








دليل أفضل الطرق والاحتياطات لاستخدام ماكينة الانحناء CNC

باعتباري شخصًا ذو خبرة في تصنيع المعادن، فأنا أعلم مدى أهمية فهم الأساليب والاحتياطات المختلفة لاستخدام آلة ثني CNCفي هذا الدليل، سأشارك أفضل التقنيات لتحقيق انحناءات دقيقة، بالإضافة إلى إجراءات السلامة المهمة التي يجب مراعاتها. سواء كنت محترفًا متمرسًا أو جديدًا في عمليات التحكم الرقمي بالحاسوب (CNC)، فإن إتقان هذه الأساليب سيساعدك على تحسين الكفاءة وتجنب الأخطاء المكلفة. يغطي هذا الدليل كل ما تحتاج لمعرفته لتحسين... آلة ثني CNC الاستخدام للحصول على نتائج ممتازة.
التحكم الرقمي بالكمبيوتر مكابح الضغط ثني الصفائح بطرق متنوعة، بناءً على مبدأ التصنيف المتنوع والمتعدد. تتناول هذه المقالة تحديدًا عملية الثني، وتحديدًا الموضع النسبي للقالب العلوي والسفلي، وتشكيل الانحناء، وتفاصيل طرق الثني الشائعة، وتفاصيل عملية الثني والاحتياطات اللازمة.
جدول المحتويات

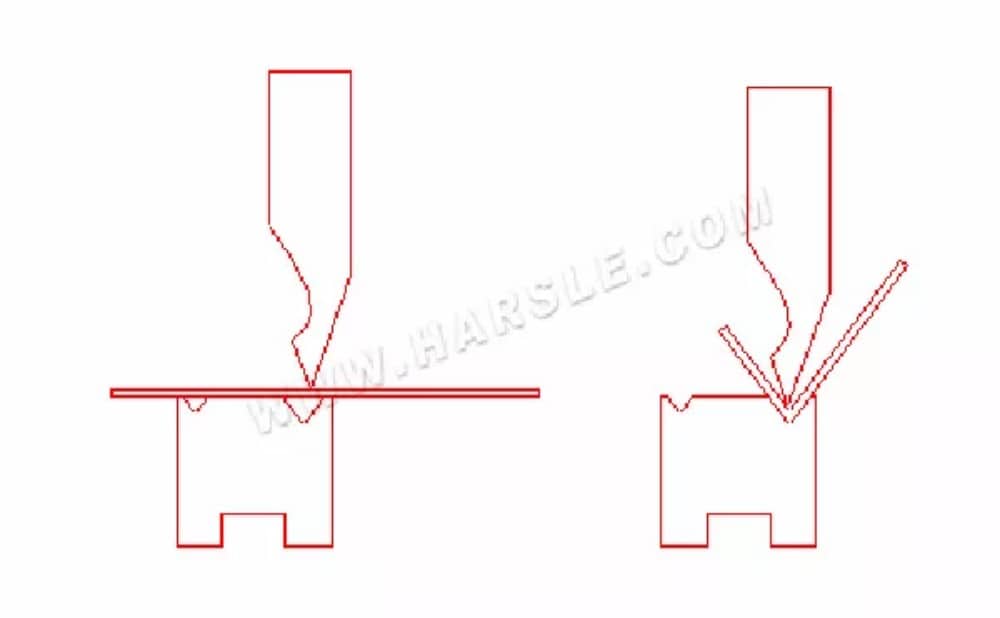
أولاً وقبل كل شيء، وفقًا للمواضع النسبية المختلفة للقوالب العلوية والسفلية عند معالجة الانحناء، يتم تقسيم معالجة الانحناء إلى شكلين من الانحناء الفجوة والانحناء السفلي، والخصائص والاختلافات بين الاثنين هي كما يلي.

● ثني الفجوة
في عملية الثني بين القالبين العلوي والسفلي في ماكينة الثني CNC، لا يتم الضغط على القالبين، بل يتم ضبط عمق فتحة القالب العلوي في القالب السفلي للحصول على زاوية الانحناء المطلوبة. تُسمى هذه الطريقة "ثني الفجوة". كلما كان عمق القالب العلوي في القالب السفلي أكبر، كانت زاوية الانحناء أصغر، والعكس صحيح. نظرًا لمرونة المادة، يجب مراعاة استخدام الانحناء الزائد للتحكم في مقدار الارتداد.

ميزة ثني الفجوة هي إمكانية استخدام عدد أقل من القوالب لتحقيق زوايا تشكيل متنوعة، وضغط معالجة منخفض. عادةً، للحصول على أفضل تأثير ثني، يمكن اختيار نسبة سمك المادة B إلى عرض V لفتحة القالب السفلي على شكل حرف V كما يلي.
1. سمك المادة أقل من 12.7 مم، B: V هو 1: 8.
2. عندما يكون سمك المادة 12.7~22.2 مم، فإن B:V هو 1:10.
3. عندما يكون سمك المادة أعلى من 22.2 مم، تكون نسبة B:V هي 1:12.
النسب الثلاث أعلاه هي نسبة الأدوات القياسية، والمادة هي الفولاذ منخفض الكربون، وقوة المادة 43.4 كجم / مم 2. في إعداد برنامج معالجة الانحناء، يمكن ضبط المعلمات المذكورة أعلاه في نظام CNC، ويقوم النظام بمعالجة تلقائيا لتوليد برنامج المعالجة.

● اضغط على ثني القاع
تستخدم آلة ثني CNC صفيحة ثني سفلية مكبسة بين القالب العلوي والسفلي، وذلك للحصول على زاوية الانحناء ونصف قطر الكوع المطلوبين. تُعد آلة ثني CNC مناسبة لمعالجة الصفائح المعدنية بسمك 2 مم أو أقل في إنتاج دفعات متوسطة وكبيرة. يتميز نصف قطر الانحناء بصغره، مما يضمن دقة انحناء عالية. تجدر الإشارة إلى أن ضغط تشغيل الانحناء السفلي أكبر من ضغط تشغيل الانحناء بالفجوة، وعادةً ما يكون أكبر بثلاث مرات.

يجب أن تتوافق زاوية قالب الانحناء السفلي مع زاوية ومادة الصفيحة. عادةً في الفولاذ الطري ذي الانحناء السفلي، يجب أن تتوافق زاوية القالب العلوي والسفلي مع زاوية الصفيحة المطلوبة. عند استخدام طريقة الانحناء السفلي، تكون نسبة القالب مساوية لسمك مادة الصفيحة (ب) ومسافة فتح القالب السفلي (V) لـ (ب): V = 1:6.

تحديد وزن العمل لعملية الانحناء، وذلك بتأثير القوة المطبقة على المادة بين القالب العلوي والسفلي، مما يؤدي إلى تشوهها البلاستيكي. وزن العمل هو ضغط الانحناء أثناء الانحناء. تشمل العوامل المؤثرة في وزن العمل: نصف قطر الانحناء، وضع الانحناء، نسبة القالب، طول الكوع، سمك ومتانة مادة الانحناء. يمكن عادةً تحديد وزن العمل وفقًا للجدول التالي وضبطه في معلمات المعالجة.
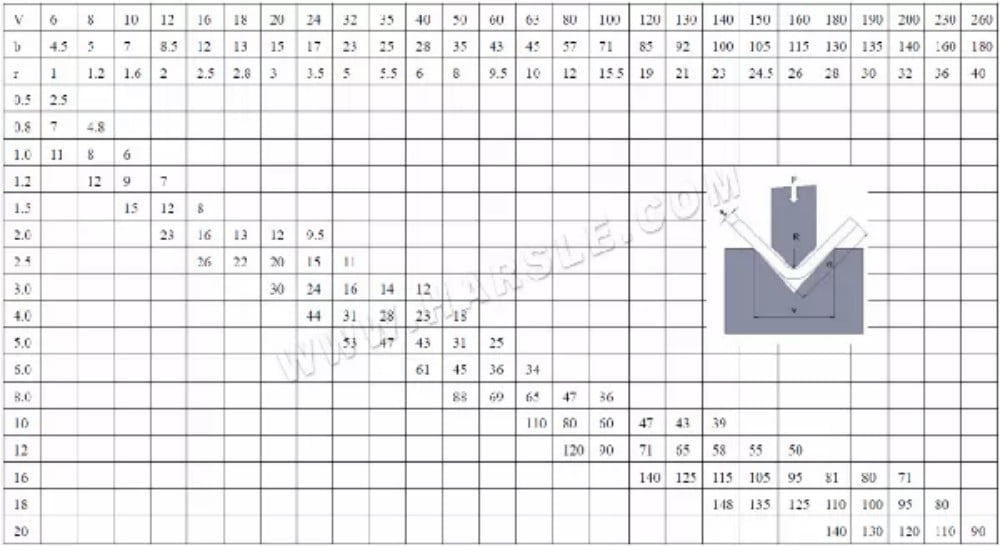
1. قيمة الجدول لطول الصفيحة متر واحد عند ضغط الانحناء: مثال: S = 4 مم L = 1000 مم V = 32 مم تحقق من الجدول للحصول على P = 330 كيلو نيوتن
2. تم حساب هذا الجدول على أساس قوة σb = 450N/mm2 للمادة، في ثني مواد مختلفة أخرى، وضغط الانحناء للبيانات الموجودة في الجدول وحاصل ضرب المعاملات التالية: البرونز (لين): 0.5؛ الفولاذ المقاوم للصدأ: 1.5؛ الألومنيوم (لين): 0.5؛ الفولاذ الكروم والموليبدينوم: 2.0.
3. صيغة تقريب ضغط الانحناء لآلة الانحناء CNC: P = 650s2L/1000v حيث وحدة كل معلمة P – kN، S – mm، L – mm، V – mm.
وفقا للأشكال المختلفة التي تشكلت بعد عملية الانحناء، يتم تقسيم عملية الانحناء إلى طي على شكل حرف L، وطي على شكل حرف N، وطي على شكل حرف Z، وتسطيح طي عكسي، وأجهزة مضغوطة وأشكال أخرى، والخصائص والاختلافات هي كما يلي.
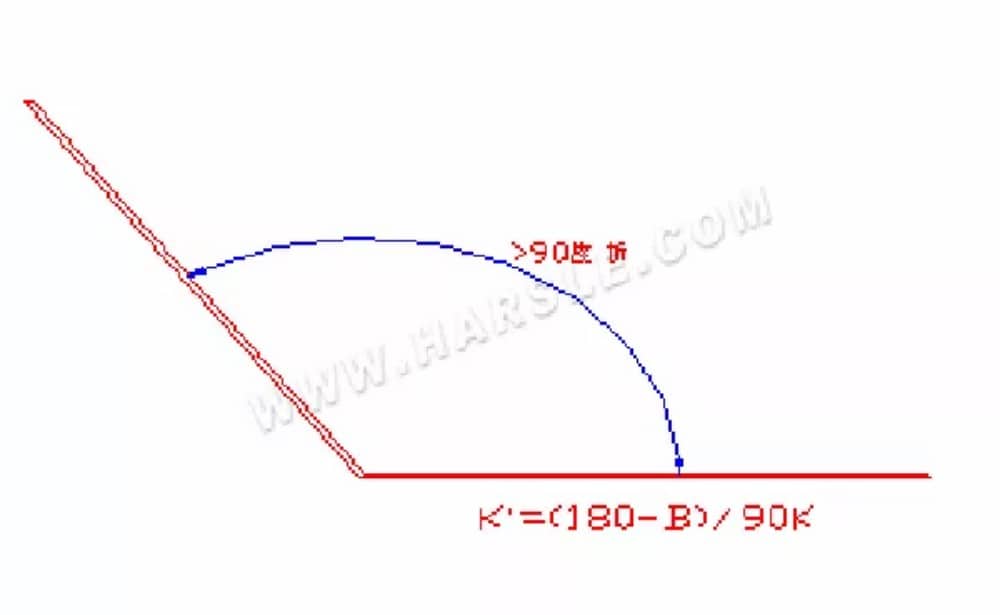
● طي على شكل حرف L
وفقًا للزاوية، يُقسّم إلى 90 درجة و90 درجة. وفقًا للمعالجة، يُقسّم إلى معالجة عامة (L>V/2) ومعالجة خاصة (L
1. يتم اختيار القالب وفقًا للمادة وسمك اللوحة وزاوية التشكيل.
2. مبدأ وضعية الميل.
①يتم استخدام مقياسين بعد التعريف كمبدأ، ويتم استخدام شكل قطعة العمل للتحديد.
②مقياس ما بعد التعريف مقابل الموضع، انتبه إلى الانحراف، واطلب حجم ثني قطعة العمل في نفس المركز عبر الإنترنت.
③انحناء صغير، معالجة مضادة للانحناء أفضل.
④من الأفضل الاعتماد على منتصف الجزء الخلفي من المقياس الثابت لأسفل. (وضع الإمالة بعد المقياس الثابت ليس من السهل تشويهه)
⑤من الأفضل أن يكون الجانب المائل قريبًا من الجزء الخلفي من المقياس الثابت.
⑥الجانب الطويل أفضل.
⑦استخدام القالب للمساعدة في تحديد المواقع (تحديد المواقع غير المنتظمة للحافة المشطوفة).
3. ملاحظة: انتبه لطريقة المعالجة وحركة المقياس الخلفي في طرق المعالجة المختلفة. عند تركيب القالب، يجب سحب المقياس الخلفي للخلف لمنع تشوه قطعة العمل أثناء الانحناء. انحناء داخلي كبير لقطعة العمل، لأن شكل قطعة العمل أكبر ومساحة الانحناء أصغر، مما يجعل من الصعب تداخل الأداة ومنطقة الانحناء، مما يؤدي إلى صعوبة وضع قطعة العمل أو تلف قطعة العمل بسبب الانحناء. لتجنب ذلك، يمكن إضافة نقطة وضع في الاتجاه الطولي للمعالجة، بحيث يكون اتجاها معالجة تحديد المواقع في كلا الاتجاهين، مما يسهل تحديد موضع المعالجة، ويحسن سلامة المعالجة، لتجنب تلف قطعة العمل، وتحسين كفاءة الإنتاج.
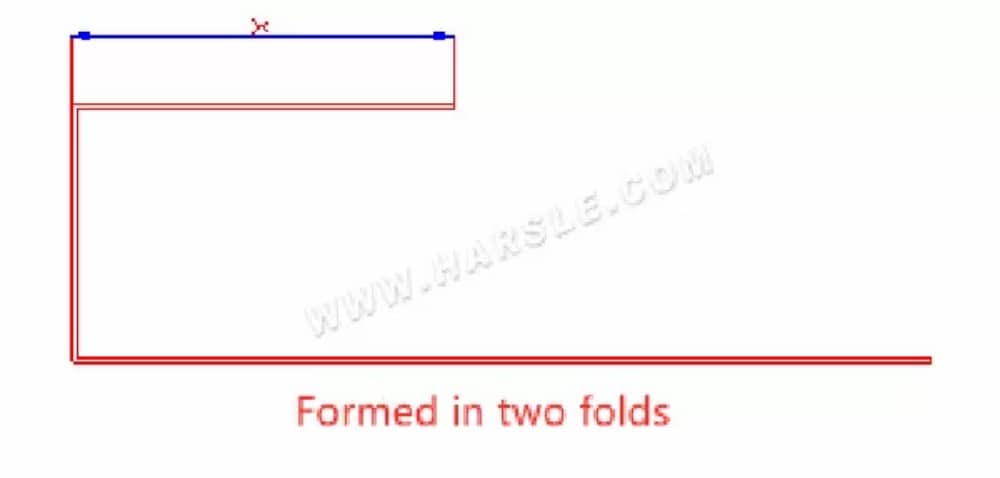
● N-fold
في عملية الطي على شكل حرف N، تُستخدم طرق معالجة مختلفة حسب الشكل. عند الثني، يجب أن يكون حجم المادة أكبر من 4 مم، ويكون حجم البعد X محدودًا بشكل القالب. إذا كان حجم المادة أقل من 4 مم، تُستخدم طرق معالجة خاصة.
1. وفقًا لسمك المادة والحجم والمادة وزاوية الانحناء لاختيار القالب.
2. مبدأ التموضع: لضمان عدم تداخل قطعة العمل مع الأداة
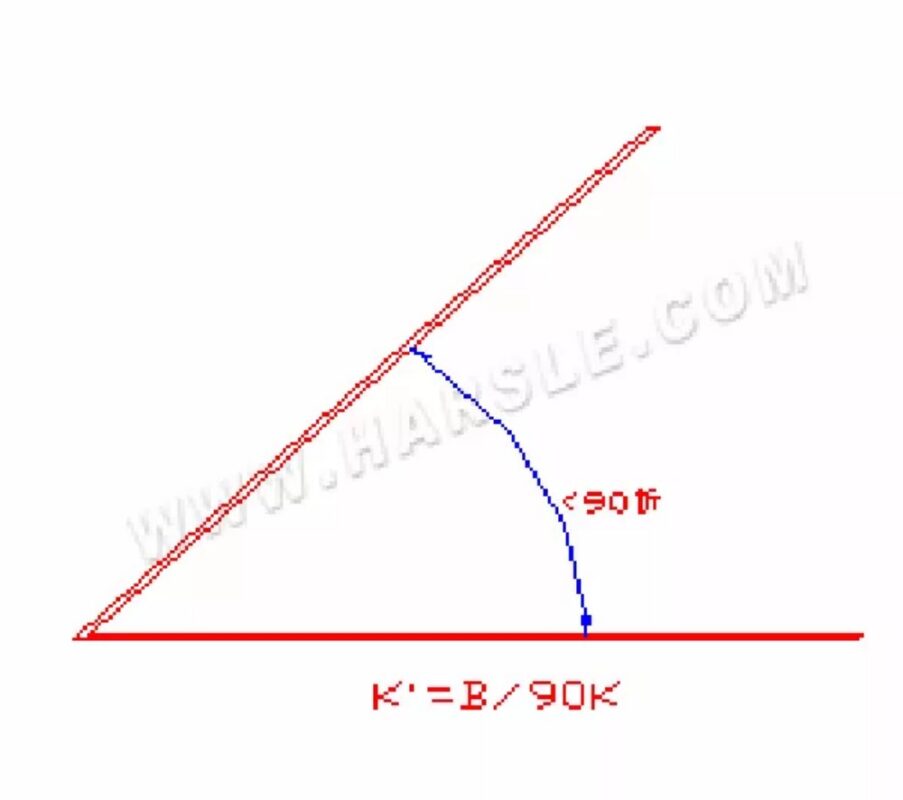
①تأكد من أن زاوية الميلان أقل قليلاً من 90 درجة.
②أفضل استخدام لمقياسي ما بعد التحديد ضد الموضع، إلا في ظروف خاصة.
3. ملاحظات.
①بعد ثني الطي على شكل حرف L، يجب ضمان الزاوية عند 90 درجة أو أقل قليلاً من 90 درجة لتسهيل معالجة وضع الميل.
②عند معالجة الطية الثانية، يلزم الاتكاء على موضع سطح المعالجة كمركز للاتكاء عليه.
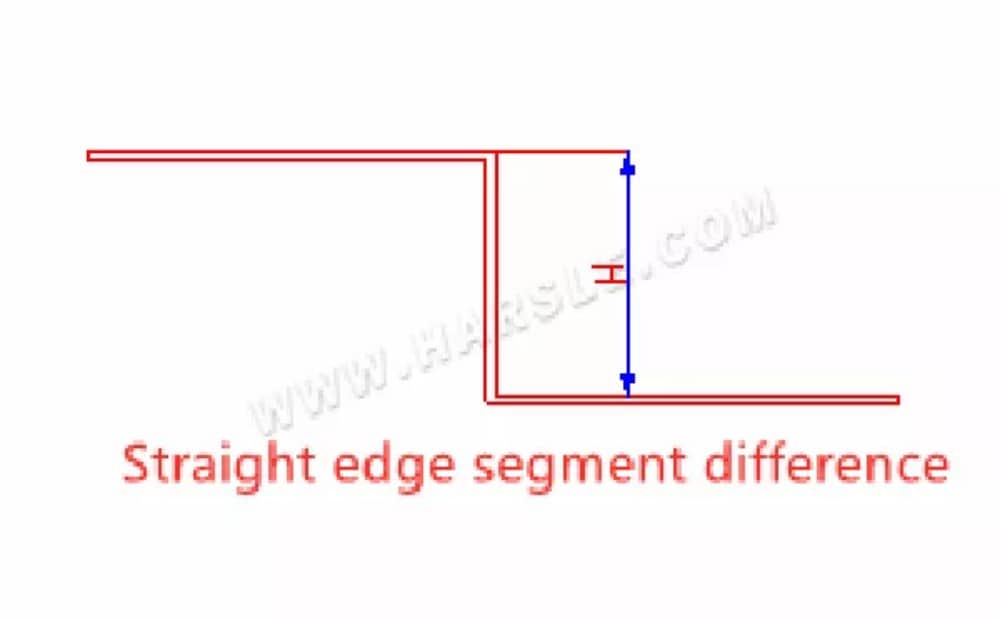
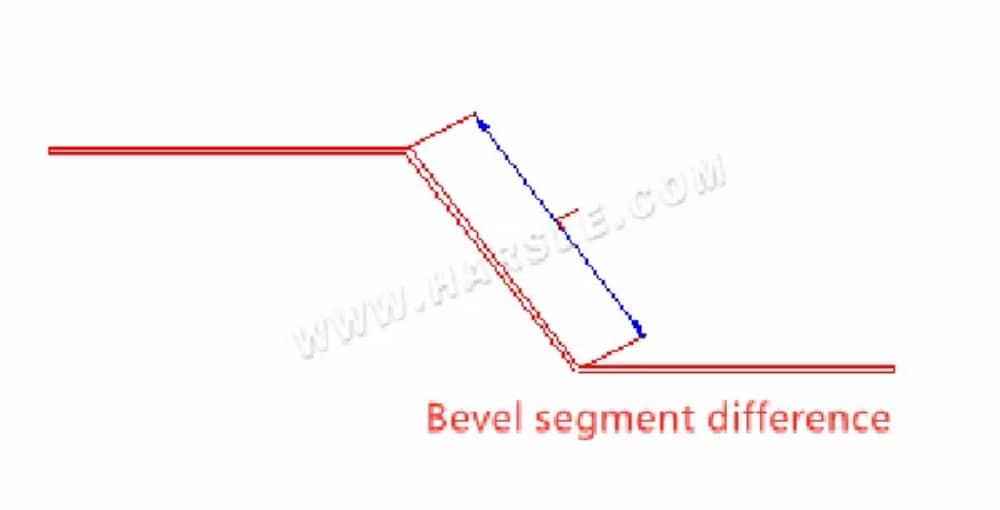
● طي على شكل حرف Z
يُطلق على طي Z أيضًا اسم فرق القطع، أي الانحناء الموجب والسالب. ويُقسم حسب الزاوية إلى فرق قطع حافة مشطوفة وفرق قطع حافة مستقيمة. يُحدد الحد الأدنى لحجم عملية الانحناء بأدوات المعالجة، بينما يُحدد الحد الأقصى لحجم المعالجة حسب شكل آلة المعالجة. بشكل عام، عندما يكون حجم مادة طي Z أقل من 3.5 طن، تُستخدم معالجة فرق القطع باستخدام قالب. عندما يكون حجم المادة أكبر من 3.5 طن، تُستخدم طريقة المعالجة العادية.
1. مبدأ الميل.
①مريحة للاتكاء عليها وتتميز بثبات جيد.
②الانحناء العام هو نفسه الطي على شكل حرف L.
③ هناك حاجة إلى الميل الثانوي لمعالجة قطعة العمل والقالب السفلي المسطح.
2. الاحتياطات.
①يجب أن تكون زاوية معالجة الطي على شكل حرف L في مكانها، وعادةً ما تكون مطلوبة عند 89.5~90 درجة.
②عند سحب مقياس ما بعد التعريف للخلف، يجب الانتباه إلى تشوه قطعة العمل.
③يجب أن يكون تسلسل المعالجة صحيحًا.
④للمعالجة الخاصة، يمكن استخدام الطرق التالية: طريقة فصل خط الوسط (المعالجة اللامركزية)، معالجة V الصغيرة (تحتاج إلى زيادة معامل الانحناء)، تشكيل القالب السهل، إصلاح القالب السفلي.
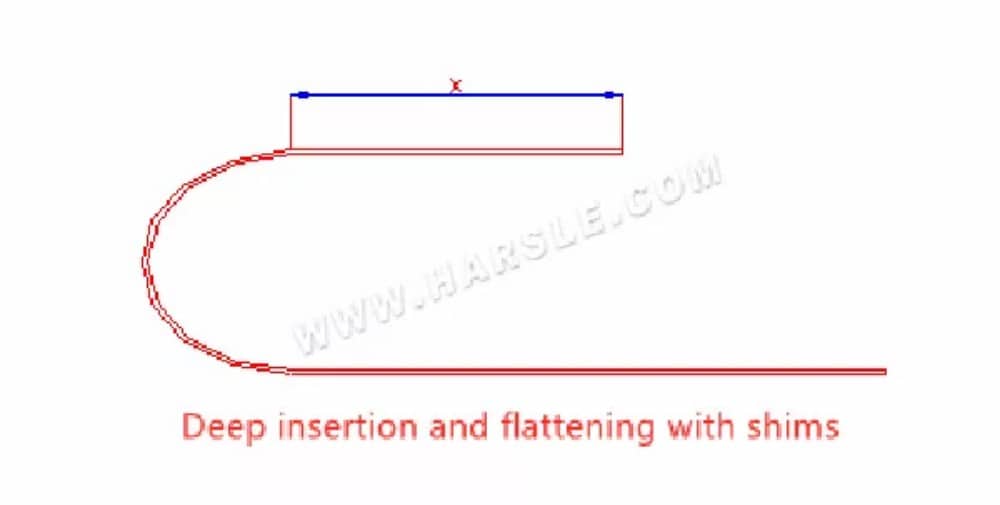
● الانحناء العكسي والتسطيح
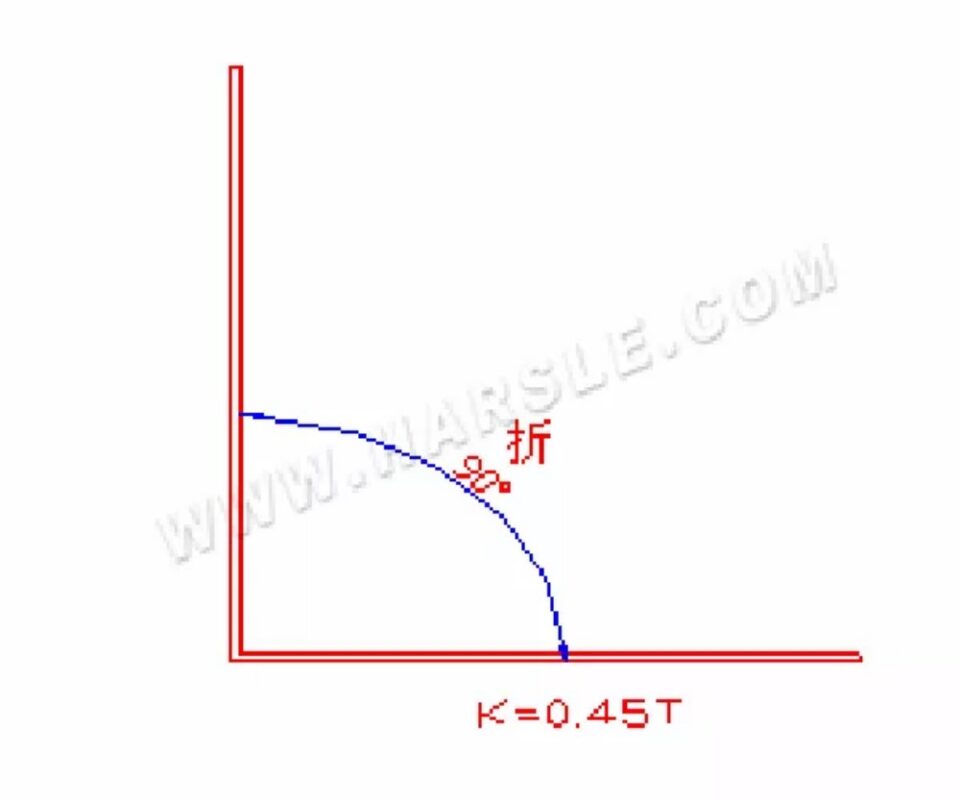
التسوية الانعكاسية، والمعروفة أيضًا بالحافة الميتة، خطوات معالجة الحافة الميتة هي: أولاً ثني عمق الإدخال إلى حوالي 35 درجة، ثم التسوية باستخدام قالب التسوية حتى التسوية والتضييق.

1. اختيار الوضع: اختر 30 درجة من عمق الإدخال وفقًا لـ 5 - 6 مرات من سمك المادة، وعرض الأخدود V للقالب السفلي، وفقًا للحالة المحددة لمعالجة الحافة الميتة لاختيار القالب العلوي.
٢. ملاحظة: عند معالجة الحافة الميتة، يجب مراعاة توازي الجانبين. عند معالجة الحافة الميتة طويلة، يُمكن طي الحافة المسطحة أولاً بعد تسوية زاوية الانحناء. أما بالنسبة للحافة الميتة الأقصر، فيمكن استخدام معالجة الوسادة.
● الضغط على الأجهزة
تُستخدم معدات ربط ذيل المكبس في آلات الطي، وعادةً ما تُستخدم القوالب المقعرة، والقوالب المساعدة، وغيرها من معدات معالجة القوالب. وتشمل هذه المعدات: صواميل المكبس، ومسامير المكبس، ومسامير المكبس، وبعض المعدات الأخرى.


1. ملاحظات.
①عندما يحتاج شكل قطعة العمل إلى تجنب المعالجة، فيجب اتخاذها لتجنب الوضع.
②بعد المعالجة لاختبار عزم الدوران، يتم الوصول إلى الدفع وفقًا للمعيار ويتم تثبيت الأجهزة وقطعة العمل بشكل مسطح ومشدود.
③ الضغط على القالب بعد الانحناء، ليتم الضغط عليه بجوار أداة الماكينة، يجب أن ننتبه إلى تجنب المعالجة والتوازي للقالب.
④إذا كان هناك توسع في جانب دياو، يجب علينا أيضًا الانتباه إلى أن جانب دياو التمدد لا يمكن أن يحتوي على شقوق ولا يمكن أن يكون جانب دياو التمدد أعلى من سطح قطعة العمل.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






