








مقدمة في ثني الصفائح المعدنية وثنيها
ما هو ثني الصفائح المعدنية؟
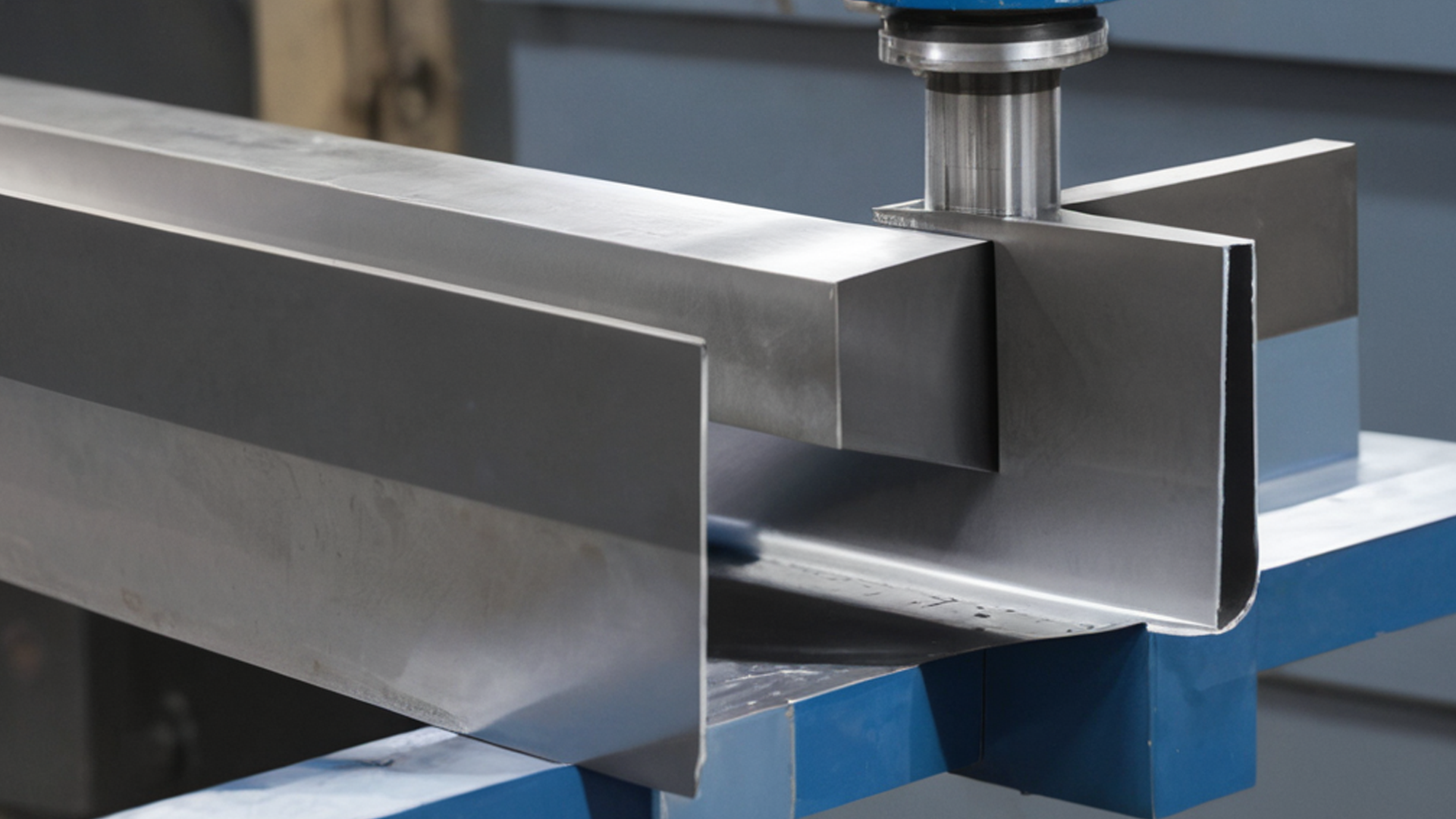
ثني الصفائح المعدنية هي عملية تحويل صفيحة معدنية من خلال جهاز ضغط وقالب خاص لتغيير الصفيحة المسطحة إلى عملية ثلاثية الأبعاد.
بسبب اختلاف المواد وسمك وطول وعرض الألواح والأشكال والزوايا المختلفة التي يجب تشكيلها، توجد آلات ثني ذات حمولة مختلفة وحجم مختلف من معدات الضغط، ومجهزة بارتفاعات مختلفة وشكل وحجم V من القوالب العلوية والسفلية بأشكال خاصة.
ما هي أنواع الانحناء؟
تنقسم عملية الانحناء إلى ثلاثة أنواع: الانحناء الجزئي، والانحناء الضيق، والانحناء بالختم.
① الانحناء الجزئي
إنها طريقة الانحناء بزوايا قائمة وزوايا منفرجة باستخدام قالب علوي أقل من 88 درجة وقالب سفلي V = 12t (V يمثل عرض الأخدود ويمثل t سمك المادة).
② منحني بشكل وثيق
إنها طريقة ثني بزاوية 90 درجة. يتم اختيار V = 6 ~ 12t للقالب السفلي المنحني بإحكام.
③ ختم الانحناء
يُستخدم القالب العلوي بزاوية 90 درجة للثني بزاوية قائمة (وهو قالب ثني قياسي بزاوية قائمة). يتراوح طول القالب السفلي للثني بالختم بين 5 و6 أطنان.
تسلسل الانحناء العام:
1. الجانب القصير أولاً ثم الجانب الطويل: بشكل عام، عندما تكون هناك انحناءات على جميع الجوانب الأربعة، فإن طي الجانب القصير أولاً ثم الجانب الطويل يكون مفيدًا لمعالجة قطعة العمل وتجميع قالب الانحناء.
2. المحيط أولاً، ثم الوسط: عادةً ما يتم طيه من محيط قطعة العمل إلى مركز قطعة العمل.
3. جزئي ثم كامل: إذا كانت هناك بعض الهياكل داخل أو خارج قطعة العمل والتي تختلف عن الانحناءات الأخرى، فإن هذه الهياكل عمومًا تنحني أولاً قبل طي الأجزاء الأخرى.
4. ضع في اعتبارك التداخل ورتب تسلسل الانحناء بشكل معقول: تسلسل الانحناء ليس ثابتًا، ويجب تعديل تسلسل المعالجة بشكل مناسب وفقًا لشكل الانحناء أو العائق الموجود على قطعة العمل
أسباب الانحناء والتباعد:
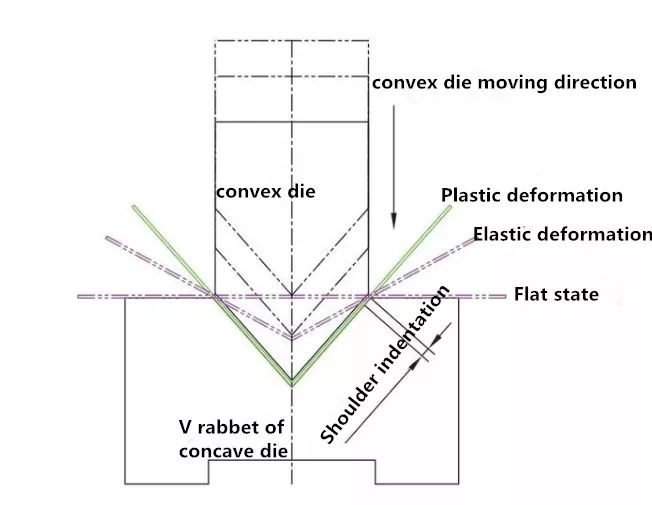
ثني الصفائح المعدنية هي عملية تشكيل صفائح معدنية تحت ضغط لكمة أو قالب آلة الانحناءيخضع الصفيحة للتشوه المرن أولاً، ثم للتشوه البلاستيكي. في بداية عملية الثني البلاستيكي، تكون الصفيحة حرة الانحناء. مع ضغط المثقب أو القالب على الصفيحة، تتقارب الصفيحة مع السطح الداخلي للأخدود على شكل حرف V للقالب تدريجيًا، وفي الوقت نفسه، ينخفض نصف قطر الانحناء وذراع قوة الانحناء تدريجيًا. عند ملامسة الصفيحة بالكامل عند ثلاث نقاط، يكتمل الانحناء على شكل حرف V.
أثناء عملية الثني، ولأن الصفيحة المعدنية مشوهة مرنًا بضغط قالب الثني، ستنزلق نقطة التلامس بين الصفيحة والقالب مع تقدم عملية الثني. خلال عملية الثني، تخضع الصفيحة لمرحلتين متميزتين: التشوه المرن والتشوه البلاستيكي. خلال عملية الثني، تحدث عملية ضغط (يكون القالب والصفيحة على اتصال ثلاثي النقاط). تتشكل ثلاثة خطوط انبعاج. تُنتج هذه الخطوط عادةً بواسطة الصفيحة وكتف القالب على شكل حرف V، ولذلك تُسمى انبعاجات الكتف.

العوامل المؤثرة على انبعاج ثني الصفائح المعدنية
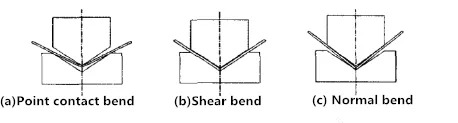
1 تأثير طريقة الانحناء
نظرًا لأن طريقة الانحناء مختلفة، فإن درجة التلامس بين اللوحة والقالب مختلفة، وبالتالي فإن احتمالية الانبعاج مختلفة أيضًا.
2 تأثير صلابة اللوحة
3 تأثير بنية القالب
4 دقة الآلة والقالب
طرق تقليل المسافة البادئة
1 استخدم وسادات مضادة للانبعاج
2 غلاف مطاطي مقاوم للقالب على شكل حرف V مفرد
3 قطع من مادة اليوريثين ووسادة AT
4 قوالب سفلية من المطاط الصلب
5 لا يوجد مسافة بادئة للقالب السفلي
