








اختيار نظام التتويج المناسب لآلات الكبح

عندما يتعلق الأمر بتعزيز الأداء مكابح الضغطاختيار نظام التتويج المناسب أمر بالغ الأهمية. من واقع خبرتي، يؤثر نظام التتويج بشكل كبير على دقة الانحناء والكفاءة العامة. ستستكشف هذه المقالة الخيارات المختلفة المتاحة وترشدك في اختيار نظام التتويج الأنسب لـ مكابح الضغطمن خلال فهم العوامل الرئيسية المعنية، أهدف إلى مساعدتك في اتخاذ قرار واعٍ يُحسّن عمليات إنتاجك ونتائجها. دعونا نتعمق في تفاصيل اختيار نظام التتويج المناسب لآلات ثني الثني.
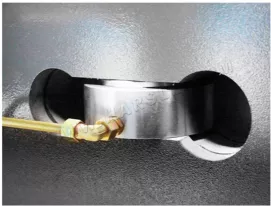
آلة ثني الثني يُعدّ هذا الجهاز من المعدات المهمة في معالجة الصفائح المعدنية، وتؤثر دقته بشكل مباشر على دقة ثني قطع العمل. أثناء عملية ثني قطعة العمل، ولأن طرفي الكبش يتعرضان لضغط كبير، فإن قوة رد الفعل عند ثني اللوحة تؤدي إلى تشوه مقعر في السطح السفلي للكبش، ويكون تشوه الجزء الأوسط منه هو الأكبر، وتكون زوايا قطع العمل المنحنية النهائية مختلفة على طولها.
لتجنب الآثار السلبية لتشوه الكبش، من الضروري تعويض تشوه انحرافه. نظام التتويج المُستخدم عادةً في مكابس الضغط هو التتويج الهيدروليكي والتتويج الميكانيكي، مما يُمكّن الجزء الأوسط من طاولة العمل من إحداث تشوه مرن صاعد لتعويض تشوه كبش آلة الثني، وضمان دقة سطح الوصلة، وتحسين دقة قطعة العمل. حاليًا، يعتمد كبار مصنعي مكابس الضغط الأجانب أجهزة التتويج الميكانيكية. يختار المصنعون المحليون طريقة التتويج المناسبة وفقًا للظروف.


مقدمة لنظامين للتتويج
⒈ التاج الهيدروليكي:
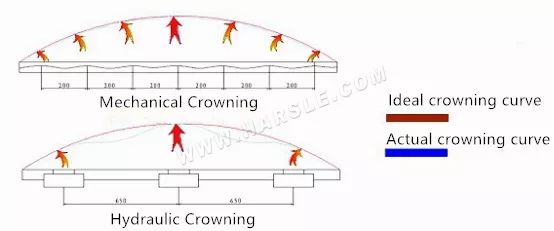
تتكون آلية التتويج الهيدروليكية الأوتوماتيكية للانحراف لطاولة العمل من مجموعة أسطوانات زيت مثبتة في طاولة العمل السفلية. يُصمم موضع وحجم كل أسطوانة زيت وفقًا لقوة انحرافها وتحليل العناصر المحدودة لطاولة العمل. تُحقق آلية التتويج الهيدروليكية انتفاخًا في وضع المحايد من خلال الإزاحة النسبية بين الصفائح الرأسية الثلاث الأمامية والوسطى والخلفية. يعتمد مبدأ التتويج على التشوه المرن للوحة الفولاذية نفسها، مما يسمح بتعديل مقدار التتويج ضمن نطاق مرونة طاولة العمل.
⒉التتويج الميكانيكي:
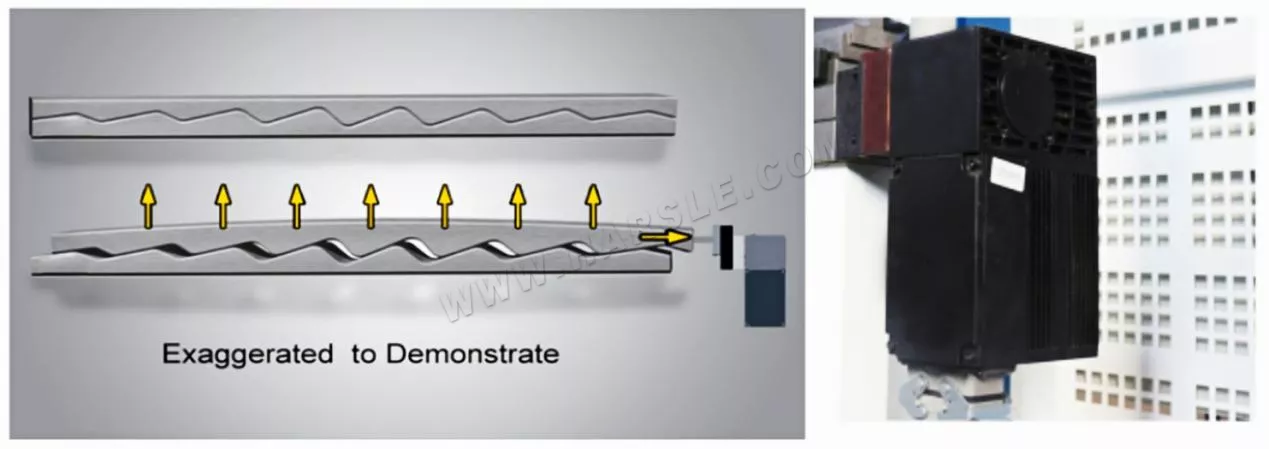
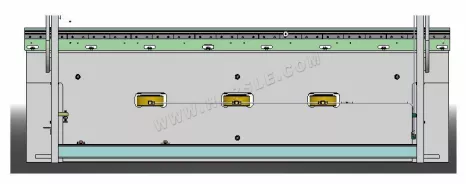
يتكون التتويج الميكانيكي من مجموعة من كتل إسفين محدبة ذات مستوى مائل، وقد صُممت كل كتلة إسفين محدبة وفقًا لمنحنى انحراف الكبش وطاولة العمل باستخدام تحليل العناصر المحدودة. تحسب وحدة التحكم الرقمية CNC مقدار الانحراف المطلوب وفقًا لقوة الحمل عند ثني قطعة العمل (ستتسبب هذه القوة في تشوه انحراف الكبش واللوحة الرأسية لطاولة العمل)، وتتحكم تلقائيًا في مقدار الحركة النسبية للإسفين المحدب، مما يُعوّض بفعالية تشوه الانحراف الناتج عن الكبش واللوحة الرأسية لطاولة العمل.
يمكن تحقيق الانحراف الميكانيكي المثالي لقطعة العمل المنحنية من خلال التحكم في الوضع لتحقيق "الانتفاخ المسبق". تُشكل مجموعة من الإسفينات منحنىً يتوافق مع الانحراف الفعلي في اتجاه طول طاولة العمل، بحيث تكون الفجوة بين القالبين العلوي والسفلي متساوية أثناء الانحناء.
مبدأ نظامي التتويج
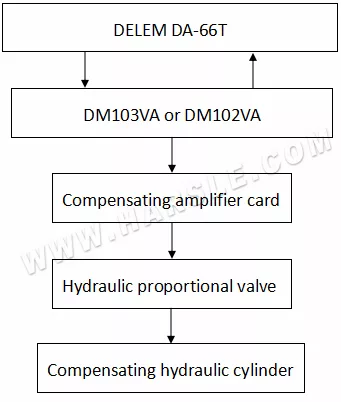
نظرًا لوجود العديد من أنواع أنظمة التحكم لآلة مكابس الضغط CNC، يتم شرح مبادئ عمل التتويج الهيدروليكي والتتويج الميكانيكي من خلال أخذ نظام التحكم العددي سلسلة DA-66T لشركة DELEM في هولندا كمثال.
⒈مبدأ عمل التاج الهيدروليكي
المخطط الانسيابي التالي هو مخطط تخطيطي للتحكم يأخذ نظام التحكم العددي DELEN DA-66T والنظام الهيدروليكي HO-ERBIGER كأمثلة.
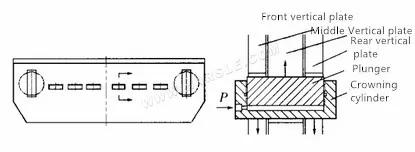
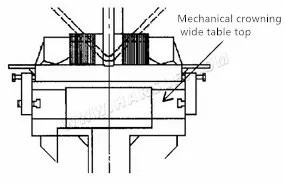
في الشكل أدناه، نرى أن الجزء السفلي من طاولة العمل يتكون من لوح رئيسي سميك ولوحين جانبيين رقيقين نسبيًا. عند موضع أسطوانة التاج في الشكل، يكون موضع اللوحة الرئيسية الوسطى بارزًا بشكل واضح. عند ثني قطعة العمل، يفتح الصمام الهيدروليكي فتحة الصمام النسبي وفقًا لقيمة التاج المحسوبة تلقائيًا بواسطة نظام التحكم الرقمي، ويُملأ الزيت الهيدروليكي في أسطوانة زيت التاج.
يدفع المكبس في أسطوانة زيت التاج جزءًا صغيرًا، مما يُسبب تشوهًا مرنًا صاعدًا في اللوحة الرئيسية الوسطى، مما يُحسّن دقة قطعة العمل. وبالطبع، ترتبط دقة ثني قطعة العمل أيضًا بضبط المعلمات الداخلية لنظام التحكم الرقمي بالكمبيوتر (CNC).
⒉مبدأ عمل التتويج الميكانيكي
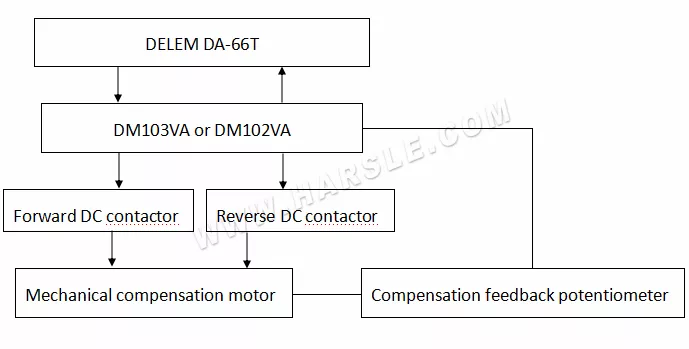
تتكون آلية التتويج الميكانيكية من وسادات علوية وسفلية وطاولات عمل، متصلة بواسطة زنبرك قرصي ومسامير. تتكون الوسادات العلوية والسفلية من عدة أسافين مائلة ذات انحدارات مختلفة. عند عدم إضافة التتويج الميكانيكي، يكون هناك فرق واضح بين انحدار طرفي الوسادات العلوية والسفلية والوسطى.
يرجع ذلك إلى أن مقدار التشوه المطلوب في منتصف أداة الماكينة هو الأكبر. بعد إضافة التاج الميكانيكي، يكون ميل الوسادات العلوية والسفلية متساويًا؛ وقبل التاج، يتم تركيبهما معًا تمامًا. عند الحاجة إلى التاج، تتحرك الوسادة السفلية إلى اليسار تحت تأثير المحرك، بينما تبقى الوسادات العلوية والسفلية ملتصقة ببعضها عند الطرف الأيسر، وقد انفصلت عند الطرف الأيمن. ونظرًا لاختلاف ميل الوسادات العلوية والسفلية، ستتعرض الوسادة العلوية لتشوه مرن محدب للأعلى تحت تأثير الوسادة السفلية.
تعتمد آلية التتويج الميكانيكية هذه على الوسادات العلوية والسفلية بالكامل، وبالطبع، من الممكن أيضًا استخدام إسفين منقسم بمنحدر، ثم استخدام برغي ملولب لدفع الإسفين للتحرك إلى اليسار واليمين، وبالتالي تحقيق التتويج لتشوه كبش أداة الماكينة لتحسين دقة ثني قطعة العمل، يكون مبدأ التحكم الكهربائي هو نفسه مبدأ آلية التتويج الميكانيكية الشاملة للوسادات العلوية والسفلية.
آلية التتويج الميكانيكية ذات كتلة الإسفين المشقوقة هذه شائعة حاليًا في آلات الثني المنزلية ذات الأوزان الكبيرة. من خلال التتويج الميكانيكي، يتم تعويض تشوه مكبس أداة الآلة، مما يضمن دقة سطح وصلة التشغيل ويحسّن دقة قطعة العمل.
مقارنة بين نظامي التتويج
⒈مزايا التتويج الهيدروليكي:
● بعد الاستخدام لفترة طويلة، لا يواجه التاج الهيدروليكي أي مشكلة تآكل، في حين أن المسمار اللولبي وكتلة الإسفين للتاج الميكانيكي سوف يتآكلان بعد الاستخدام لفترة طويلة.
● تشغل عملية التتويج الهيدروليكية مساحة أقل، بينما تشغل عملية التتويج الميكانيكية مساحة أكبر في كل من اتجاهي الارتفاع والعرض.
عند استخدام التاج الهيدروليكي، يستحيل إزاحة الصفيحة، لأن الطاولة السفلية تكون في وضعية مستوية للكل وملامسة للصفيحة المنحنية، وتكون مستقرة جدًا عند ملامسة التقاطع العلوي لنقطة التثبيت مع قرية الصفيحة. يعمل التاج الميكانيكي فقط بعد الانحناء، مما قد يؤدي إلى أخطاء غير متوقعة.
● يمكن تعديل التاج الهيدروليكي عندما لا تتم إزالة قطعة العمل، وهو أمر مستحيل في التاج الميكانيكي.
⒉مزايا التتويج الميكانيكي:
● يتميز التاج الميكانيكي بثبات طويل الأمد، مما يقلل من صعوبة الصيانة وتكرار التاج الهيدروليكي (مثل تسرب الزيت الناجم عن تلف حلقة الختم) وهو خالٍ من الصيانة أثناء عمر خدمة أداة الماكينة.
● نظرًا لوجود العديد من نقاط التتويج في التتويج الميكانيكي، يمكن الحصول على انحراف دقيق في طول طاولة العمل بالكامل، مما يجعل آلة الانحناء تنحني قطعة العمل في وضع تتويج أكثر خطية ويحسن تأثير ثني قطعة العمل.
●تستخدم عملية التتويج الميكانيكية مسطرة محتملة لقياس موضع إشارة العودة، كمحور تحكم رقمي، مما يحقق التحكم الرقمي ويجعل قيمة التتويج أكثر دقة.