








Cómo cambiar la carrera y la matriz de la prensa eléctrica

¿Qué es el Power Press Stroke?
A prensa de potencia La carrera se refiere a la distancia máxima y mínima que recorre el cursor durante cada ciclo. Básicamente, define la distancia que recorre el cabezal entre sus posiciones superior e inferior. En una punzadora mecánica normal, esta longitud de carrera es fija por diseño y no se puede ajustar durante el funcionamiento. Los operarios solo pueden modificar la distancia entre el cursor y la mesa de trabajo, generalmente modificando la altura de cierre o utilizando diferentes matrices. Esta limitación hace que las punzonadoras mecánicas sean excelentes para tareas repetitivas de alta velocidad, pero menos flexibles para procesos que requieren profundidades de carrera variables.

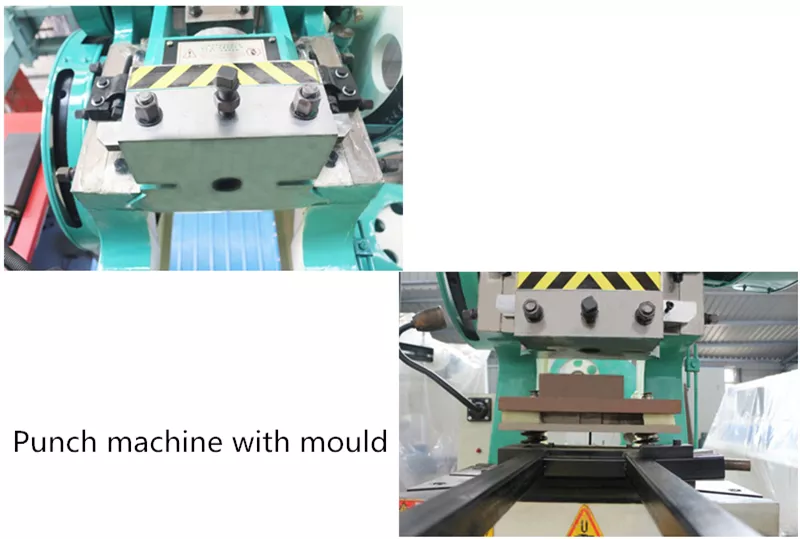
Acerca de la mecánica máquina perforadoraAl cambiar el cabezal de la matriz, primero debemos detener la corredera en el punto muerto inferior, aflojar los tornillos que sujetan la manija y levantar la corredera. Descargue la matriz, bájela hasta el punto muerto inferior y mida la altura de la nueva matriz que se instalará.
A continuación, ajuste la distancia entre el deslizador del punzón y la mesa de trabajo al mismo tamaño, levante el deslizador e instale la nueva matriz. Después, baje el deslizador lentamente, inserte la plantilla en el orificio de montaje del deslizador y presiónela en el molde.
Apriete firmemente el tornillo de fijación del deslizador y, a continuación, levántelo ligeramente. Presione el deslizador hacia abajo hasta que alcance el punto muerto inferior. Una vez posicionado, apriete firmemente la matriz inferior. Una vez completados estos ajustes y bloqueado todo, se puede instalar la matriz de punzón y comenzar la operación.
Tras colocar la matriz de punzonado, puede ajustar con cuidado la profundidad de alimentación del molde superior a la distancia correcta requerida para el material y la operación. Ajustar la profundidad correctamente garantiza una precisión constante, evita la sobrepenetración y reduce el riesgo de daños o defectos durante el punzonado o el conformado.
Tras completar todos los ajustes y aprietes, el proceso de cambio de troqueles de la prensa mecánica ha finalizado. En este punto, los operadores deben verificar que los troqueles superior e inferior estén firmemente fijados y alineados. Una vez confirmado que todo es seguro y estable, se puede reiniciar la máquina y reanudar la producción con normalidad.

La punzadora neumática cuenta con una carrera ajustable, lo que permite a los operadores ajustar con precisión el recorrido del cabezal para diferentes trabajos. Para ajustarlo de forma segura, primero gire la llave selectora de modo a la posición "no continuo" o "movimiento en pulgadas" (como indica la flecha roja en la imagen). A continuación, baje el deslizador hasta el punto muerto inferior. A continuación, gire la llave del panel de control a la posición "abajo". Una vez que el deslizador esté en el punto correcto, presione el botón "Ajustar altura de la matriz" y observe el cambio de altura de la matriz en el indicador hasta alcanzar el ajuste deseado antes de reanudar la operación.



La carrera de prensa neumática puede realizar la función de detener el deslizador en cualquier posición, y la función de avance lento o lento dejará que el deslizador llegue al centro de muerte inferior (el molde está cerrado), afloje los tornillos y pernos de fijación del molde.

Utilice la función de ajuste del molde para elevar el deslizador a una altura determinada y, a continuación, gírelo de nuevo hasta el punto muerto superior. A continuación, utilice una carretilla elevadora para transportar el molde y manténgalo equilibrado para evitar que se vuelque al bifurcarlo.
El ensamblaje del molde se realiza en sentido inverso al frontal. Para evitar un gran error de altura entre los dos moldes, que podría provocar un aplastamiento, es necesario elevar la corredera una cierta distancia después de la medición inicial de la altura de cierre del molde. Una vez instalado el molde, baje la corredera gradualmente y presiónela.
Bloquee los tornillos y pernos, al probar el molde, el ajuste no debe ser demasiado grande para evitar que se atasque.










