








7 soluciones importantes para los problemas de flexión

En mi experiencia con la fabricación de metales, me he encontrado con varios problemas de flexión que pueden obstaculizar la productividad y la calidad. A lo largo de los años, he identificado siete soluciones principales para flexión Problemas que pueden ayudar a optimizar el proceso y mejorar los resultados. Comprender estas soluciones me ha permitido resolver problemas eficazmente y mejorar el rendimiento de las operaciones de plegado. En este artículo, compartiré estas siete soluciones principales para problemas de plegado, proporcionando información que puede ayudar tanto a principiantes como a profesionales experimentados a superar desafíos y lograr plegados precisos en sus proyectos.
1. En ambos lados de la esquina de la chapa después flexiónEl material metálico sobresaldrá debido a la extrusión. El ancho es mayor que el tamaño original y el tamaño de la protuberancia está relacionado con el grosor del material utilizado. Cuanto más grueso sea el material, mayor será el punto de protuberancia. Para evitar este fenómeno, se puede trazar previamente un semicírculo a ambos lados de la línea de doblado. El diámetro del semicírculo debe ser preferiblemente 1,5 veces mayor que el grosor del material. Cuando el material del borde se va a doblar, se utiliza el mismo método.
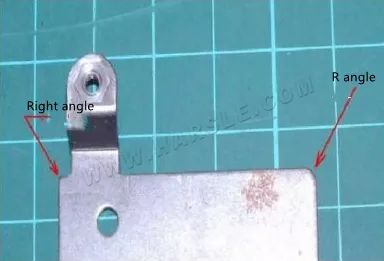
2. Al doblar la chapa, el ángulo R interior debe ser preferiblemente mayor o igual a la mitad del espesor del material. Si no se realiza el ángulo R, tras varios punzonados, el ángulo recto desaparecerá gradualmente y el ángulo R se formará de forma natural. Posteriormente, la longitud del ángulo R en uno o ambos lados será ligeramente mayor.

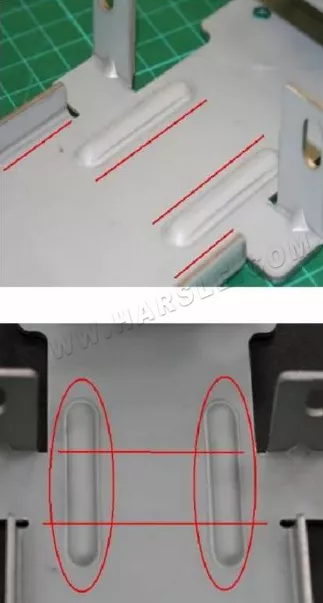
3. La chapa metálica se deforma fácilmente bajo presión tras el doblado. Para evitar la deformación, se pueden añadir nervaduras de refuerzo con un ángulo de 45 grados en la posición de doblado, lo que aumenta la resistencia gracias al principio de no interferir con otras piezas.

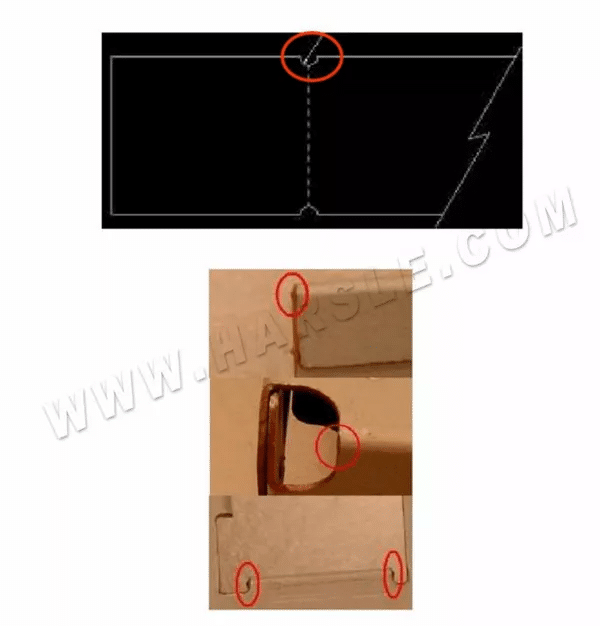
4. Generalmente, las piezas de chapa metálica no mantienen su rectitud fácilmente cuando son largas y estrechas, y son más propensas a deformarse tras la tensión. Por lo tanto, doblamos un borde en forma de L o dos bordes en forma redonda para mantener su resistencia y rectitud. Sin embargo, a menudo las formas en L y redondas no se pueden conectar de principio a fin. ¿Qué debemos hacer cuando se interrumpen debido a algún factor? El número adecuado de nervaduras aumenta su resistencia.
5. Es recomendable tener un orificio estrecho en la transición entre la superficie plana y la superficie de doblado, o retraer el borde de la abertura después del doblado. De lo contrario, se producirán rebabas. El ancho del orificio estrecho debe ser preferiblemente mayor que 1,5 veces el grosor de la carne. Al dibujar, no olvide marcar el ángulo R. Los moldes macho y hembra de los moldes de ángulo recto o agudo son fáciles de agrietar. En el futuro, la suspensión y el rectificado generarán pérdidas adicionales.

6. Si no existe un requisito especial para que la esquina de la chapa metálica forme un ángulo de 90 grados, asegúrese de considerarlo un ángulo R adecuado. Dado que un ángulo recto en el borde de la chapa metálica puede provocar puntas afiladas y cortar el personal, en el caso del molde hembra, la punta en ángulo recto es propensa a agrietarse debido a la concentración de tensiones. El molde macho es propenso a agrietarse en la punta, por lo que debe repararse y retrasar la producción en masa. Incluso si no se agrieta, formará un ángulo R debido al desgaste con el tiempo, lo que provocará rebabas y defectos en el producto.
7. Dobladillo
Se puede dividir en descuento unilateral y descuento bilateral. Si se requiere precisión, es mejor usar el descuento bilateral, que ofrece mayor precisión.
La altura del borde doblado debe ser preferiblemente mayor a 3 mm. (T: 1,0 ~ 1,2 mm) De lo contrario, el tamaño será inestable debido a un tamaño de sujeción demasiado pequeño.

Al doblar el borde, las partes de la pared lateral o las protuberancias internas no deben estar demasiado cerca de la superficie inferior, preferiblemente a más de 10 mm. De lo contrario, las esquinas debajo de las protuberancias serán más grandes que los ángulos R en los lados izquierdo y derecho sin una matriz macho. El ángulo R no es continuo, lo que afecta la apariencia. La solución puede ser perforar una hendidura de una longitud adecuada en la línea de pliegue antes de doblar, lo que mejorará su apariencia.

Al doblar el borde, la abertura en la pared lateral no debe estar demasiado cerca de la superficie inferior, preferiblemente a más de 3 mm, ya que de lo contrario se deformará al doblarse. Una solución puede ser perforar un orificio largo con una longitud igual a la abertura y 1,5 veces el grosor del material en la línea de plegado antes de doblar. Esto permite cortar la parte afectada sin afectar la apariencia de la abertura.

Los problemas de flexión plantean desafíos importantes en diversas industrias, lo que afecta el rendimiento y la longevidad de las estructuras y los componentes. Al implementar... 7 soluciones importantes para los problemas de flexión—incluyendo una cuidadosa selección de materiales, la optimización del diseño, técnicas de refuerzo, sistemas de soporte adecuados, procesos de fabricación avanzados, mantenimiento regular y el uso del análisis de elementos finitos— los ingenieros y diseñadores pueden mitigar eficazmente estos problemas. Adoptar estas estrategias no solo garantiza la integridad estructural, sino que también mejora la eficiencia y la seguridad generales, allanando el camino para aplicaciones más resilientes y fiables.











