








Diagnóstico y tratamiento de fallas en prensas plegadoras hidráulicas
En mi amplia experiencia con prensas plegadoras hidráulicasHe detectado diversas fallas que pueden interrumpir las operaciones y afectar la calidad de las curvas. Diagnosticar estos problemas con precisión es crucial para minimizar el tiempo de inactividad y mantener la productividad. A lo largo de los años, he desarrollado un enfoque sistemático para el diagnóstico y análisis de fallas, lo que me permite identificar problemas comunes como fugas hidráulicas, problemas de alineación y desgaste de componentes. En este artículo, compartiré mis conocimientos sobre... prensa plegadora hidráulica Diagnóstico de fallas y análisis de tratamiento, proporcionando consejos prácticos y soluciones para ayudar a los operadores a abordar eficazmente estos desafíos y mejorar el rendimiento de sus máquinas.
Prensa plegadora hidráulica

La velocidad del recorrido de retorno del bloque deslizante es lenta, lo que conducirá a la disminución de la eficiencia de producción de la chapa metálica. máquina dobladora y afectan la eficiencia de producción de la empresa. Este documento analiza las causas de la falla de la dobladora hidráulica de chapa metálica, realiza un diagnóstico exhaustivo y la corrige. Esto proporciona una nueva idea para el mantenimiento de las fallas relacionadas en el futuro y tiene importancia práctica para mejorar la eficiencia de producción de la empresa.
Parámetros técnicos
El modelo de doblado de material de lámina hidráulica es wc67y-125t / 3200, la presión nominal es de 1250 KN, la longitud de la mesa es de 3200 mm, la carrera del deslizador es de 120 mm, la velocidad de carrera del deslizador es rápida hacia abajo / adentro / afuera es 36/9/45 mm / s, y la presión máxima de trabajo del sistema hidráulico es de 20 MPa
Principio de funcionamiento
Mediante la cooperación del sistema de transmisión de la prensa plegadora hidráulica y el sistema de control eléctrico, esta máquina puede hacer que el deslizador realice el ciclo de trabajo de mantenimiento de presión rápido, siguiente lento, alivio de presión y viaje de retorno, a fin de cumplir con los requisitos de doblado de la pieza de trabajo.
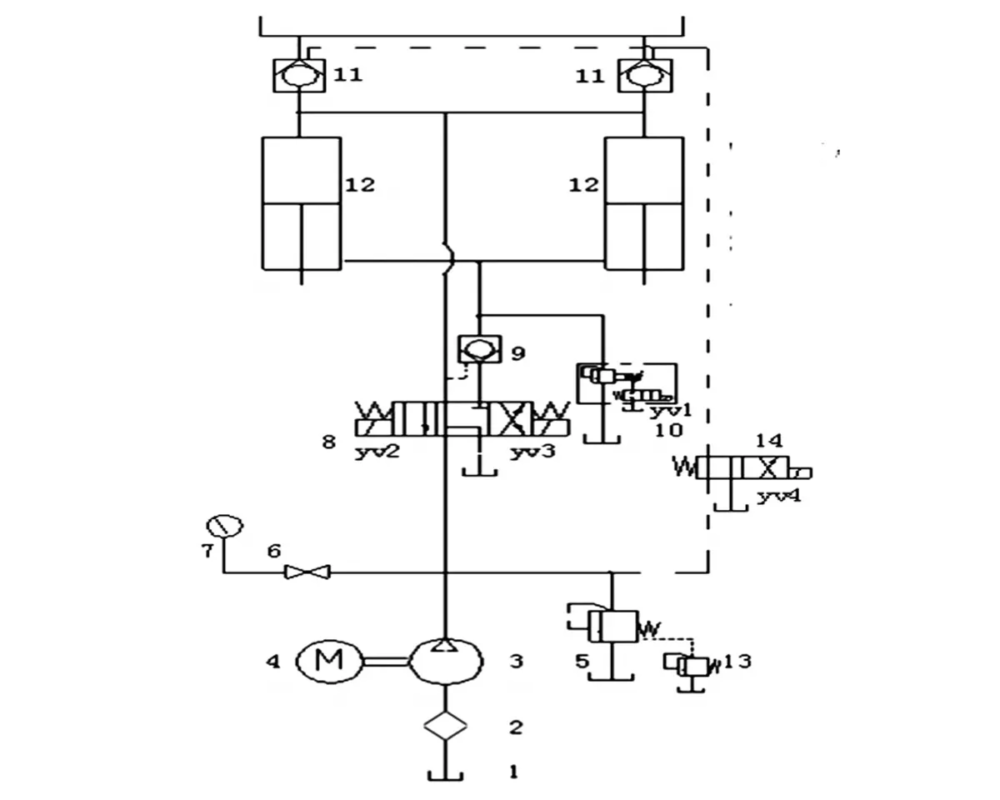
1) Deslice rápidamente hacia abajo. Válvula solenoide de inversión 8 YV2, válvula electromagnética de sobrepresión 10 YV1. Entrada de aceite: El aceite que sale de la bomba 3, a través de la válvula 8 hacia la cámara superior de los dos cilindros 12, empuja el vástago de los dos cilindros para bajar la corredera. Controle el aceite en el circuito para abrir la válvula unidireccional de control de líquido 9 y la válvula de llenado 11.
Durante el descenso de la corredera, la válvula 11 realiza un alto nivel de aceite para lograr un descenso rápido. Retorno de aceite: El aceite de la cámara inferior de los dos cilindros retorna al depósito de aceite diez veces a través de la válvula electromagnética de sobrepresión.
2) Reduzca la velocidad de la corredera. Válvula solenoide 8 YV2 de alimentación, dos válvulas de cuatro vías 14 YV4 de alimentación. El aceite: El aceite que sale de la bomba de aceite 3, a través de la válvula 8 hacia la cámara superior de los dos cilindros de aceite 12, empuja el vástago de los dos cilindros de aceite para bajar la corredera. Controle el aceite en el circuito de aceite para abrir la válvula unidireccional de control hidráulico 9. Retorno de aceite: El aceite de la cámara inferior de los dos cilindros de aceite 12 fluye de vuelta al tanque de aceite a través de la válvula unidireccional controlada por líquido 9 y la válvula solenoide direccional 8.
3) Retención de tensión del sistema. Controlado por el relé de tiempo KTI, se puede mantener la presión del deslizador para lograr el moldeado y doblado de la pieza. El tiempo de mantenimiento de la presión es ajustable.
4) Alivio de presión del sistema. Para reducir el impacto inverso en el retorno del deslizador, Yv2 perderá potencia brevemente antes de dicho retorno. Primero se implementa el alivio de presión del sistema y luego el retorno del deslizador. El tiempo de alivio de presión es ajustable.
5) Retorno de la corredera. Válvula solenoide de inversión 8 de la potencia YV3. Entrada de aceite: El aceite sale de la bomba de aceite 3, a través de la válvula solenoide direccional 8 y la válvula unidireccional de control hidráulico 9, hasta la cámara inferior de los dos cilindros 12 para empujarlos. La varilla del obturador impulsa la corredera hacia atrás. Simultáneamente, se controla el aceite en el conducto a través de la válvula de inversión de dos posiciones y cuatro vías 14 para abrir la válvula unidireccional de control hidráulico 11, preparando así el retorno de aceite desde la cámara superior.
Retorno de aceite: el aceite en la cámara superior de los 12 cilindros se devuelve directamente al tanque de aceite a través de la válvula unidireccional de control hidráulico 11, a fin de lograr el retorno rápido del control deslizante.
6) Regulación de la presión de trabajo del sistema. Según la presión requerida por las piezas de la prensa plegadora hidráulica, se puede lograr ajustando la perilla de la válvula reguladora de presión remota 6. Después del ajuste, se debe bloquear la tapa detrás de la perilla y ajustar la válvula de alta presión 5 antes de salir de fábrica. La presión máxima de trabajo del sistema no debe superar los 20 MPa.
Análisis de la causa de la falla
A través del análisis del diagrama del principio de funcionamiento y el proceso de trabajo del sistema hidráulico de la prensa plegadora hidráulica, las razones para la lenta velocidad de retorno del deslizador pueden ser las siguientes: 1) el cilindro hidráulico y el pistón no están sellados estrictamente, lo que resulta en fugas mutuas entre las cámaras superior e inferior. 2) la válvula de desbordamiento electromagnética 10 está bloqueada y no está cerrada estrictamente. 3) la válvula unidireccional de control hidráulico 9 no está en su lugar. 4) el taponamiento del mismo orificio de amortiguación del núcleo de la válvula unidireccional de control hidráulico 11 conduce a un retorno de aceite deficiente. 5) el núcleo de lectura 8 de la válvula solenoide de inversión está muy desgastado, lo que resulta en la falla de la inversión.
Diagnóstico de fallas y medidas de tratamiento
1) Analice el estado de funcionamiento de la prensa plegadora hidráulica. El bloque deslizante presiona la lámina rápidamente con normalidad y no hay fugas en la superficie externa del cilindro hidráulico. Por lo tanto, se puede descartar que las cavidades superior e inferior del cilindro hidráulico presenten fugas entre sí y que la válvula unidireccional de control hidráulico 9 no esté instalada.
2) Ajuste la presión de la válvula de desbordamiento electromagnética 10 cuando el cilindro de cruce de presión haga un viaje de retorno, y las lecturas del manómetro cambiarán regularmente en consecuencia, de modo que el rendimiento de la válvula de desbordamiento electromagnética 10 sea normal.
3) Verifique la válvula unidireccional de control hidráulico 11. No hay ningún bloqueo en el orificio de amortiguación del núcleo de la válvula, y la válvula 11 se abre y se cierra en su lugar con un rendimiento normal.
Al verificar las condiciones anteriores una por una, se descarta su influencia en la falla, lo que permite determinar preliminarmente que la falla de la válvula direccional electromagnética 8 es la causa de la baja velocidad de retorno de la dobladora. Tras la revisión de la válvula direccional electromagnética 8, se detectó un desgaste grave en la superficie del núcleo de la válvula, lo que provoca un bloqueo deslizante de la válvula direccional electromagnética 8 durante el retorno eléctrico YV3. Se requiere aceite hidráulico para la válvula direccional electromagnética y el control hidráulico unidireccional.
La varilla de empuje de la vena inferior del cilindro 12 del 9 al 8 impulsa el bloque deslizante en el retorno. Debido a una pérdida grave del núcleo de la válvula 8, el control direccional no alcanza la posición designada. Al presionar la corredera, la presión del aceite hidráulico de retorno es insuficiente, lo que ralentiza la velocidad de retorno. Reemplace la válvula direccional solenoide 8 y realice una prueba. La velocidad de retorno se acelera y el motor 1 funciona correctamente.
Conclusión
En resumen, para solucionar problemas de la prensa plegadora hidráulica, es necesario dominar la estructura y el principio de funcionamiento del sistema hidráulico y los componentes hidráulicos relacionados, tener un conocimiento profundo del funcionamiento de cada componente hidráulico durante el trabajo de carrera relevante del equipo hidráulico y solucionar problemas del equipo con precisión observando el mal funcionamiento del equipo.

Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

