








آلة تشكيل الأسطوانة: الأنواع والفوائد

بينما أستكشف عالم الأسطوانة الرائع آلات التشكيليسعدني أن أشارككم رؤيتي حول الأنواع المختلفة وفوائد هذه الأدوات الأساسية. الأسطوانة آلات التشكيل تُعد آلات التشكيل بالأسطوانات أساسية في تشكيل المواد لمجموعة واسعة من التطبيقات، من البناء إلى صناعة السيارات. في هذه المقالة، سأتناول بالتفصيل أنواع آلات التشكيل بالأسطوانات المتاحة، وأُسلط الضوء على مزاياها، مما يُساعدك على فهم أهميتها كإضافة قيّمة لأي عملية تصنيع. انضم إلينا لنكتشف الميزات التي تجعل آلات التشكيل بالأسطوانات ضرورية لتحقيق الكفاءة والدقة.
تصنيف آلات تشكيل الأسطوانة الأوتوماتيكية
وفقًا للمواد الخام المختلفة وأنواع منتجات البلاط، يتم تقسيم آلات تشكيل الأسطوانة الأوتوماتيكية أيضًا إلى ثلاث فئات رئيسية.
١. آلات تشكيل البلاط الخزفي المزجج بالأسطوانات الأوتوماتيكية: تُستخدم هذه المكابس لإنتاج بلاط سيراميكي مصنوع من طين يشبه الطين. بعد الضغط، يجب تجفيف المنتج وتزجيجه (أو عدم تزجيجه) ثم تلبيده عند درجة حرارة تزيد عن ١٠٠٠ درجة مئوية.
٢. آلة تشكيل بلاط الأسمنت الأوتوماتيكية بالأسطوانة: تُستخدم هذه الآلة لإنتاج بلاط الأسمنت باستخدام الحجر الرملي الأسمنتي كمادة خام. المنتج يحتاج فقط إلى التجفيف والصيانة ثم الطلاء.
3. آلات تشكيل أسطوانات الفولاذ الملونة: تصنع هذه المكابس من صفائح فولاذية رقيقة ويمكن طلاء المنتجات بعد الضغط والتشكيل.

تتمتع الأنواع الثلاثة المختلفة من آلات تشكيل الأسطوانة الأوتوماتيكية المذكورة أعلاه بمبادئ هيكلية مختلفة.
1. آلات تشكيل الأسطوانة الخزفية الأوتوماتيكية
طُرِحَت آلة تشكيل الأسطوانات الأوتوماتيكية، المستخدمة في صناعة آلات تشكيل الأسطوانات الصينية، لأول مرة في ألمانيا وإيطاليا وفرنسا ودول أخرى. في عام ٢٠٠٦، نجح مصنع لآلات الفخار في تطوير آلة تشكيل أسطوانات أوتوماتيكية محلية، مُقارنةً بالمنتجات المستوردة، من حيث تفاصيل القطعة التي تُناسب ظروف التطوير الوطنية الصينية. وسواءً كانت آلات تشكيل الأسطوانات الأوتوماتيكية محلية أو مستوردة، فإن المبدأ الأساسي والهيكل متشابهان تقريبًا.

يتكون هذا النوع من آلات تشكيل الأسطوانات الخزفية بشكل أساسي من جسم أيسر وأيمن، وقضيب توصيل سفلي، وغطاء علوي، ومقعد منزلق، ودوار سداسي، وعجلة سير، وآلية تروس، وآلية عجلة أخدود، وآلية كامة، ومضخة تزييت، ونظام دائرة زيت، وجزء تحكم كهربائي، وما إلى ذلك. عملية ختم القالب العلوي للآلة: يدفع المحرك، من خلال البكرة، عمود الإدخال، ومن خلال الترس الصغير، يدفع الترس الكبير العمود العلوي، ومن خلال مجموعة من آلية كامة يدفع المقعد المنزلق المزود بالقالب العلوي للتحرك لأعلى ولأسفل لتحقيق بلاط الضغط. يتم فهرسة الطاولة بواسطة مجموعة تروس مثبتة في نهاية العمود العلوي، والتي تدفع ترس دبوس دوار وتدور عجلة مشقوقة مثبتة على عمود عجلة دوارة سداسية لتحقيق الفهرسة والوضع. على الجانبين الأيسر والأيمن من الهيكل، توجد مضخة تزييت مثبتة. عندما تعمل الآلة من خلال أنبوب الزيت إلى كل جزء من حركة الاحتكاك من مادة التشحيم.

تُنقل كتلة الطين المبثوقة، المقطوعة بطول ثابت بواسطة آلة القطع، إلى آلة تشكيل الأسطوانات بواسطة ناقل الأسطوانات، ثم تُنقل إلى القالب السفلي بواسطة المحمل وفقًا للإجراء المحدد. بعد نقل طاولة العمل ووضعها على صينية البلاط في خط النقل، يتم امتصاص كتلة البلاط المضغوطة بواسطة كوب الشفط المفرغ لآلة تفريغ البلاط.
يحتوي جدول آلة تشكيل الأسطوانة الخزفية على ست عمليات (أي عجلة سداسية) يتم قلب الجدول، بالإضافة إلى مستوى الفهرسة الميكانيكية، وتحديد المواقع ولكن أيضًا إعداد مجموعة من آلية تحديد المواقع الدقيقة، مما يضمن تمامًا أنه في كل مرة تتم فيها عملية الختم، يتم تحديد موقع قالب الجدول بدقة، وتركيب شريحة القالب العلوية عبارة عن هيكل صندوقي، ودليل الشريحة والدليل العلوي للجسم، وطول الاتصال كبير، في كل مرة يتم فيها ختم القالب العلوي، يكون للعملية ختم ثانٍ على كتلة الطين وهذا يعني، بعد أن يضغط القالب العلوي على كتلة البلاط في مكانها لأول مرة، يرتفع القالب العلوي 10㎜، بحيث بعد استنفاد كتلة الطين بالكامل، يضغط القالب العلوي على كتلة البلاط في مكانها مرة أخرى قبل العودة إلى أعلى موضع، وبالتالي فإن القالب له عمر خدمة طويل وجودة المنتجات المضغوطة جيدة.
2. مبدأ هيكل آلة تشكيل الأسطوانة الأوتوماتيكية لبلاط الأسمنت
بالمقارنة مع آلية آلة تشكيل الأسطوانات الأوتوماتيكية لبلاط السيراميك، فإن مبدأ هيكل آلة تشكيل الأسطوانات الأسمنتية بسيط نسبيًا، ويتكون بشكل أساسي من مضخة هيدروليكية، وسدادات انزلاق هيدروليكية، وطاولات ضغط ثابتة، وطاولات طرق متحركة، وقالب آلة تشكيل الأسطوانات، وما إلى ذلك. يتمثل مبدأ العمل في أنه عند تحميل المواد الخام في القالب السفلي في المرحلة الأولى من العملية، تدفع المضخة الهيدروليكية قالب آلة تشكيل الأسطوانات للضغط لأسفل تلقائيًا، ويتم ترشيح حصى الأسمنت من الماء تحت الضغط وضغطه إلى منتج بلاط أسمنتي كثيف وقوي. في الإنتاج المبكر لبلاط السيراميك، استخدمت العملية أيضًا مثل هذه الآلة الهيدروليكية للضغط، ولكن بسبب هذه النماذج في توصيل القضبان والقوالب، يصعب تكييف أتمتة البلاط مع مادة الطين الخام، مما يسهل حدوث التشوه، لذلك لا تتكيف مع متطلبات أتمتة صناعة بلاط السيراميك، ويمكن تطبيقها فقط في بلاط السيراميك شبه الآلي.

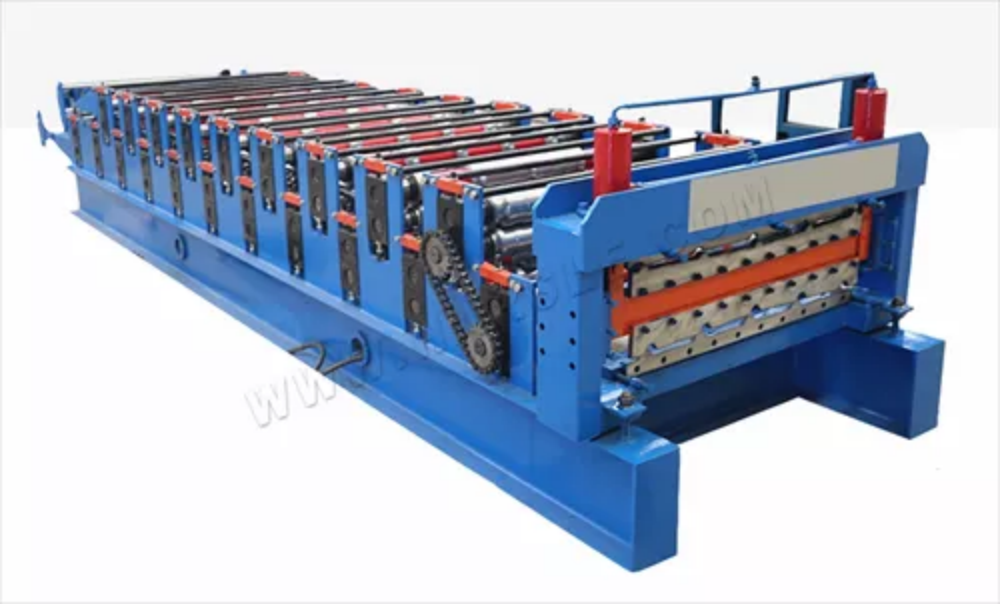
3. مبدأ هيكل آلة الضغط الأوتوماتيكية لبلاط الفولاذ الملون
يتشابه مبدأ هيكل آلة تشكيل الأسطوانات الأوتوماتيكية للبلاط الفولاذي الملون بشكل أساسي مع مبدأ هيكل آلة تشكيل الأسطوانات الأوتوماتيكية للبلاط الأسمنتي. الفرق هو أن آلة تشكيل الأسطوانات الفولاذية الملون لا تتطلب مراعاة تشوه المنتج وصيانته بعد الضغط. لذا، من حيث المبدأ، تكون متطلباتها أبسط بكثير، طالما تم الوصول إلى ضغط معين. ومع ذلك، مقارنةً بالنوعين الأولين من المكابس، يكون حجم المنتج أكبر، وبالتالي يكون مظهر الآلات والمعدات أكبر قليلاً.
تحتوي طاولة العمل لآلة تشكيل الأسطوانة الفولاذية الملونة على ست عمليات (أي عجلة سداسية الجوانب) لتحويل طاولة العمل ، بالإضافة إلى مستوى الفهرسة الميكانيكية والتحديد ولكن أيضًا إعداد مجموعة من آليات التموضع ، مما يضمن تمامًا أنه في كل مرة تتم فيها عملية الختم ، يتم تحديد موضع قالب طاولة العمل بدقة ، وتركيب شريحة القالب العلوية عبارة عن هيكل صندوقي ودليل منزلق ودليل علوي للجسم ، وطول التلامس كبير ، والقالب العلوي لكل ختم ، وعملية كتلة الطين لها ختم ثانٍ أن الجزء العلوي بعد وضع القالب في مكانه بواسطة الضغط السابق ، يرتفع القالب العلوي 10㎜ ، بحيث يتم استنفاد كتلة الطين بالكامل ، ثم يتم وضع القالب العلوي في مكانه بواسطة الضغط التالي قبل العودة إلى موضع أعلى ، وبالتالي فإن القالب له عمر خدمة طويل وجودة المنتجات المضغوطة جيدة. سيتم تجهيز آلة تشكيل الأسطوانة الفولاذية الملونة بمجموعة من أنظمة التشحيم ، عندما تكون الآلة تعمل تلقائيًا لجميع المحامل ودليل حركة آلية ناقل الحركة وأجزاء أخرى من تزييت الزيت.
يتم تحديث تكنولوجيا معدات آلات تشكيل الأسطوانات الفولاذية الملونة باستمرار، ويمكن تقسيمها إلى ثلاث عمليات، ولكل منها مزايا وعيوب.
1. آلة تشكيل البلاط بالضغط على الأسطوانة: بسبب إنتاج الضغط على الأسطوانة على شكل واحد، فإن جودة البلاط ليست عالية وقد اختفت تدريجيًا من السوق.
٢. آلة تشكيل الأسطوانة الملونة بالبثق: إنتاجية عالية، سرعة عالية، لكن تكلفتها مرتفعة. بعد التشكيل والرش باستخدام آلة رش الألوان، يكون السطوع ضعيفًا، ولا يمكن تثبيت طبقة اللون السطحية فقط على سطح البلاط، بل يجب خلطها باستخدام لاصق باهظ الثمن. تكلفة البلاط الملون مرتفعة جدًا.
٣. ماكينة تشكيل أسطوانات ألوان القوالب: حاليًا، تستخدم معظم موديلات ماكينات بلاط الألوان الأكثر تطورًا نظام تحكم PLC من ميتسوبيشي، مع شاشة لمس يدوية وشاشة رقمية لعرض الفروقات. القوالب مصنوعة من فولاذ خاص، متينة وطويلة العمر. الماكينة الرئيسية مزودة برأس ضغط معزز ولوحة ضغط عالمية، يمكن استبدالها بسهولة بقوالب بلاط رئيسية وقوالب بلاط مُشكَّلة مختلفة، وهي مناسبة لإنتاج أنواع مختلفة من بلاط الأسمنت وبلاط الطرق.

تركيب المعدات وتشغيلها
قبل تركيب آلات تشكيل الأسطوانة المذكورة أعلاه، يجب تحضير أساس الخرسانة وفقًا لمخطط الأساس المقدم من قبل الشركة المصنعة، ويجب وضع إطار تركيب المكبس (أجزاء ملحومة من الفولاذ القنوي) على أساس الخرسانة المعالجة بالكامل، يجب معايرة مستوى الإطار، ويجب تثبيت مسامير القدم للمرة الثانية، وبعد ذلك يمكن تركيب المكبس.

تشغيل المعدات والاحتياطات
قبل استخدام معدات آلة تشكيل الأسطوانة المختلفة، تحقق مما إذا كانت التوصيلات آمنة، وما إذا كانت مسامير التثبيت والصواميل مشدودة، وما إذا كان يجب تشحيم الهيكل الأيسر والأيمن بالزيت بدرجة كافية لبدء تشغيل الآلة للتشغيل التجريبي، أولاً تشغيل فارغ لمراقبة ما إذا كان هناك اهتزاز أو ضوضاء، وما إذا كانت نافذة الزيت للزيت، وما إذا كانت حركة الأجزاء منسقة، وكل شيء طبيعي قبل تثبيت القالب، عند تثبيت القالب، يجب قطع التيار الكهربائي لمنع السقوط الطبيعي لمقعد الشريحة عند تثبيت القالب، يجب قطع مصدر الطاقة لمنع الشريحة من السقوط بشكل طبيعي والتسبب في الحوادث. يتم تثبيت القالب العلوي على السطح السفلي للشريحة، ويتم وضع السُمك المناسب للوحة الحصيرة لضمان أن تكون الفجوة حول الحافة متساوية بعد دمج القوالب العلوية والسفلية، وأن تكون المسافة بين القوالب العلوية والسفلية مساوية لسمك البلاط المطلوب. ثم يسود القالب العلوي، ويتم تدوير طاولة العمل ويتم تثبيت القوالب الخمسة السفلية المتبقية، ويتم تثبيت جميع القوالب العلوية والسفلية قبل أن يمكن قيادة الآلة لآلة تشكيل الأسطوانة.
إجراء العمل: عند بدء تشغيل الماكينة، يتم تشغيل ضاغط الهواء، ومضخة التفريغ، والطارد، وآلة قطع البلاط، وآلة التفريغ، وآلة تشكيل الأسطوانة، والماكينة الرئيسية، وناقل صينية البلاط بالترتيب المعاكس.
الصيانة والرعاية
يُمنع تشغيل هذه الآلة لمن لا يعرف هيكلها وأدائها وقواعد تشغيلها. يجب ألا تتجاوز آلة التشكيل الأسطواني الأوتوماتيكية الحد الأدنى لارتفاع الإغلاق، أي أن المسافة الدنيا من أسفل صندوق الانزلاق العلوي إلى كل سطح عمل هي 290 مم. يُرجى الانتباه إلى ارتفاع زيت التشحيم في صندوق الانزلاق وجانبي هيكل الآلة باستمرار. يجب مسح المعدات باستمرار للحفاظ على نظافتها، ومنع تراكم الطين والماء.
