








Los 4 pilares de los límites de tonelaje de la prensa plegadora
Como profesional de la industria metalmecánica, he llegado a comprender la importancia de los 4 pilares de tonelaje de la prensa plegadora límites. Estos pilares son esenciales para garantizar operaciones de plegado seguras y eficientes, a la vez que maximizan las capacidades de su prensa plegadora. En este artículo, compartiré información sobre estos cuatro factores críticos que influyen en los límites de tonelaje, incluyendo el tipo de material, el espesor, el radio de curvatura y el diseño de la matriz. Al comprender estos conceptos, podrá optimizar sus procesos de plegado, reducir el desperdicio de material y lograr resultados óptimos en sus proyectos de fabricación. ¡Exploremos estos pilares juntos!
Siga estos cuatro pasos y nunca tendrá que lidiar con una prensa plegadora dañada
P: He leído muchas discusiones sobre tonelajes de conformado, pero aún no me convencen. He oído hablar de numerosas variables: carga de la herramienta, tonelaje por pie, tonelaje por pulgada, límites de la línea central e incluso tonelaje de hundimiento. ¿Cuál es el correcto? ¿Debería usar más de uno de estos valores?
R: Como en muchos aspectos del sector de la chapa metálica, los términos y su aplicación pueden ser confusos, y lo peor es que no entender cómo se calcula y aplica el tonelaje puede tener consecuencias desastrosas. Muchos otros y yo hemos escrito artículos sobre el tonelaje y sus múltiples aspectos. Sin embargo, no he encontrado ninguno que integre todos esos aspectos, lo que, en definitiva, habría respondido a su pregunta. Aquí están todas esas variables, en orden de progresión, en un solo lugar.
Sin embargo, tenga en cuenta que algunas fórmulas mencionadas aquí requieren conocimientos específicos sobre los materiales utilizados en la fabricación de la prensa plegadora y sus herramientas, por lo que no debe considerar las cifras calculadas como valores absolutos. Úselas como pautas razonables. Para garantizar que opera su equipo de forma segura dentro de los límites de tonelaje, consulte con el fabricante de su prensa plegadora y sus herramientas.
1. Calcule los límites de tonelaje de la prensa plegadora que requiere el trabajo
Me gusta llamar a esto "¿Qué se necesita para hacer lo que planeo?". Los cálculos de tonelaje de conformado de prensas plegadoras son relativamente fáciles. La clave está en saber dónde, cuándo y cómo aplicarlos. Comencemos con el cálculo de tonelaje, que se basa en el punto donde se rompe el límite elástico del material y comienza el doblado real. La fórmula se basa en acero AISI 1035 laminado en frío con una resistencia a la tracción de 60,000 PSI. Ese es nuestro material de referencia. La fórmula básica es la siguiente:
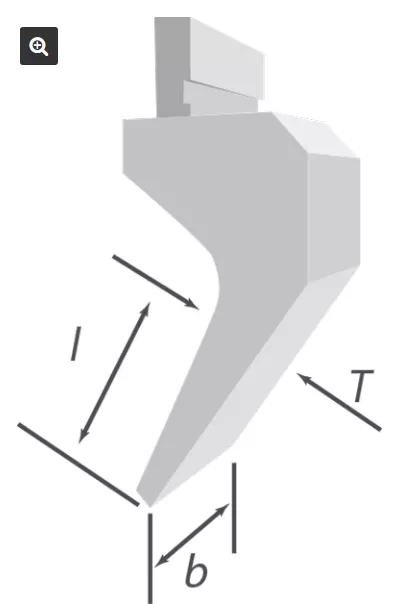
Para calcular los límites de carga de la herramienta para herramientas rectificadas planas estadounidenses, sin información de clasificación de la herramienta de fábrica, debe conocer la distancia desde la punta de la herramienta hasta el punto tangente entre el cuello y el radio interior (l), el ancho del cuello en ese mismo punto (T) y la longitud de la herramienta (b).
tonelaje para curvado por aire AISI 1035 =
{[575 × (Espesor del material2)] /
Ancho de apertura de la matriz /12} x Longitud de curvatura
El valor de 575 es una constante; el ancho de la abertura de la matriz, el espesor del material y la longitud del pliegue se expresan en pulgadas. Siguiendo el orden matemático de las operaciones, primero se eleva al cuadrado el valor del espesor del material, luego se multiplica ese valor por 575. Después, se divide ese valor por el ancho de la matriz en pulgadas y se divide nuevamente por 12 (pulgadas). Ahora se conoce el tonelaje por pulgada necesario para conformar la pieza. Después, se multiplica por la longitud del pliegue, es decir, la cantidad de pulgadas de interfaz entre el herramental y el material.
Esto se basa en el supuesto de que se está doblando con aire el material base, AISI 1035, acero laminado en frío con resistencia a la tracción de 60 000 PSI. Para otros tipos de materiales, se debe incluir un factor de material en la fórmula. Para determinarlo, se divide el valor de tensión del material entre 60 000 PSI, la tensión del material base. Si el acero inoxidable 304 que se está doblando tiene una resistencia a la tensión de 84 000 PSI, se divide entre 60 000 para obtener un factor de material de 1,4. Otros factores de material comunes son:
●Aluminio T-6: 1,0 – 1,2
●AISI 1053: 1.0
●Aluminio serie H: 0,5
●Laminado en caliente, decapado y aceitado: 1.0
Esta es solo una lista corta. Para obtener el factor de material, compare el valor de tracción del material que desea moldear con el valor de tracción de 60 000 del material base. Si el valor de tracción del nuevo material es de 120 000, el factor de material es 2.
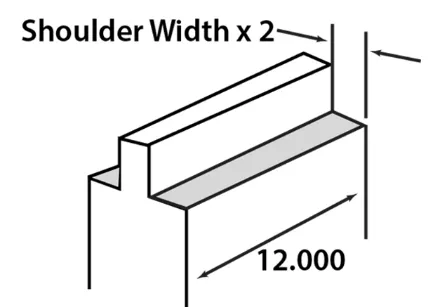
El área de la herramienta (es decir, donde el punzón y la matriz entran en contacto) se calcula midiendo el ancho del hombro y multiplicándolo por 2. Luego, multiplica ese número por 12.
Todo esto supone que se dobla con aire. Tenga en cuenta que, en este método, el tonelaje se puede reducir o aumentar reduciendo o ampliando el ancho de la abertura de la matriz. Recuerde también que, al doblar con aire, el ancho de la abertura de la matriz afecta directamente el radio de plegado interior. Esto significa que debe calcular la deducción de plegado basándose en el radio interior flotante creado en el ancho de matriz que seleccione.
Sin embargo, si se dobla con otro método de conformado, el tonelaje requerido variará y deberá incluir un factor de método en la fórmula. Si se dobla por abajo, podría necesitar cinco veces más tonelaje, y para el acuñado, podría ser diez veces o incluso más. (Nota: El doblado por abajo consiste en conformar a una profundidad dentro del 20 % del espesor del material, mientras que el acuñado se produce cuando el conformado se realiza a un espesor inferior).
Otra variable que no se suele mencionar es el factor de las herramientas de plegado múltiple al utilizar herramientas especiales que realizan múltiples pliegues simultáneamente, como las herramientas descentradas, las herramientas de sombrero y las operaciones de engrapado. Por ejemplo, el uso de herramientas de plegado descentradas o de sombrero puede quintuplicar el tonelaje necesario; una herramienta de engrapado puede cuadriplicarlo; y si se utiliza una herramienta descentrada en material grueso, los requisitos de tonelaje pueden multiplicarse por diez.
Para resumir y repasar, aquí se presenta la fórmula completa para calcular el tonelaje de conformado requerido para un trabajo, considerando el material, el método de conformado, la longitud de plegado y los factores de las herramientas de plegado múltiple. El espesor del material, el ancho de la abertura de la matriz y la longitud de plegado se expresan en pulgadas.
Tonelaje de formación = {[575 x (Espesor del material al cuadrado)] / Ancho de la abertura de la matriz / 12} × Longitud de curvatura × Factor de material × Factor de método × Factor de herramientas de curvatura múltiple
Factor material = Resistencia a la tracción del material en PSI/60 000
Factor de método = 5,0+ para flexión inferior;
10.0+ para acuñar; 1.0 para doblar con aire
Factor de herramientas de curvatura múltiple = 5,0 para flexión desplazada;
10 para doblado desplazado en material grueso;
5.0 para doblar con una herramienta de sombrero;
4.0 para doblar con herramienta de dobladillado;
1.0 para herramientas convencionales
El doblado por aire de AISI 1035 a 60,000 PSI con herramientas convencionales arrojaría un valor de 1.0 para todos los factores (factor de material, factor de método y factor de herramientas de plegado múltiple), por lo que no afectarán sus requisitos de tonelaje. Sin embargo, si dobla otro material con un valor de tensión diferente, utilizando un método de doblado distinto e incluso herramientas especiales, sus requisitos de tonelaje serán drásticamente diferentes.
2. Identifique los límites de carga de sus herramientas
Si tiene suerte, estará utilizando herramientas de prensa plegadora rectificadas con precisión, que vienen de fábrica. El tonelaje nominal para esa herramienta específica está impreso en la herramienta o en el catálogo.
Si utiliza herramientas de estilo cepillado americano, esta información no se le proporciona. Nunca se ha proporcionado y probablemente nunca se proporcionará. Para predecir la resistencia máxima de la herramienta o la resistencia a la presión, sus cálculos serán bastante complejos. Las fórmulas utilizan el tipo de material de la herramienta, los tratamientos térmicos y la dureza, así como un coeficiente de límite elástico; de nuevo, todo bastante complejo, por lo que lo evitaremos aquí y, en su lugar, explicaremos cómo obtener una estimación rápida de la capacidad de un punzón para soportar carga.
Para realizar estos cálculos, necesita conocer la distancia desde la punta de la herramienta hasta el punto de tangencia entre el cuello y el radio interior (l), el ancho del cuello en ese mismo punto (T) y la longitud de la herramienta (b), como se muestra en la Figura 1. Tenga en cuenta que los valores de l, T y b están en milímetros. También deberá incorporar un coeficiente de seguridad (δ) de 19,98. (Si tiene curiosidad, este coeficiente se obtiene multiplicando 60 kg/mm² por el 33 %). Z y P¹ en las fórmulas siguientes son factores de cálculo utilizados para obtener el límite de carga de una herramienta.
P = Resistencia del punzón a la presión, en toneladas por metro cuadrado
l = Distancia desde la punta de la herramienta hasta el punto tangente
entre el cuello y el radio interior de la herramienta, en milímetros
T = Ancho del cuello de la herramienta en el punto tangente, en milímetros
δ = 19,98
b = Longitud de la herramienta en milímetros
Fórmulas:
Z = (b × T2)/6
P1 = (δ × Z) / l
P = √ (2 × P1)
Toneladas por pulgada = P/39.37
Toneladas por pie = Toneladas por pulgada × 12
Suponiendo que trabaja en el centro de la prensa plegadora, se producirá deflexión, es decir, flexión de la bancada y el carnero. El límite de diseño promedio para la deflexión de la bancada y el carnero es de 0,0015 pulgadas por pie entre los marcos laterales.
Si l es 38,1 mm, T es 15,87 mm y b es 1000 mm, deberá realizar los cálculos de la siguiente manera:
Z = (b × T2)/6
Z = (1.000 × 15,872)/6 = 41.976
P11 = (δ × Z) / l
P1 = 19,98 × 41.976 / 38,1 = 22.012
P = √ (2 × P1)
P = √(2 × 22,012) = 209 toneladas por metro
Toneladas por pulgada = P/39.37
Toneladas por pulgada = 209/39,37 = 5,308
Toneladas por pie = Toneladas por pulgada × 12
Toneladas por pie = 5,308 × 12 = 63,696 toneladas por pie
La carga segura total de la herramienta descrita en este ejemplo es de 63,696 toneladas por pie. Tenga en cuenta que este cálculo se basa en el límite inferior, siendo la seguridad la principal preocupación. En cualquier caso, tenga en cuenta que esto es solo una estimación del tonelaje de carga.
Tenga en cuenta también que las herramientas de cepillado americanas son relativamente blandas, entre 30 y 40 Rockwell C, y las nuevas herramientas rectificadas con precisión rondan los 70 HRC. Si se excede el límite de carga de una herramienta cepillada, se doblará, hará un golpe y una pieza caerá al suelo; si se sobrecarga una herramienta rectificada con precisión, se proyectará metralla.
3. Calcular el límite de tonelaje de hundimiento
El límite de tonelaje de hundimiento se refiere al volumen necesario para incrustar físicamente el herramental en la bancada o el ariete de la prensa plegadora. Esto considera el flujo de potencia a través del herramental y el tonelaje máximo por pie o pulgada de carga. Para comenzar, necesitamos conocer la cantidad de pulgadas cuadradas que se encuentran en contacto entre el herramental (tanto el punzón como la matriz). Esta es el área de contacto, como se muestra en la Figura 2.
Para calcular el área de apoyo, mida el ancho del hombro tanto del punzón como de la matriz. Dado que cada herramienta tiene dos hombros, duplique la medida del hombro. Finalmente, para obtener el área total en pulgadas cuadradas, multiplique este resultado por 12. Para el tonelaje total, multiplique este resultado por 15, un número que representa las toneladas por pie cuadrado que el material del ariete puede soportar antes de que comience la deformación. Luego, multiplique este resultado por un factor de seguridad de 0,80, lo que reduce el límite de tonelaje en un 20 %. En resumen:
Superficie del terreno = (Ancho del hombro × 2) × 12
Toneladas totales = Superficie terrestre × 15
Límite de tonelaje de hundimiento = Toneladas totales × 0,80
A modo de ejemplo, si sus herramientas tienen un ancho de hombro de 0,350 pulgadas:
Superficie del terreno = (0,350 × 2) × 12
Área de terreno = 8,4 pulgadas cuadradas de interfaz
Toneladas totales = 8,4 × 15 = 126
Límite de tonelaje de hundimiento = 126 × factor de seguridad 0,80
Límite de tonelaje de hundimiento = 100,8 toneladas por pie.
¿El tonelaje es demasiado alto? ¡Considere usar hombros más grandes! Una mayor superficie de apoyo en sus herramientas puede soportar mayor presión.
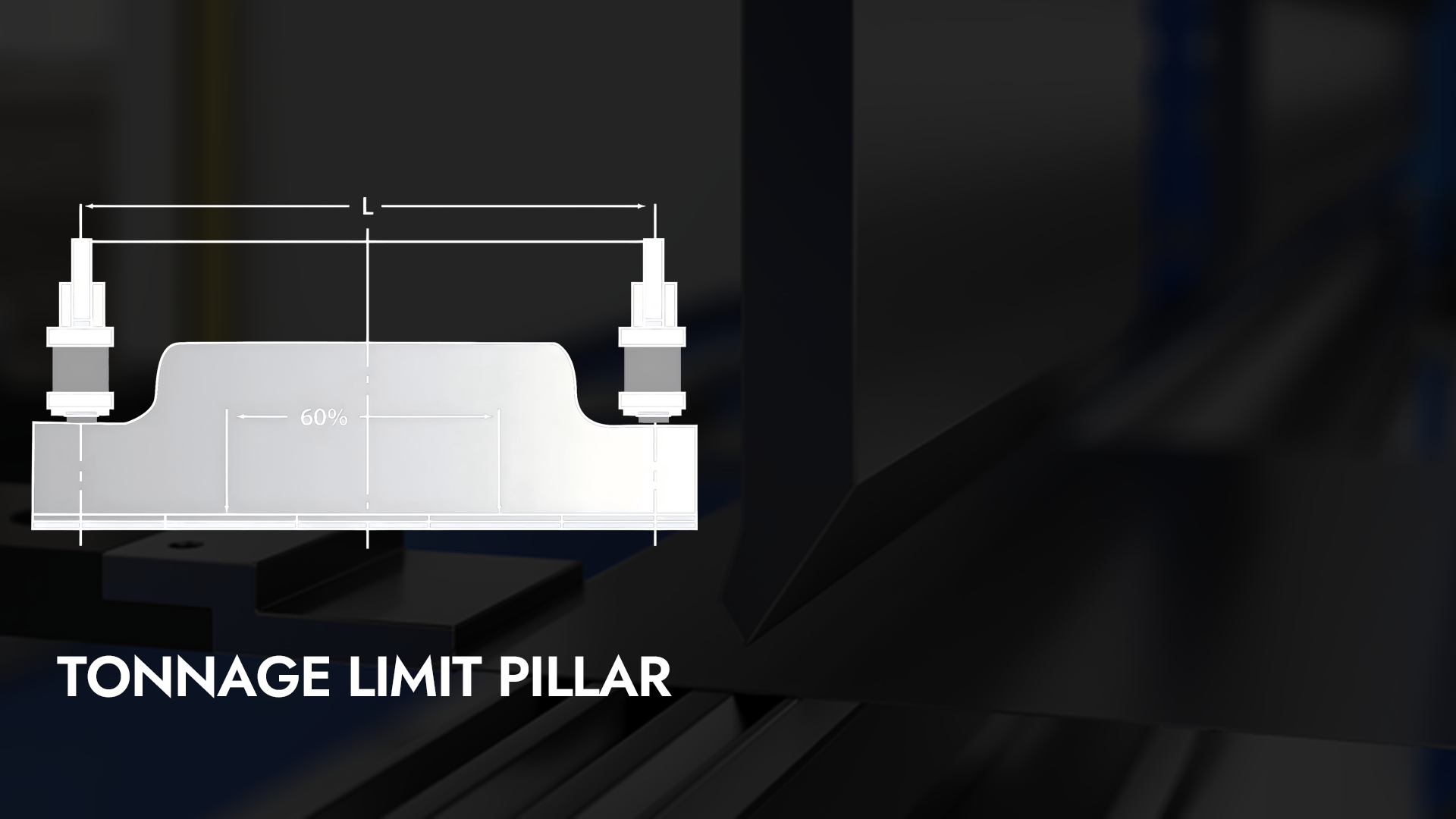
4. Calcule el límite de carga de la línea central de la prensa plegadora
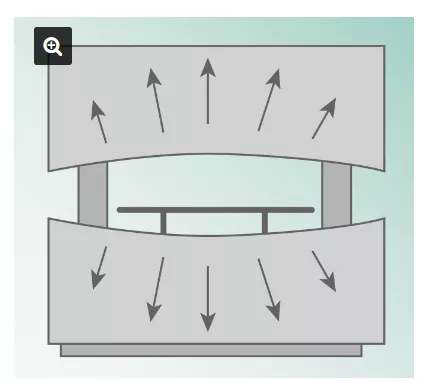
Todas las prensas plegadoras están diseñadas para trabajar con carga central, es decir, en el centro de la prensa. Esto no significa que no se pueda trabajar descentrado. Algunas máquinas pueden trabajar descentrado y otras no. Sin embargo, si se trabaja en el centro de la prensa plegadora, se producirá deflexión, o flexión de la bancada y el carnero, como se muestra en la Figura 3. (Si se puede trabajar descentrado, especialmente con el flujo de potencia, donde no hay deflexión en el carnero, la incrustación de las herramientas puede ser un problema; véase el punto 3).
Todo prensas plegadoras La deflexión bajo una carga normal se basa en el grosor y la altura del carnero y la bancada de la prensa plegadora. La deflexión normal es la magnitud a la que el carnero y la bancada pueden someterse sin que se deformen al retirar la carga.
El límite de diseño promedio para la deflexión de la bancada y el pistón entre los marcos laterales es de 0,0015 pulgadas por pie. Por lo tanto, una prensa plegadora con 10 pies de separación entre los marcos laterales tiene un límite de deflexión admisible de la bancada y el pistón de 0,015 pulgadas (10 pies × 0,0015 pulgadas por pie = 0,015 pulgadas) en el centro. Tenga en cuenta que esta deflexión de 0,0015 pulgadas representa la elevación máxima en el centro utilizando el dispositivo de compensación o coronación promedio.
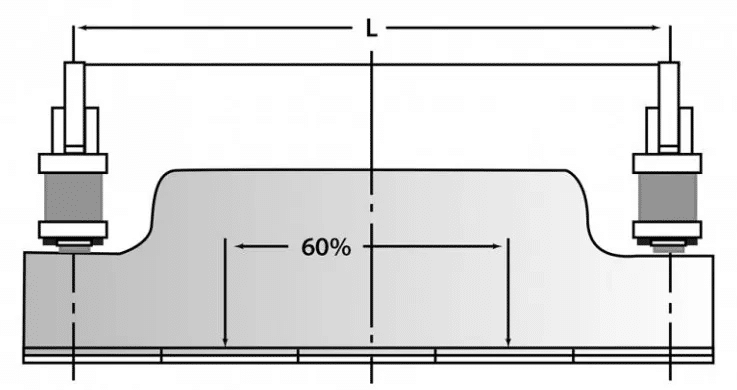
La mayoría de las prensas plegadoras están diseñadas para tener una deflexión máxima permitida en el cabezal y la bancada cuando se aplica una carga de tonelaje completo sobre el 60 por ciento de la distancia entre los bastidores laterales.
Sin embargo, cuando la carga desvía el carnero y la bancada más allá del límite de diseño, ambos adquieren una nueva forma fija y nunca vuelven a su estado original. Esto se denomina recalcado del carnero, donde el carnero de la prensa plegadora se desvía permanentemente en el plano vertical, dejando una distancia mayor entre el carnero y la bancada en el centro de la máquina que en los extremos.
Con excepción de las máquinas muy pequeñas, las prensas plegadoras están diseñadas para tener una deflexión máxima admisible en la bancada y el pistón cuando se aplica una carga de tonelaje completo sobre el 60 % de la distancia entre los marcos laterales (véase la Figura 4). Por lo tanto, una prensa plegadora de 100 toneladas con una separación de 3 metros entre los marcos laterales se deformará hasta el límite de diseño cuando las 100 toneladas se apliquen sobre 1,8 metros, divididas en la línea central del pistón y la bancada, sin causar daños a la prensa. Sin embargo, si esas mismas 100 toneladas se distribuyeran sobre un área inferior a 1,8 metros (72 pulgadas), la máquina superaría sus límites de deflexión de diseño y dañaría permanentemente la bancada y el pistón.
Siguiendo nuestro ejemplo de la prensa plegadora de 10 pies y 100 toneladas, divida 100 toneladas entre 72 pulgadas (es decir, el 60 % de la longitud de la bancada) y obtendrá el tonelaje máximo por pulgada que puede alcanzar sin exceder el límite de carga en la línea central. En resumen:
Límite de carga de la línea central = Capacidad nominal de tonelaje de la máquina /
(Distancia entre los marcos laterales en pulgadas × 0,60)
Límite de carga de la línea central = 100/(120 × 0,60) =
1,3888 toneladas por pulgada, o 16,66 toneladas por pie
Nunca exceda el límite de carga central. Para asegurarse de no sobrepasar el límite de deflexión, contacte al fabricante de su prensa plegadora y pregunte cuál es el límite de carga central para la marca y el modelo específicos de su máquina.
Conclusión
Siga estos cuatro pasos en orden y asegúrese de no exceder ninguno de estos límites. Sin duda, hay otros factores de tonelaje a considerar, como la carga descentrada, el balanceo de la carga y el uso de herramientas de uretano, por nombrar algunos. Pero si revisa y aplica estos cuatro pasos, mantendrá sus cargas dentro de los límites adecuados y nunca tendrá que lidiar con una prensa plegadora dañada o, peor aún, con la metralla proyectada por una herramienta que explote.
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)







