








Consejos para el funcionamiento eficaz de la máquina dobladora y solución de problemas
En mi experiencia trabajando con máquinas dobladoras, he aprendido que comprender tanto el funcionamiento como la resolución de problemas es crucial para lograr resultados óptimos. Las técnicas de operación adecuadas garantizan que los dobleces sean precisos y consistentes, mientras que las habilidades eficaces de resolución de problemas ayudan a abordar problemas comunes que pueden surgir durante el proceso de doblado. A lo largo de los años, me he enfrentado a diversos desafíos y he desarrollado estrategias para resolverlos rápidamente. En este artículo, compartiré mis conocimientos sobre el funcionamiento y la resolución de problemas de las máquinas dobladoras, ofreciendo valiosos consejos que pueden ayudar tanto a operadores principiantes como experimentados a mantener la eficiencia y la calidad en su trabajo.
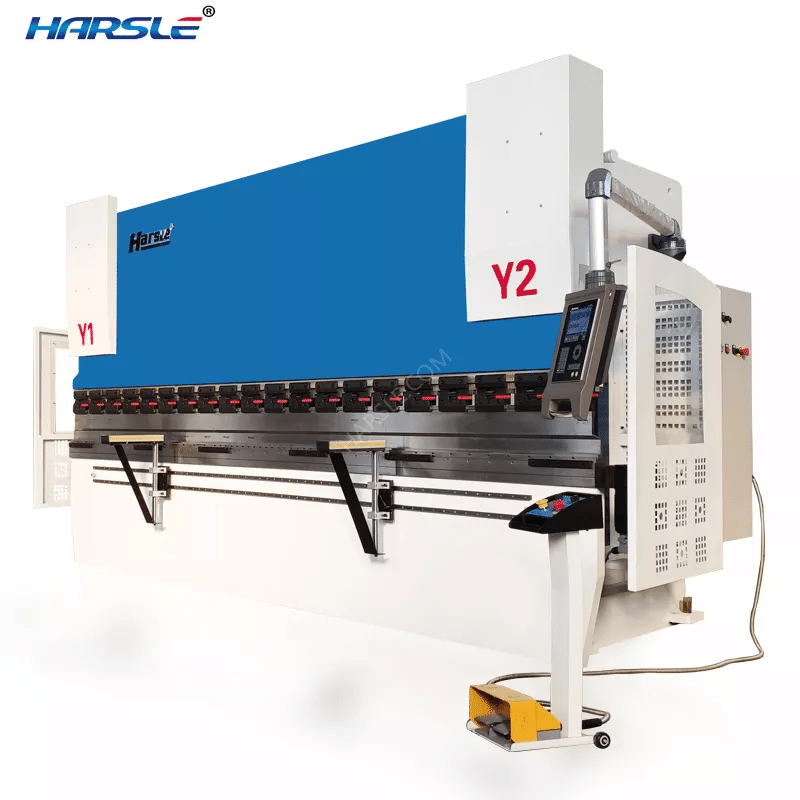
Primero, el ajuste de la máquina dobladora
1. Ajuste el límite superior del control deslizante
El ajuste de la posición del control deslizante permite que el control deslizante ascendente permanezca en la posición de punto muerto superior deseada, lo que reduce la distancia de recorrido del control deslizante y reduce el tiempo del ciclo de trabajo, aumentando así la productividad.
2. Ajuste del control deslizante de cámara lenta
Cuando el control deslizante baja, el control deslizante “I” toca el interruptor de carrera para hacer que el control deslizante realice una cámara lenta, y la duración del tiempo de carrera lenta se ajusta mediante el potenciómetro ajustable.
(1) Ajuste del espacio libre de la matriz superior e inferior (el deslizador debe detenerse en el punto muerto superior)
A. Presione el botón en la caja de botones, en la parte inferior derecha del banco de trabajo, y siga la dirección indicada por el símbolo. La holgura de ajuste inicial debe ser mayor que el grosor de la placa y debe ajustarse según el ángulo de la pieza plegada. También puede ajustarse con precisión con el volante. La calculadora muestra el valor de ajuste. Cada dígito se incrementa en un milímetro (0,1 mm/vuelta).
B. Si los ángulos de la pieza de trabajo son inconsistentes en ambos extremos, afloje los clavos, mueva la biela hacia la izquierda, desacople las conexiones giratorias izquierda y derecha, y gire el volante (arriba o abajo) para ajustar la distancia del límite mecánico de un extremo y lograr un ajuste preciso de la pieza de trabajo. Propósito del ángulo del extremo.
C. Si los ángulos de la pieza son uniformes en ambos extremos, los ángulos intermedios (grandes o pequeños) son inconsistentes, lo que puede dificultar el ajuste fino del molde superior. Para el ajuste fino, cierre el molde superior contra la ranura del molde inferior y afloje ligeramente los tornillos de la plantilla y el bloque de ajuste de la sección central. (El modelo anterior no se desvía). A continuación, ajuste el bloque diagonal en la parte superior de la sección central (ligeramente a la izquierda o a la derecha). En un punto con un ángulo intermedio pequeño, deje que el molde superior se abombe lo suficiente, apriete los clavos e intente doblarlo hasta que el ángulo total de la pieza alcance el valor permitido.
3. Ajuste de la fuerza de doblado de la máquina dobladora
Calcule el valor cinemático de la fuerza de flexión de la lámina según la fórmula de cálculo, calcule el valor de presión P indicado según la tabla y ajuste el volante de la válvula de alivio 8 para que la fuerza generada sea ligeramente mayor que la de la lámina plegada. El valor puede ser de mil vacas.
4. Ajuste de la distancia del tope trasero
El tope trasero de la dobladora se utiliza para posicionar la hoja longitudinalmente al doblarla. El botón en la caja de botones frontal controla el ajuste del motor, cuyo valor se puede leer en el número de revoluciones indicado en la caja. El valor convertido del número de revoluciones es de 0,1 mm/rev, y el ajuste fino se realiza mediante un volante.
5. El interruptor de pie puede hacer que el control deslizante se mueva hacia arriba o hacia abajo, y la operación es ligera.
En segundo lugar, la prueba y el funcionamiento de la máquina dobladora.
1. Antes de la prueba, agregue grasa a base de calcio a cada punto de lubricación (consulte la señalización de lubricación). Añada aceite hidráulico 46# al depósito de combustible del sistema hidráulico. Después de la primera prueba, reemplácelo cada mes y, posteriormente, cambie el aceite anualmente según las condiciones específicas. La temperatura del aceite debe ser inferior a 15 °C.
2. Al iniciar la primera prueba de la dobladora, se pone en marcha el motor de la bomba de aceite en vacío y, a continuación, se utiliza el "jog" para probar el funcionamiento de la máquina. A continuación, se prueban las acciones "simple" y "continua", así como el rendimiento del recorrido del deslizador y el control del tope trasero. Los siguientes pasos solo se pueden realizar con el funcionamiento normal.
Calcular o verificar la fuerza de doblado de la máquina dobladora y el tamaño de apertura de la ranura en V de la matriz inferior de acuerdo con el espesor de la chapa y la longitud de la solapa (el tamaño de la matriz generalmente debe ser mayor o igual a 8 veces el espesor del panel).
2. Alinee los centros del molde superior e inferior.
3. Determine el espacio entre los moldes superior e inferior y ajústelos.
4. Determine la posición de los topes delanteros y traseros.
5. Determine la especificación de acción “jog”, “simple” o “continua” y seleccione mediante el interruptor de transferencia.
6. Coloque la pieza de trabajo en el centro de la mesa de la máquina para probar la presión.
7. Vuelva a ajustar el espacio del molde y ajuste la abrazadera del molde superior si es necesario.
8. Preste atención al sellado de cada sello y asegúrese de reemplazarlo a tiempo.
9. El doblado de la chapa debe realizarse en el centro de la máquina dobladora. No debe haber cargas sesgadas ni unilaterales para no afectar la precisión de la pieza ni de la máquina. Si algunas piezas deben doblarse en un solo lado, la carga debe ser inferior a 100 kN, pero debe estar lo más cerca posible de ambos lados. Al mismo tiempo, doble la chapa para evitar la excentricidad unilateral.
10. Cuando la longitud de la placa plegable es inferior a 600 mm, no está permitido realizar el trabajo de plegado con carga completa (1000) (la carga de plegado no debe superar los 100 KN por 100 mm).
11. Preste atención al giro del motor (en sentido contrario a las agujas del reloj) al probar el automóvil.
En tercer lugar, la reparación, el mantenimiento y la resolución de problemas de la máquina.
Cualquier persona que opere y repare este máquina dobladora Debe leer estas instrucciones con atención, comprender cuidadosamente y familiarizarse con la estructura principal, el rendimiento y el uso de la máquina de acuerdo con la entidad de la máquina, realizar trabajos de mantenimiento regulares y realizar registros de uso diario para una fácil referencia.
1. La máquina debe contar con personal especializado. El operador debe conocer y utilizar correctamente los procedimientos de operación de la máquina, así como verificar la fuerza de la dobladora de piezas.
2. Mantenga la limpieza del aceite y su flujo uniforme, para evitar que la bomba de aceite succione, provoque vibraciones en la tubería o que la tubería se rompa y tenga fugas, y evite atascar y rayar los componentes hidráulicos.
3. Esta máquina utiliza lubricación dispersiva. Durante su uso, el repostaje debe realizarse según las condiciones de trabajo de la máquina y consultar el diagrama de puntos de lubricación (el panel lateral izquierdo de la máquina cuenta con una placa de lubricación).
4. La fuerza de flexión de la pieza de trabajo no puede ser mayor que la fuerza nominal.
5. No trabaje sobre un solo lado y con una sola carga puntual.
6. Los componentes eléctricos e hidráulicos deben ser flexibles y tener una posición correcta.
7. Según el espesor de la lámina doblada, la separación entre los moldes superior e inferior se ajusta inicialmente. Esta separación puede ser aproximadamente 1 mm mayor que el espesor de la placa, pero debe ser mayor que el espesor de la placa para evitar que el molde la aplaste.
8. El usuario deberá disponer siempre de los repuestos que se incluyen con esta máquina dobladora.
9. Cuando se encuentre alguna anomalía o ruido, se debe detener inmediatamente para averiguar la causa y realizar mantenimiento.
La falla del sistema hidráulico del máquina dobladora incluye: la válvula no se puede revertir o la acción de inversión es lenta, la fuga, la válvula piloto electromagnética está defectuosa y similares.
(1) La válvula inversora no puede invertir su sentido de marcha o su inversión es lenta, generalmente debido a una lubricación deficiente, un resorte atascado o dañado, o manchas de aceite o impurezas que obstruyen la pieza deslizante. En este caso, primero verifique el correcto funcionamiento del pulverizador de aceite y si la viscosidad del aceite lubricante es la adecuada. Si es necesario, cambie el aceite, limpie la pieza deslizante de la válvula inversora o reemplace el resorte y la válvula inversora.
(2) Tras un uso prolongado, la válvula de inversión tiende a desgastar el sello del núcleo y a dañar el vástago y el asiento, lo que provoca fugas en el interior de la válvula, un funcionamiento lento o una conmutación deficiente. En este caso, reemplace el sello, el vástago y el asiento, o reemplace la válvula de inversión.
(3) Si los orificios de entrada y salida de la válvula piloto electromagnética están obstruidos por aceite u otros residuos, el sellado no es estricto, el núcleo de hierro móvil está atascado, el circuito presenta fallas, etc., y la válvula inversora no puede invertir la inversión con normalidad. En los tres primeros casos, se deben limpiar los lodos y las impurezas de la válvula piloto y el núcleo de hierro móvil. Las fallas del circuito se dividen generalmente en dos tipos: fallas del circuito de control y fallas de la bobina electromagnética. Antes de verificar la falla del circuito, gire la perilla manual de la válvula inversora varias veces para verificar si esta puede invertir la inversión con normalidad bajo la presión de aire nominal. Si la conmutación es normal, el circuito está defectuoso. Durante la inspección, se puede medir el voltaje de la bobina electromagnética con un multímetro para verificar si se alcanza el voltaje nominal. Si el voltaje es demasiado bajo, se debe verificar la fuente de alimentación en el circuito de control y el circuito del interruptor de carrera asociado. Si la válvula inversora no puede invertirse normalmente a la tensión nominal, revise el conector (enchufe) del solenoide para detectar si está suelto o si hay contacto. El método consiste en desconectar el enchufe y medir la resistencia de la bobina. Si la resistencia es demasiado alta o demasiado baja, el solenoide está dañado y debe reemplazarse.

