








3 tipos de flexión Conocimientos básicos

A medida que me adentro en el mundo de prensa plegadoraMe fascina explorar los fundamentos de la flexión. Comprender los tres... tipos de flexiónEl plegado por aire, el plegado inferior y el acuñado han transformado mi enfoque en la fabricación de metal. Cada método ofrece ventajas únicas, permitiendo un control preciso y flexibilidad al dar forma a la chapa metálica. Tanto si eres un profesional experimentado como si estás empezando, dominar estas técnicas puede mejorar significativamente tus habilidades y eficiencia. ¡Acompáñame a descubrir los principios esenciales de las operaciones de la prensa plegadora y a ampliar juntos nuestra experiencia en plegado!
¿Puedes recordar fácilmente la diferencia entre el doblado por aire, el doblado inferior y el acuñado? Si es así, este artículo no es para ti. Si eres nuevo en la fabricación de metales o simplemente buscas repasar los fundamentos del doblado, sigue leyendo.
El doblado por aire, el doblado inferior y el acuñado son los tres tipos de doblado más utilizados por los fabricantes de metales de precisión. Este artículo explica las definiciones básicas de cada uno y sus diferencias.
Tipos de flexión-Acuñación
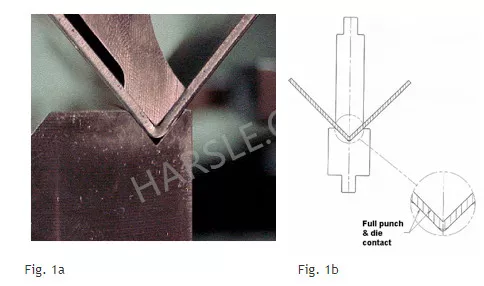
El término "acuñación" proviene de la acuñación de monedas. Para imprimir el perfil de Lincoln en un centavo, máquinas de altísimo tonelaje comprimen un disco metálico con la fuerza suficiente para que el metal se ajuste a la imagen grabada en el troquel.
Del mismo modo, el acuñado con una prensa plegadora (Fig. 1a) implica utilizar suficiente tonelaje para conformar la chapa metálica al ángulo exacto del punzón y la matriz. En el acuñado, la chapa metálica no solo se dobla, sino que se adelgaza por el impacto del punzón y la matriz, al comprimirse entre ellos a lo largo de las superficies de plegado (Fig. 1b).
La teoría detrás del acuñado es que con suficiente tonelaje, su chapa se doblará en el ángulo preciso de su herramienta, por lo que su herramienta debe coincidir exactamente con el ángulo que desea.
Tipos de flexión-Doblado inferior
En el doblado inferior o “doblado a fondo” (Fig. 2a), el punzón y la matriz se juntan de manera que el material haga contacto con la punta del punzón y las paredes laterales de la abertura en V (Fig. 2b).
Se diferencia del troquelado en que el punzón y la matriz no hacen contacto total con el metal y no se utiliza suficiente tonelaje para realmente imprimir o adelgazar el metal.
Debido a que el doblado inferior utiliza menos tonelaje que el acuñado, el material no se ajusta completamente al ángulo de doblado del herramental. De hecho, con el doblado inferior, el metal experimenta lo que se conoce como "recuperación elástica", que ocurre cuando se relaja a un ángulo más amplio después de doblarse. Por lo tanto, con el doblado inferior, para obtener un ángulo determinado, se necesitan herramentales con un ángulo ligeramente más agudo para compensar la recuperación elástica que se produce naturalmente al soltar la chapa. Por ejemplo, es posible que necesite que el punzón y la matriz estén a 88° para lograr una forma terminada de 90°. Los diferentes materiales y espesores resultan en diferentes niveles de recuperación elástica.

Tipos de flexión-Control de aire
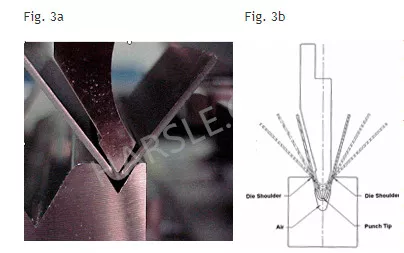
En el plegado por aire (véase la Fig. 3a), el contacto entre el herramental y el metal es mínimo en comparación con el plegado por abajo. El material toca el herramental solo en tres puntos específicos: la punta del punzón y ambos hombros de la matriz (Fig. 3b). Como resultado, el ángulo real del herramental tiene una influencia mínima en el ángulo de plegado final. En cambio, el ángulo de plegado se determina principalmente por la profundidad a la que el punzón desciende en la matriz; una mayor profundidad del punzón crea un ángulo más agudo. Por lo tanto, al ajustar la profundidad de la carrera, los operarios pueden lograr múltiples ángulos de plegado con un solo juego de herramientas, limitado únicamente por los ángulos del punzón y la matriz.
Dado que el tonelaje no produce la curvatura en el doblado por aire, no se necesita tanto como en el acuñado. Y al igual que con el doblado por abajo, se espera cierta recuperación elástica en el doblado por aire, por lo que probablemente se necesite doblar a un ángulo ligeramente más agudo para obtener la curvatura final deseada.
Conclusión
Comprender las diferencias entre el acuñado, el doblado inferior y el doblado por aire es fundamental para seleccionar la mejor técnica de doblado para su proyecto. Cada método ofrece ventajas únicas según las necesidades de precisión, el tipo de material, el volumen de producción y el tonelaje disponible. Dominar estos fundamentos del doblado le ayudará a mejorar la eficiencia, reducir el desperdicio de material y obtener resultados de doblado de alta calidad en cada operación.











