








عملية تصنيع أحواض الفولاذ المقاوم للصدأ

بصفتي خبيرًا في صناعة أدوات المطبخ، غالبًا ما أجد نفسي مفتونًا بعملية تصنيع أحواض الفولاذ المقاوم للصدأ. هذه الرحلة المعقدة تُحوّل المواد الخام إلى أحواض متينة وأنيقة لا غنى عنها في كل مطبخ. بدءًا من الاختيار الدقيق للفولاذ المقاوم للصدأ عالي الجودة، وصولًا إلى التشغيل والتشطيب الدقيق، تلعب كل خطوة دورًا حاسمًا في ضمان استيفاء المنتج النهائي للمعايير الجمالية والوظيفية. في هذه المقالة، سأشرح لكم مراحل التصنيع المختلفة، مُسلّطًا الضوء على التقنيات والحرفية اللازمة لصنع هذه التركيبات الأساسية.
جدول المحتويات
المواد الخام - الشراء
● يتراوح سمك الصفائح الفولاذية المستخدمة عادة في أحواض الفولاذ المقاوم للصدأ بين 0.8 مم و1.5 مم.
يشتري مصنع الأحواض ألواحًا فولاذية بأحجام مختلفة وفقًا لاحتياجات طرازات الأحواض الإنتاجية. تُرسل الألواح الفولاذية إلى ورشة الأحواض على شكل أسطوانة وزن.
● عادةً ما يكون للصفائح الفولاذية غير المقصوصة عرض أقصى يبلغ 1220 ملم وطول غير محدود تقريبًا.

تصفيح المواد
● مرونة ألواح الفولاذ محدودة. ولمنع كسرها أو تلفها أثناء التمدد، من الضروري طلاؤها في المرحلة الأولية من تصنيعها.
● يتم طلاء الفيلم على جانب واحد فقط من صفائح الفولاذ، وسوف يواجه أحد جانبي الفيلم القالب في عملية التمدد اللاحقة.
●يمكن إجراء التصفيح قبل أو بعد القطع.

قطع المواد
● اعتمادًا على طول تصميم الخزان، يجب قطع اللوحة الفولاذية الطويلة إلى أقسام لتلبية متطلبات حجم الفراغ.
● في الشكل الموجود على اليمين، يقوم العامل بتشغيل مفتاح الأسطوانة بحيث يمر الفيلم الواقي واللوحة الفولاذية عبر منطقة ضغط الأسطوانة في نفس الوقت، ويتم إكمال التصفيح بالضغط.
● عندما تمر اللوحة الفولاذية المطلية عبر شفرة المقصلة، يضغط العامل على مفتاح المقصلة حسب الحاجة لكسر اللوحة الفولاذية للحصول على مادة خام ذات حجم معقول.

قطع زاوية المواد
● أصبحت الورقة المقطوعة الآن مستطيلة منتظمة. لكي تتوافق تقريبًا مع شكل الحوض، من الضروري أيضًا دفع الورقة إلى مقص القص.
● تكون الورقة النهائية عادةً متعددة الأضلاع وقد تحتوي على حواف مقوسة.
الرسمة الأولى - طلاء زيتي
● ضع زيت التمدد بالتساوي على جانبي الورقة المطلية والمقطوعة.
● يمكن أن يساعد الزيت المبثوق على توزيع اللوحة بالتساوي، مما يقلل من فرصة حدوث تشقق التمدد ويطيل عمر القالب والضغط.

الرسم الأول- الرسم
● ضع اللوحة الفولاذية على طاولة الضغط.
● توجد ثقوب في اللوحين العلوي والسفلي لطاولة العمل. يقع قالب المنتج داخل ثقوب اللوحين السفليين للطاولة (المنطقة المظللة باللون الأحمر على اليمين).
● عند الضغط على مفتاح المحرك، يتم خفض اللوحة العلوية للمرحلة الهيدروليكية وينزل الجدول بأكمله.
أثناء عملية الغمر، يبقى الوضع الأفقي للقالب ثابتًا، مما يُجبر الصفيحة الفولاذية على الارتفاع لإكمال عملية شد القالب. يجب أن يكون عمق السحب الأول 80% أو أكثر من إجمالي عمق التصميم.

قالب وعاء واحد، 400 طن
قالب مزدوج الوعاء، 800T
الرسم الأول - التنظيف
● قم بإزالة الوعاء المشكل مسبقًا وقم بتنظيف المقعد الملوث بزيت السحب.
● سيتم إرسال حوض السحب الأول إلى موقع التنظيف لإزالة الطلاء، وسيتم غسل زيت السحب المتبقي للتحضير لعملية التلدين.

التلدين - السبب
● بسبب عملية الرسم المنزلية، إذا كان عمق تصميم خزان المياه أقل من 160 ملم، فيمكن تحقيق العمق المثالي من خلال رسم واحد.
● عندما يصل عمق الحوض إلى 180 مم - 250 مم، تزداد فرصة حدوث تشقق في صفائح الفولاذ المقاوم للصدأ بشكل كبير عند السحب مرة واحدة.
● لتلبية متطلبات العمق، يلزم إجراء التلدين والرسم الثانوي في هذا الوقت.

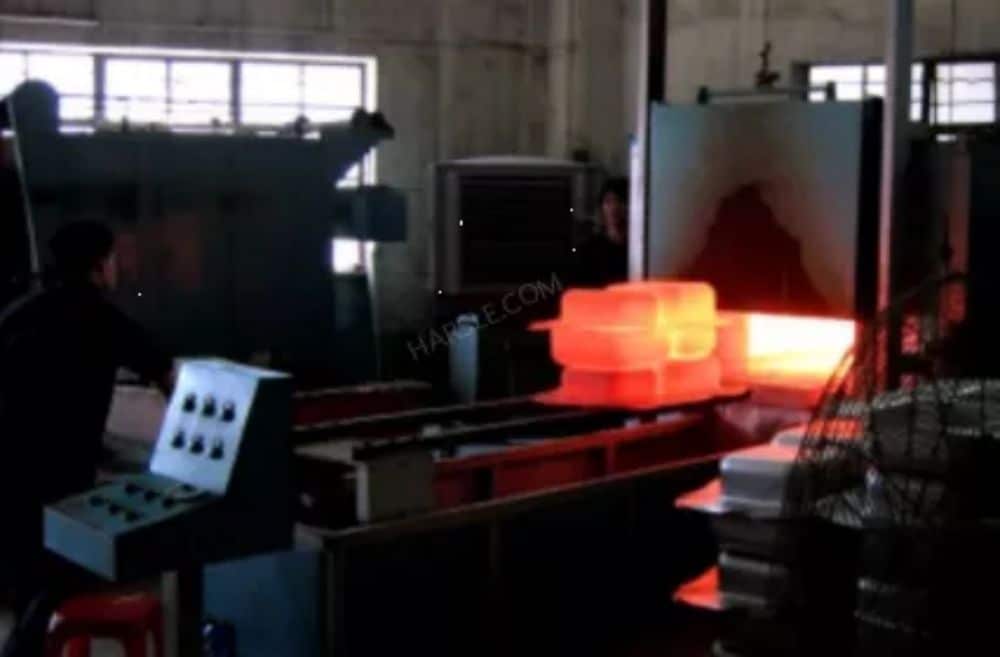
التلدين - خط التلدين
● يمكن لعملية التلدين استعادة نشاط صفائح الفولاذ المقاوم للصدأ المعرضة لضغط شديد.
خط التلدين نفسه عبارة عن خط حراري عالي الحرارة بطول 20 مترًا، ودرجة حرارة الفرن حوالي 1150 درجة مئوية. يُشكل الجانبان مدخلين ومخرجين، وتُنقل الأحواض في اتجاه واحد بواسطة عربة تلفريك أو حزام ناقل. يمكن تبسيط حوالي 30 حوضًا في آنٍ واحد.
● تشمل المواد المُصنَّعة المُلَدَّنة أيضًا إزالة المغناطيس. هذا يُلغي الخواص المغناطيسية للفولاذ المقاوم للصدأ بسبب التمدد.

فرن التلدين
● لا تحتوي العديد من مصانع الأحواض على خطوط التلدين الخاصة بها، ولكنها بدلاً من ذلك تستعين بمصادر خارجية لتصنيع التلدين من مصانع التلدين التابعة لجهات خارجية.
● في بعض الأحيان تستخدم محطات الأحواض أيضًا أفران التلدين لتحقيق وظائف بديلة اعتمادًا على احتياجاتها.
الرسم الثاني
● بعد التلدين، سيتم سحب الحوض بواسطة مكبس هيدروليكي وقالب
● يجب رسم الرسم الثاني بالكامل إلى عمق التصميم.

قطع الحافة
بعد سحب المنتج، لا يحدث أي انكماش على حافة الصفيحة الفولاذية. عند هذه النقطة، يجب قصّ المنتج النهائي.
● من الضروري الاحتفاظ بموضع تركيب دعامة الحوض العلوي عند التشذيب.

اللكم
● يتم ثقب فتحات التصريف وفتحات الفائض في قوالب وثقوب خاصة.
● وفقًا للظروف الفعلية للوحة و اللكم المعدات، قد يكون من الضروري إجراء معالجة نتوءات على كل قسم.

لحام اللفة ولحام الأطراف
يمكن الاستغناء عن هذه الخطوة إذا كنت ستختار قالبًا مزدوجًا
● إذا كان الحوض عبارة عن وعاء دوار/حوض لحام سفلي بفتحتين، فيجب لحامه باللوحة العلوية للحوض بعد التثقيب.
● عادة ما يتم لحام الأسطوانة عن طريق اللحام باستخدام الحاسب الآلي، ولكن يمكن أيضًا أن يتم لحامها يدويًا بواسطة العمال.
● إذا كان بعقب اللحام حوض، مطلوب لحام بعقب لكلا الجانبين من الحوض.
● حوض اللحام التناكبي نادر في خط منتجاتنا. الميزة الواضحة هي وجود خط لحام في منتصف الحوضين.

لحام نقطي لتقوية الأضلاع
(يمكن حذف هذه الخطوة إذا كنت ستختار قالب الوعاء المزدوج)
● استخدم آلة لحام النقاط بالليزر لحامات الضلع/الخطاف.
● وفقًا لإعدادات المعدات المختلفة، يُنتج كل لحام نقطي حوالي ثلاث وصلات لحام. تتطلب مُقوِّيات القضبان لحامًا نقطيًا عدة مرات في مواقع مختلفة.
● يتم في بعض الأحيان استخدام الأضلاع/الخطافات المقواة بالغراء اعتمادًا على متطلبات المشتري.

معالجة السطح - تلميع قاع الحوض
● التنظيف بالفرشاة، والنفخ الرملي (التحليل الكهربائي)، والتلميع (المرآة)، والنقش.
● يتم وصف عملية التنظيف بالفرشاة على وجه التحديد هنا.
● يتم تقسيم عملية الطحن إلى ثلاثة أو أربعة أقسام بناءً على الاختلافات بين الحوض والمعدات.
● أول شيء يجب تلميعه هو الجزء السفلي من الحوض.

تلميع جدار الحوض
● بعد ذلك يتم تلميع جدار الحوض

تلميع جزء المفصل
(يمكن حذف هذه الخطوة إذا كنت ستختار قالب الوعاء المزدوج)
● اعتمادًا على درجة الأتمتة في مصنع الحوض، تكون هذه العملية موجودة أحيانًا لتقليل الحاجة إلى مهارات التلميع لدى العمال.
● نظرًا لأن الوجهين المتجاورين مصقولان في اتجاهات مختلفة، تميل الخطوط الفوضوية إلى الظهور عند تقاطعات القوام.
● استخدم العجلات الكاشطة لإزالة الفوضى بين وجهين عموديين.

تلميع اللوحة العلوية
● يتم تلميع اللوحة العلوية في نهاية عملية الطحن لإزالة مفاصل اللحام الطرفية وخطوط اللحام والعيوب السطحية المرئية في جسم الوعاء.

ثقب الواجهات
● قم بحفر موضع فتحة الصنبور وفقًا لمتطلبات الطلب.
● تتمتع هذه العملية بدرجة عالية من الحرية، ويمكن تخطيها مباشرة وفقًا لمتطلبات الطلب، أو قد تحدث قبل أي عملية لحام.

ختم الشعار
● تتضمن عملية وضع العلامات على أحواض الفولاذ المقاوم للصدأ بشكل أساسي الطريقتين التاليتين: النوع بالليزر والنوع المنقوش (انظر الشكل الأيمن).
● ادفع خزان المياه بالكامل إلى الوضع الثابت لضمان اتساق الوضع المرسوم.

العلامات بالليزر
● استخدم طريقة النقش بالليزر للعلامة.
● بالإضافة إلى العلامات الليزرية الأوتوماتيكية بالكامل، هناك أيضًا علامات ليزرية يدوية منخفضة التكلفة (انظر اليمين).
● ضع الفيلم شبه المنفذ الذي يحمل شعار العلامة التجارية بقوة في الموضع المحدد للعلامة واستخدم جهاز إرسال ليزر محمول باليد لإضاءته على مسافة صفر.
● يمر الليزر عبر الجزء الناقل للضوء من الفيلم شبه المنفذ ويحترق على سطح الفولاذ المقاوم للصدأ.

بصلح
● تُعدّ الأضرار الطفيفة التي تحدث في جميع عمليات الإنتاج بالغة الأهمية للقيمة التجارية. تُرسل هذه الأضرار إلى موقع الإصلاح قبل عملية الرش، ويُصلحها العمال يدويًا.

رش الطلاء
● قم بإجراء معالجة الرش السفلي.
● الغرض من الرش هو ثلاثة: 1. جعل الأحواض الخفيفة والرفيعة تكتسب وزنًا؛ 2. لتغطية علامات الحروق الناتجة عن التلدين وأسباب أخرى؛ 3. لمنع ظاهرة التكثيف في بيئة المطبخ.
● الرش المنزلي الحالي يقتصر عادةً على الطلاء فقط، ولا يحتوي على خاصية منع التكثيف.
● بالإضافة إلى الرش، فإن عملية التخليل تعمل أيضًا على إزالة بقع الحروق الناتجة عن التلدين.

التنظيف والتغليف
● يتضمن محتوى أعمال التنظيف إزالة بقايا زيت التمدد، وإزالة الأوساخ والجزء الأمامي من الرذاذ، وإزالة عجلة الطحن وبقايا الفولاذ المقاوم للصدأ، وإزالة بصمات الأصابع والغبار الآخر.
● وفقًا لمتطلبات الطلب، يمكن تعبئة الأحواض في أقواس أو صناديق كبيرة أو حتى عبوات البيع بالتجزئة.

تخزين
● أخيرًا، ضع المنتج في المستودع وانتظر حتى يتم إرساله إلى المكان المحدد من قبل طالب الطلب.
