








6 consejos para elegir la máquina dobladora adecuada

Cuando se trata de invertir en una máquina dobladoraEntiendo lo crucial que es elegir el adecuado para mis necesidades. En este artículo, "6 consejos para elegir el adecuado" Máquina dobladoraCompartiré mis ideas sobre los factores a considerar, desde las especificaciones de la máquina hasta su funcionalidad. Ya sea que trabaje con diferentes materiales o espesores, estos consejos me ayudarán a tomar una decisión informada, mejorando así la eficiencia y la calidad de mi producción. Acompáñenme a profundizar en los aspectos esenciales para seleccionar la dobladora perfecta para mis proyectos.
Introducción
Máquina dobladora Es una máquina para doblar chapa metálica, muy común en la producción industrial. Con el desarrollo y crecimiento gradual de la industria moderna, la demanda de máquinas dobladoras ha aumentado gradualmente. Sin embargo, con el aumento de la demanda, han surgido máquinas dobladoras de calidad variable, cuya calidad también determina si el proceso de producción futuro será fluido o frustrante.
¿Cómo seleccionar correctamente plegadoras de calidad? Lo mejor es empezar por considerar cuidadosamente qué modelo comprar en función del uso final de la máquina, las variables de deflexión conocidas que pueden ocurrir y el radio de curvatura de la pieza. Al elegir una plegadora, usted, como responsable de la toma de decisiones, también necesita conocer en detalle su rendimiento, rango de procesamiento, características y precisión, etc. El proceso de selección no es trivial, ya que una mala elección puede aumentar los costos de producción posteriores y la plegadora no recuperará los costos esperados. Por ello, Haas CNC ha organizado la siguiente información para ayudarle a comprar la plegadora que mejor se adapte a sus necesidades.

Pieza de trabajo – tipo de especificación
Lo primero importante a considerar son las piezas que desea producir, para estimar completamente el tamaño estándar de las piezas que desea producir, la forma de la estructura, etc. para hacer una contabilidad completa, el punto es comprar una máquina que pueda completar la tarea de procesamiento con la mesa más corta y el tonelaje más pequeño, a fin de lograr el propósito de ser práctico y económico.
Considere cuidadosamente la chapa metálica, así como el espesor y la longitud máximos de procesamiento. Si el material principal de producción es acero dulce, su espesor es inferior a 3 mm y la longitud máxima no supera los 2500 mm, la fuerza de plegado libre no necesita superar las 80 toneladas. Sin embargo, si se requiere un gran volumen de plegado inferior, quizás debería considerar comprar una dobladora de aproximadamente 150 toneladas.
Si la placa a doblar en producción es de acero dulce, con un espesor máximo de 6 mm y una longitud de 2500 mm dentro del margen de flexión libre, se recomienda comprar una dobladora de 100 toneladas o más. Si se requiere corregir el doblado, se recomienda una dobladora de mayor tonelaje.
Si la mayor parte de la pieza se dobla a 1250 mm o menos, considere que el tonelaje de la máquina dobladora se reduce a casi la mitad, lo que puede reducir considerablemente el costo de adquisición. Por lo tanto, la longitud de la pieza procesada es fundamental para determinar las especificaciones del modelo.

Deflexión – sistema de coronación
Durante el proceso de doblado de la máquina, especialmente al doblar piezas largas, se produce deflexión. Cuanto más larga sea la pieza, mayor será la deflexión. Bajo la misma carga, la deflexión de la mesa y el carro de un modelo de 2500 mm es cuatro veces mayor que la de un modelo de 1250 mm.

Esto significa que las máquinas más cortas requieren menos ajustes de calzas para producir piezas de calidad, lo que reduce el plazo de entrega. Sin embargo, la mayoría de las dobladoras hidráulicas CNC actuales se han diseñado para producción con una función de compensación hidráulica de la deflexión, lo que reduce la necesidad de que los operarios ajusten la máquina y mejora la precisión y la productividad del doblado. Esta función de compensación hidráulica de la deflexión está controlada por el sistema CNC: el aceite hidráulico, a través de la válvula de servicio magnética, llega al cilindro de compensación para elevar la mesa. La fuerza de compensación de la deflexión aumenta con la fuerza de doblado, contribuyendo así a la compensación de la deflexión.

Material – fuerza de flexión
El material de la placa de procesamiento también es un factor clave. En comparación con el acero dulce, el acero inoxidable suele requerir una carga aproximadamente 50% mayor, mientras que la mayoría de los materiales requieren una carga aproximadamente 50% menor que la del aluminio blando. Los parámetros de presión de flexión estándar pertinentes pueden obtenerse del fabricante de la máquina dobladora. La tabla muestra la fuerza de flexión necesaria por cada 1000 mm de longitud con diferentes espesores y placas.

Radio de curvatura – especificaciones de tonelaje
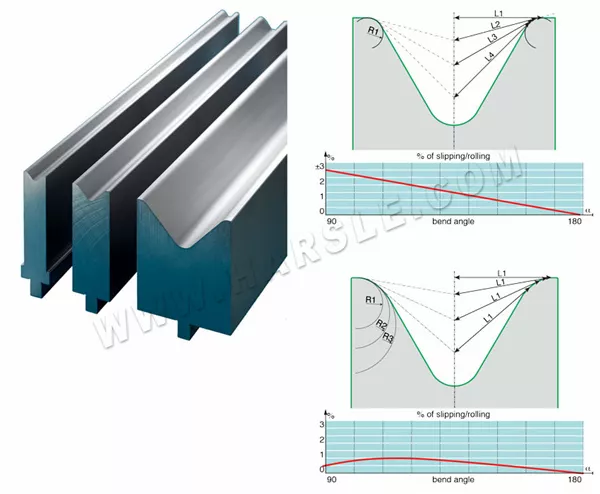
El radio de curvatura de la pieza también es un factor a considerar durante el doblado. Al usar el doblado libre, el radio de curvatura es 0,156 veces el tamaño de la abertura de la ranura en V.
En el plegado libre, la abertura de la ranura en V debe ser 8 veces el espesor de la chapa. Por ejemplo, si se utiliza una abertura de ranura en V de 12 mm para doblar acero dulce de 1,5 mm, el radio de plegado de la pieza es de aproximadamente R = 1,9 mm. Si el radio de plegado es cercano o menor al espesor de la chapa, se debe realizar un moldeo por inframoldeo. Sin embargo, la presión requerida para el plegado inferior es aproximadamente cuatro veces mayor que para el plegado libre. Al realizar el plegado libre, se debe prestar atención a la separación entre las matrices superior e inferior en la parte inferior de la carrera, y al uso de un resorte de compensación para mantener la chapa sobredoblada a aproximadamente 90°. Normalmente, la matriz de plegado libre produce un ángulo de rebote ≤ 2° en una dobladora nueva y un radio de plegado igual a 0,156 veces la abertura de la matriz inferior. Por lo tanto, el ángulo de la matriz para el plegado libre con matriz vertical es generalmente de 86 a 90°. En el extremo inferior del trazo, debe haber un espacio entre las matrices superior e inferior que sea ligeramente más grande que el grosor de la hoja.

El ángulo de conformado se mejora porque el mayor tonelaje del pliegue de prensa inferior (aproximadamente 4 veces el del pliegue de prensa libre) reduce las tensiones que normalmente causan la recuperación elástica dentro del radio de curvatura. El doblado por impresión es igual que el doblado inferior, excepto que el extremo frontal de la matriz superior se mecaniza al radio de curvatura deseado y la separación entre las matrices superior e inferior en la parte inferior de la carrera es menor que el espesor de la chapa. La recuperación elástica se evita en gran medida aplicando suficiente presión (aproximadamente 10 veces la de un pliegue libre) para forzar el extremo frontal de la matriz superior a entrar en contacto con la chapa. Para elegir la especificación de tonelaje más baja, es mejor planificar un radio de curvatura mayor que el espesor de la placa y utilizar el doblado libre siempre que sea posible. Un radio de curvatura mayor a menudo no afecta la calidad de la pieza terminada ni su uso futuro.
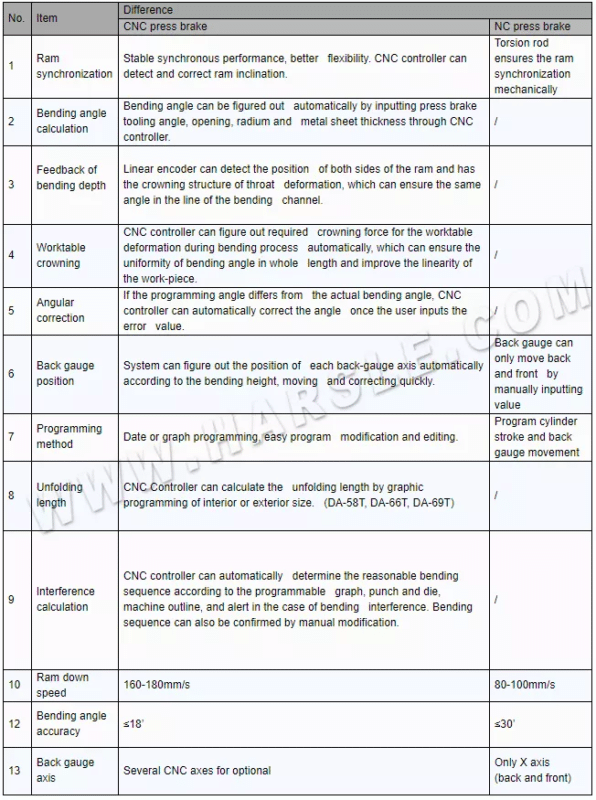
Precisión – CNC inteligente
La precisión del plegado es un factor a considerar cuidadosamente, ya que determina si se compra una dobladora CNC o una convencional. La selección de la dobladora debe basarse en la precisión de los indicadores mecánicos utilizados, ya que, desde un punto de vista científico, el error es inevitable y solo se puede minimizar. Si bien algunas piezas y piezas simples tienen un margen de error pequeño, no es necesario optar por una dobladora de alta precisión. Por otro lado, algunas piezas requieren alta precisión, lo que requiere una dobladora de alta precisión. Por lo tanto, se recomienda la compra de una dobladora CNC.

Si la precisión de plegado es de ± 0,5° y no se puede modificar arbitrariamente, debe considerar una plegadora CNC. La repetibilidad del cursor de una plegadora CNC generalmente se garantiza en ± 0,01 mm, por lo que para conformar ángulos precisos se requiere utilizar herramientas de alta calidad y precisión. Una precisión de repetición del cursor de una plegadora convencional de ± 0,5 mm, y en condiciones de molde adecuadas, aún produce una desviación de ± 2 a 3°. Además, las plegadoras CNC están equipadas con sistemas de sujeción y cambio de matriz rápidos, lo que las convierte en una opción indiscutible para doblar muchas piezas pequeñas.
Herramienta – desgaste
Las matrices de doblado también tienen un impacto directo en la precisión del doblado, así que verifique el desgaste de las matrices con frecuencia midiendo la longitud desde el frente de la matriz superior hasta el hombro de la mesa y la longitud entre la matriz inferior y el hombro de la mesa.
Para matrices convencionales, la desviación debe ser de ± 0,01 mm por cada 10 mm, y la desviación total de la longitud no debe ser superior a ± 0,15 mm. Para matrices de rectificado fino, la precisión debe ser de ± 0,005 mm por cada 100 mm, y la precisión total no debe ser superior a ± 0,05 mm. Se recomienda utilizar matrices de rectificado fino para máquinas plegadoras CNC y matrices convencionales para máquinas plegadoras comunes.

Resumen
Como usuario o fabricante de equipos, al comprar máquinas dobladoras, lo principal es adquirir una máquina económica y práctica, considerando diversos factores según la situación real. Los puntos anteriores son solo una breve descripción de algunos aspectos. La mejor manera de hacerlo es elegir un fabricante profesional de máquinas dobladoras que le proporcione varios planes según sus necesidades, para que el plan de solución sea más razonable y eficaz.
America-Miami-Customer-Feeback.jpg)










