https://www.youtube.com/watch?v=c3lX3gjhngAالنضال مع عدم الكفاءة أو النتائج السيئة في القطع بالليزر عملية؟ اكتشف تقنيات مثبتة لإتقان الدقة والكفاءة بسهولة في عملياتك.
لإتقان القطع بالليزر تركز عملية القطع بالليزر على ثلاثة عوامل رئيسية: اختيار إعدادات الليزر المناسبة، وضمان تحضير المواد بشكل صحيح، وإجراء صيانة دورية للآلة. يُحسّن تحسين هذه الجوانب الدقة، ويُقلل الأخطاء، ويُعزز الكفاءة، مما يجعل مشاريع القطع بالليزر الخاصة بك خالية من العيوب.
هل أنت مستعد للتعمق أكثر؟ دعنا نستكشف كل خطوة بالتفصيل لصقل مهاراتك في القطع بالليزر.
عملية القطع بالليزر
القطع بالليزر عملية تستخدم شعاع الليزر لقطع المواد بدقة عالية. يُوجَّه شعاع الليزر نحو المادة المراد قطعها، مما يؤدي إلى ذوبانها أو احتراقها أو تبخرها أو نفخها بواسطة نفث غازي، وذلك حسب نوع الليزر والمادة المراد قطعها.
يُولَّد شعاع الليزر عادةً بواسطة مرنان ليزر، ويُركَّز بواسطة سلسلة من المرايا والعدسات قبل توجيهه نحو المادة. يتميز شعاع الليزر المُركَّز بكثافة طاقة عالية، مما يسمح له بإذابة المادة أو تبخيرها عند نقطة التلامس، مما يُحدث قطعًا ضيقًا بدقة عالية.
يُمكن استخدام القطع بالليزر لقطع مجموعة واسعة من المواد، بما في ذلك المعادن والبلاستيك والخشب والورق والأقمشة. ويُستخدم عادةً في تصنيع وتشكيل القطع والمكونات لمختلف التطبيقات، مثل صناعة الطيران والسيارات والإلكترونيات والأجهزة الطبية.
القطع بالليزر عملية متعددة الاستخدامات وفعالة، تُقدم مزايا عديدة مقارنةً بطرق القطع التقليدية، مثل الدقة العالية والسرعة وإمكانية التكرار. كما أنها تُنتج قطعًا نظيفًا ودقيقًا دون الحاجة إلى معالجة ثانوية، مثل الصنفرة أو التلميع.
الفولاذ الكربوني
| مشكلة | سبب | حل |
 | 1. الضغط الجوي | 1. خفض ضغط الهواء |
 | ٢. ضعف التركيز ٣. الفوهة كبيرة جدًا | ٢. تحسين التركيز ٣. استخدم فوهة صغيرة |
| تظهر التجاعيد في الطبقات السفلية | ||
 | ١. ضغط هواء زائد ٢. سرعة القطع بطيئة جدًا | 1. خفض ضغط الهواء 2. تسريع عملية القطع |
| تظهر خطوط صغيرة على القسم | ||
 | ١. ضغط هواء منخفض ٢. تركيز منخفض جدًا ٣. فوهة صغيرة ٤. سرعة قطع عالية | ١. زيادة ضغط الهواء ٢. تحسين التركيز ٣. تغيير الفوهة الكبيرة ٤. تقليل سرعة القطع |
| يوجد خبث اللحام وبقع اللحام في الأسفل | ||
 | ١. طاقة زائدة ٢. ضغط هواء زائد ٣. سرعة القطع بطيئة جدًا | ١. خفض ذروة الطاقة ٢. خفض ضغط الهواء ٣. تسريع عملية القطع |
| محترق في الأسفل | ||
 | ١. ضوء مستقطب ٢. حماية العدسة من الأوساخ ٣. سرعة القطع عالية جدًا ٤. الفوهة غير مستديرة أو مسدودة | ١. مركز التعتيم ٢. تنظيف عدسة الحماية أو استبدالها ٣. تقليل سرعة القطع ٤. استبدال الفوهة |
| قطع سيئة على الجانب | ||
 | 1. سرعة القطع بطيئة جدًا | 1. تسريع سرعة القطع |
| خطوط دقيقة صغيرة على القسم مع الحديد المنصهر في الأسفل | ||
 | ١. سرعة القطع عالية جدًا ٢. ضغط الهواء منخفض جدًا ٣. تركيز خاطئ | 1. خفض سرعة القطع 2. زيادة ضغط الهواء 3. ضبط التركيز |
| المعدن الساخن على السطح | ||
 | 1. سرعة القطع سريعة جدًا | 1. تقليل سرعة القطع |
| قماش مائل مقطعي | ||
 | 1. التركيز مرتفع جدًا 2. ضغط هواء زائد | 1. تقليل التركيز 2. تقليل ضغط الهواء |
| هناك خطوط دقيقة على الجزء العلوي من القطع | ||
 | 1. درجة الحرارة المرتفعة جدًا | ١. قم بتدوير الزوايا الحادة ٢. استخدم نقاط التبريد ٣. استخدم منحنى الطاقة |
| حرق القرن |
صناعة الفولاذ المقاوم للصدأ
| مشكلة | سبب | حل |
 | 1. التركيز مرتفع جدًا 2. ضغط الهواء منخفض جدًا | 1. تقليل التركيز |
| خبث صلب مخطط معلق في القاع | ||
 | ١. تركيز عالٍ ٢. ارتفاع فوهة القطع منخفض جدًا ٣. ضغط هواء زائد | ١. تقليل التركيز ٢. زيادة ارتفاع الفوهة ٣. تقليل ضغط الهواء |
| الجزء السفلي من القسم أبيض اللون | ||
 | 1. التركيز مرتفع للغاية | 1. تقليل التركيز |
| اصفرار في أسفل القسم | ||
 | 1. سريع جدًا 2. تركيز منخفض | ٣. تقليل سرعة القطع ٤. تحسين التركيز |
| نتوءات صغيرة تشبه القطرات في الأسفل | ||
 | 1. التركيز العالي | 1. تقليل التركيز |
| بقايا الزاوية | ||
 | 1. حماية العدسة من الأوساخ | 1. استبدال العدسة الواقية |
| الشق يصبح أوسع | ||
 | ١. التركيز منخفض جدًا ٢. سرعة القطع عالية جدًا ٣. السكين غير مضبوط | ١. تحسين التركيز ٢. تقليل سرعة القطع ٣. استخدم نقطة بداية بطيئة لبدء تشغيل السكين أو استخدم ثقبًا دائريًا في نقطة بداية الرصاص لإدخاله |
| مقطع خشن، يظهر ضوء أزرق في اللحامات أثناء القطع | ||
 | ١. ضوء مستقطب ٢. حماية العدسة من الأوساخ ٣. السلك المحوري غير جيد ٤. الفوهة غير مستديرة | ١. افحص مركز الضوء ٢. نظّف أو استبدل العدسة الواقية ٣. افحص السلك المحوري ٤. استبدل الفوهة |
| لم يتم قطع أحد الجانبين أو كلا الجانبين بشكل جيد، وتم قطع الجانب الآخر بشكل جيد | ||
| 1. الغاز غير نقي. 2. الهواء أو الأكسجين في القصبة الهوائية. | ١. متطلبات نقاء النيتروجين ٩٩٫٩٩١TP٣T٢. فحص مسار الغاز ٣. فحص التأخير |
| القسم الأصفر |
عملية ثقب الفولاذ الكربوني
| مشكلة | سبب | حل |
 | ١. تردد التثقيب مرتفع جدًا ٢. قوة التثقيب كبيرة جدًا ٣. ضغط هواء مرتفع جدًا | ١. خفض التردد بمقدار ١٠١TP3T في كل مرة. ٢. خفض دورة التشغيل، من ١١TP3T إلى ٢١TP3T في كل مرة. ٣. خفض ضغط الهواء بمقدار ٠.١ بار في كل مرة. |
| ثقب انفجار خفيف | ||
 | ١. تردد التثقيب مرتفع جدًا ٢. قوة التثقيب كبيرة جدًا ٣. ضغط هواء مرتفع جدًا | ١. خفض التردد بمقدار ١٠١TP3T في كل مرة. ٢. خفض دورة التشغيل، من ١١TP3T إلى ٢١TP3T في كل مرة. ٣. خفض ضغط الهواء بمقدار ٠.١ بار في كل مرة. |
| ثقب الانفجار أثناء الثقب | ||
 | 1. وقت اللكمة غير كافٍ 2. قوة اللكمة منخفضة | ١. زيادة وقت التثقيب بمقدار ٠.٥ ثانية في كل مرة. ٢. زيادة قوة التثقيب بمقدار ٥١TP٣T في كل مرة. ٣. زيادة دورة العمل في كل مرة. |
| نهاية الثقب وبدء قطع الفتحة |
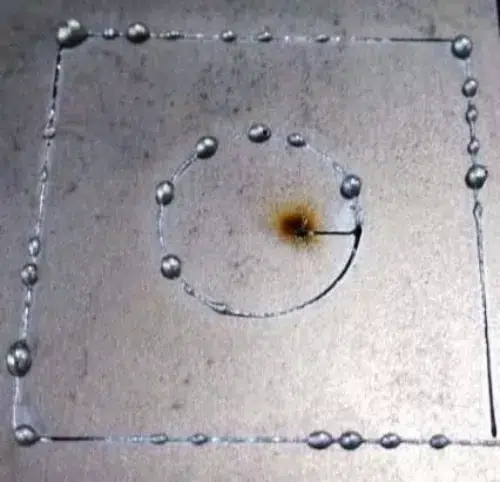
١. يُقسّم التفجير الأولي إلى ثلاث مراحل. ترتيب الثقب هو ثلاث مراحل، ومرحلتان، ومرحلة واحدة بعد القطع. على سبيل المثال، في المرحلة الأولى من التفجير الأولي، نحتاج إلى ضبط معلمات الثقب ثلاثية المراحل.


كما هو موضح في الصورة أعلاه، يتم تفجير الثقب في بداية عملية التثقيب ثلاثية المستويات. أولاً، يتم اختيار لوح هونغشان السميك، وتكون طريقة المعالجة كما يلي.
1. تحقق مما إذا كان ضغط الهواء المثقب يتجاوز المعيار، وعادةً ما يكون ضغط الهواء المثقب بين 0.04 ميجا باسكال - 0.15 ميجا باسكال

2. تحقق من ارتفاع الفوهة، حيث يكون ارتفاع التفجير عمومًا بين 12 مم إلى 20 مم.
3. إن إطالة وقت التقدم ووقت بقاء الثقب هي الطريقة الأكثر مباشرة لإبطاء سرعة الثقب
4. تقليل تردد الثقب أو دورة عمل الثقب يمكن التعامل مع التفجير، التردد هو متوسط 50 هرتز - 1000 هرتز، دورة العمل 30%-70%.
5. يجب التحقق من توقف نفخ الهواء للمساعدة في نفخ الخبث الناتج أثناء التثقيب.
6. الصدأ أو الملصقات الأخرى المرفقة باللوحة سوف تؤثر أيضًا على جودة الثقب.
كما هو موضح في الشكل أدناه، عند ثقب القطبين الثاني والثالث، يكون التفجير متماثلاً. تم تفجير الرابط المحدد، لذا يُرجى تعديله.
كما هو موضح في الصورة على اليسار، يحدث التفجير عند وصول الثقب إلى المرحلة الثانية. من الضروري التحقق من عدة عوامل مهمة تؤثر على الثقب في المرحلة الثانية.


ملاحظة: بشكل عام، فإن إطالة وقت الثقب والوقت التدريجي وتقليل دورة العمل والتردد هي طريقة مباشرة لإبطاء رصاص التفجير.
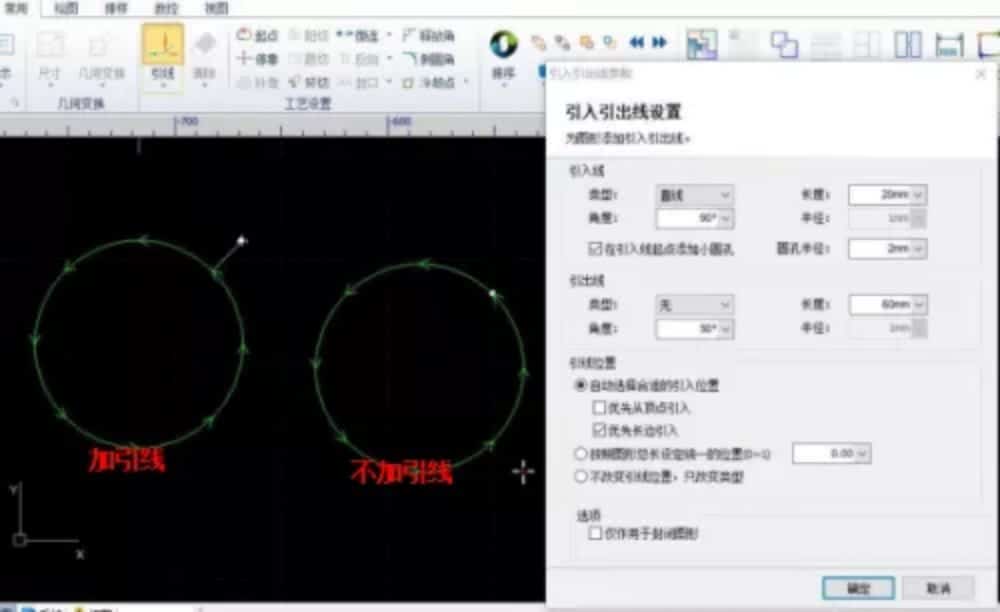
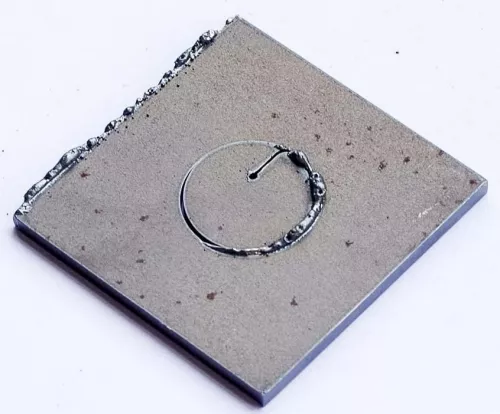
خط الإدخال: هو الخط الذي يربط بين موضع التثقيب ومحيط قطعة العمل، ويسمى خط الإدخال أو خط الإدخال.