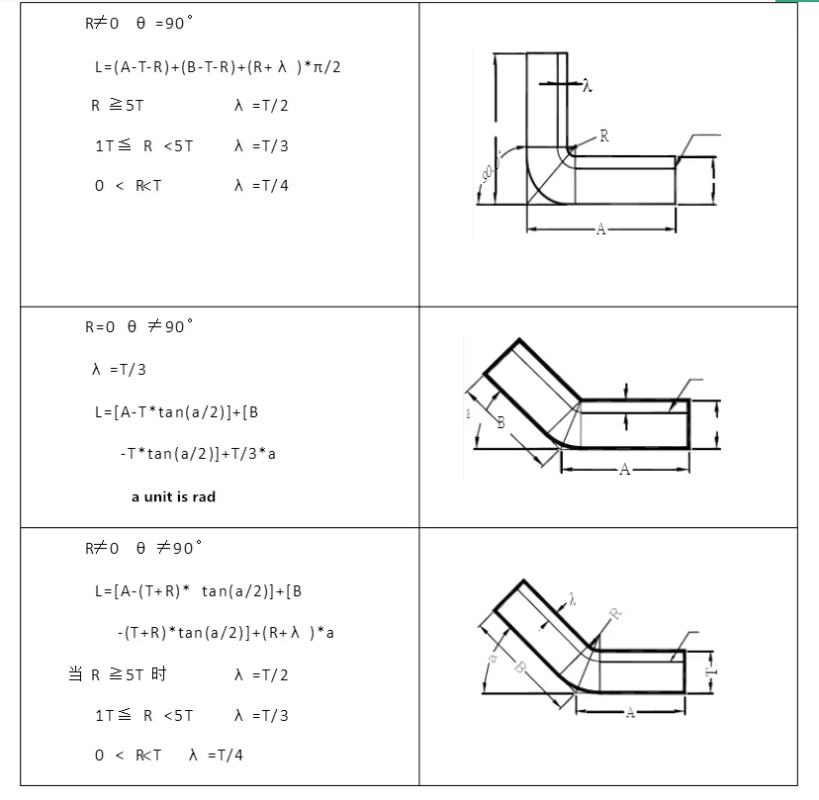
فهم زاوية الانحناء R
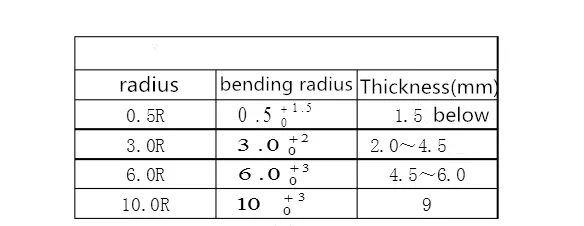
تشير زاوية الانحناء R إلى نصف قطر الانحناء، الذي يلعب دورًا هامًا في تحديد جودة المنتج النهائي ومتانته. يساعد اختيار نصف قطر الانحناء المناسب على منع تلف المادة، مثل التشقق أو التشوه، أثناء عملية الانحناء. القاعدة العامة هي اختيار نصف قطر انحناء يتناسب مع سمك المادة المراد ثنيها.

زاوية انحناء الصفائح المعدنية R هي العامل الرئيسي الذي يؤثر على معامل الانحناء، وهناك العديد من العوامل التي تؤثر على زاوية الانحناء R، مثل سمك الصفائح المعدنية، ومادة الصفائح المعدنية، وزاوية الانحناء العلوية للقالب، وانحناء القالب السفلي، وضغط الانحناء، ودرجة حرارة العمل، إلخ.
1. سُمك الصفيحة: في الواقع، يكون سُمك الصفيحة كبيرًا، ومساحة الانحناء أكبر. كما هو معلوم، يكون سُمك الصفيحة كبيرًا، وضغط الانحناء كبيرًا، وزاوية الانحناء للأسفل كبيرة.
مادة الصفائح: تختلف معاملات الانحناء اختلافًا طفيفًا بين أنواع الصفائح المختلفة ذات السُمك نفسه. وهذا يُثبت أن خصائص المادة تؤثر على انحناء الصفائح. تتميز المادة بخاصية مقاومة الانحناء، وقد تؤثر بشكل مباشر على نصف قطر الانحناء. تؤثر المادة على نصف قطر الانحناء، ولكن تأثيرها على الاستخدام الفعلي ضئيل.
٣. انحناء شريحة القالب العلوي: لا يزيد انحناء شريحة القالب العادي عن R1، ولا يقل الحد الأدنى لانحناء الشريحة عن 1، مما يؤثر بشكل طفيف على انحناء الشريحة غير المطلوبة. بالنسبة لانحناء شريحة الصفائح المعدنية ذات الطلب الخاص، والتي تقل عن 1 أو تزيد عن 1، لا يُحددها انحناء شريحة القالب العلوي. لذلك، يؤثر انحناء شريحة القالب العلوي بشكل مباشر على نصف قطر الانحناء.
٤. ضغط الانحناء: كلما زاد سُمك الصفائح المعدنية، زادت قدرتها على مقاومة تشوه الانحناء. في هذه الحالة، من الضروري ضبط الضغط. لا يمكن زيادة ضغط الانحناء بشكل لا نهائي، بل يجب ضبطه للوصول إلى الضغط المناسب. يتناسب ضغط الانحناء طرديًا مع سُمك الصفائح المعدنية وعكسيًا مع عرض حلقة القالب السفلي. في عملية الانحناء الفعلية، يُضبط سُمك الصفائح المعدنية، ويُختار عرض حلقة القالب السفلي بناءً على سُمك الصفائح المعدنية. لذلك، يكون ضغط الانحناء ثابتًا، ويعتمد على عوامل أخرى. يمكن أن يكون نصف قطر الانحناء خاليًا من الضغط.
٥. قالب الانحناء المنخفض: يرتبط عرض أخدود القالب السفلي بسمك الصفائح المعدنية، وهناك علاقة مماثلة. عمليًا، كلما زاد السمك، زادت مساحة ثني الصفائح.
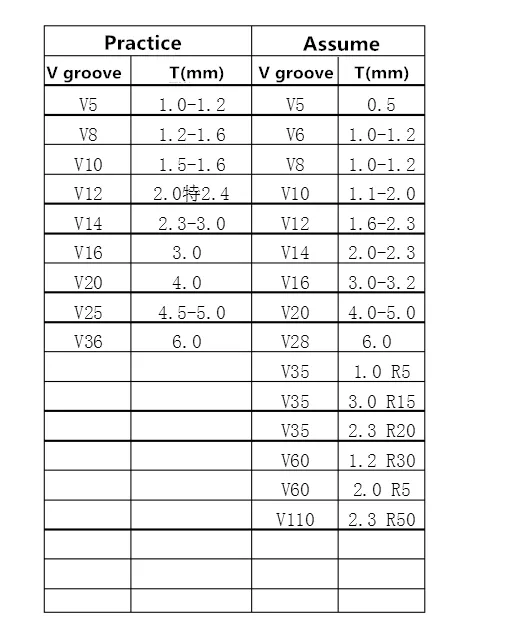
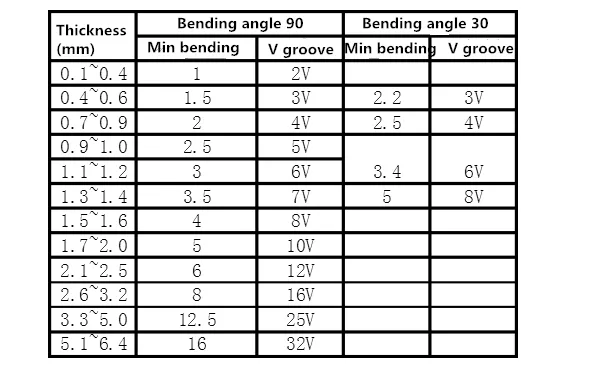
اختيار الأخدود V
صفيحة رقيقة: 1-3 مم اختيار الأخدود القاعدة هي 4-6 مرات من سمك المادة.
اللوحة السميكة: قاعدة اختيار الأخدود 4-10 مم هي 8-10 مرات من سمك المادة
كلما صغر عرض الأخدود، صغرت زاوية R بعد الطي، وزاد ضغط الانحناء المطلوب. كلما كبر عرض الأخدود، كبر حجم زاوية R، وقل ضغط الانحناء المطلوب.