








Diseño del sistema hidráulico para el ajuste del ángulo de corte de una cizalla guillotina
En mi experiencia con máquinas de corte con guillotina, me he centrado en el diseño de sistemas de control. ajuste del ángulo de corte Mediante sistemas hidráulicos. Este aspecto es crucial para lograr cortes precisos y mejorar la eficiencia general en la fabricación de metal. La capacidad de ajustar dinámicamente el ángulo de corte permite una mayor flexibilidad en el manejo de diversos materiales y espesores. En este artículo, compartiré información sobre las consideraciones de diseño, los beneficios y los mecanismos operativos de los sistemas hidráulicos para el ajuste del ángulo de corte, destacando cómo estos avances pueden mejorar el rendimiento en aplicaciones industriales.
Descripción general del ajuste del ángulo de corte

Con el desarrollo de la industria manufacturera china. El desarrollo de máquinas de corte Se ha convertido cada vez más en un pilar de la industria de fabricación de maquinaria. Las cizallas universales de alto rendimiento se utilizan ampliamente en la aviación, la automoción, la maquinaria agrícola, los motores, los electrodomésticos, la instrumentación, los equipos médicos, los electrodomésticos, la ferretería y otras industrias. En los últimos años, con el desarrollo de la tecnología de moldes y estampados, el rango de aplicación de las cizallas se ha expandido continuamente y su número sigue en constante aumento.
El diseño del sistema de cizallamiento es diferente. Cuando el sistema controla el cambio del ángulo de corte, se modifica el ángulo de todo el portaherramientas. Este cambio de ángulo de corte exige una precisión estricta del material de la chapa. Las especificaciones de las chapas varían según el propósito.
Sistema hidráulico
El diagrama esquemático del sistema hidráulico se muestra en la Figura 1.
(1) Presione ligeramente. El aceite del conjunto de motor de la bomba de aceite 1 se bombea a través de la válvula de presión principal 7 para generar presión, a través de la válvula de cartucho 8 y la válvula de retención 10, y entra en el prensatelas. Debido a que la válvula de secuencia 12 tiene una presión de secuencia determinada, el ángulo de presión se reduce, la cámara superior del cilindro no se bombea y el portacuchillas no se mueve, lo que genera una ligera presión.
(2) Corte. Tras completar la presión ligera, el aceite abre la válvula de secuencia 12 y la cámara superior del cilindro genera presión. El aceite de la cámara inferior del cilindro pequeño pasa a través de la válvula de control hidráulico de la cámara inferior 5. La válvula de seguridad de la cámara inferior 4. La válvula de contrapresión 9 regresa al depósito de aceite. El aceite de la cámara en serie permanece inalterado desde la cámara inferior del cilindro grande hasta la cámara superior del cilindro pequeño.
(3) Retorno. Tras finalizar el corte, el aceite del motor de la bomba de aceite 1 se bombea a través de la válvula de presión principal 7 para pasar por la válvula de inserción de la cámara inferior 6 a la cámara inferior del cilindro pequeño. El aceite de la cámara superior del cilindro grande pasa por la válvula de retorno de aceite 13 en la cámara superior. El aceite en el ángulo de prensado regresa al tanque a través de la válvula de retorno del prensatelas 11.
(4) El ángulo de corte aumenta. El conjunto de motor de la bomba de aceite 1 ingresa a la cámara inferior del cilindro pequeño a través de la válvula de inversión de la cámara inferior 3 después de que se genera la presión. El aceite en la cámara en serie cuenta con una válvula de control de ángulo de corte 2 que controla el sellado de la válvula de ángulo de corte 14, mientras que la cámara grande del cilindro permanece inalterada. El ángulo de corte disminuye.
(5) El ángulo de corte se reduce. El conjunto de motor de la bomba de aceite 1 entra en la cámara superior del cilindro pequeño a través de la válvula de inversión de la cámara inferior 3 tras generarse la presión. El aceite en la cámara en serie cuenta con una válvula de control del ángulo de corte 2 que controla el sellado de la válvula de ángulo de corte 14, mientras que la cámara grande del cilindro permanece inalterada. El ángulo de corte aumenta.
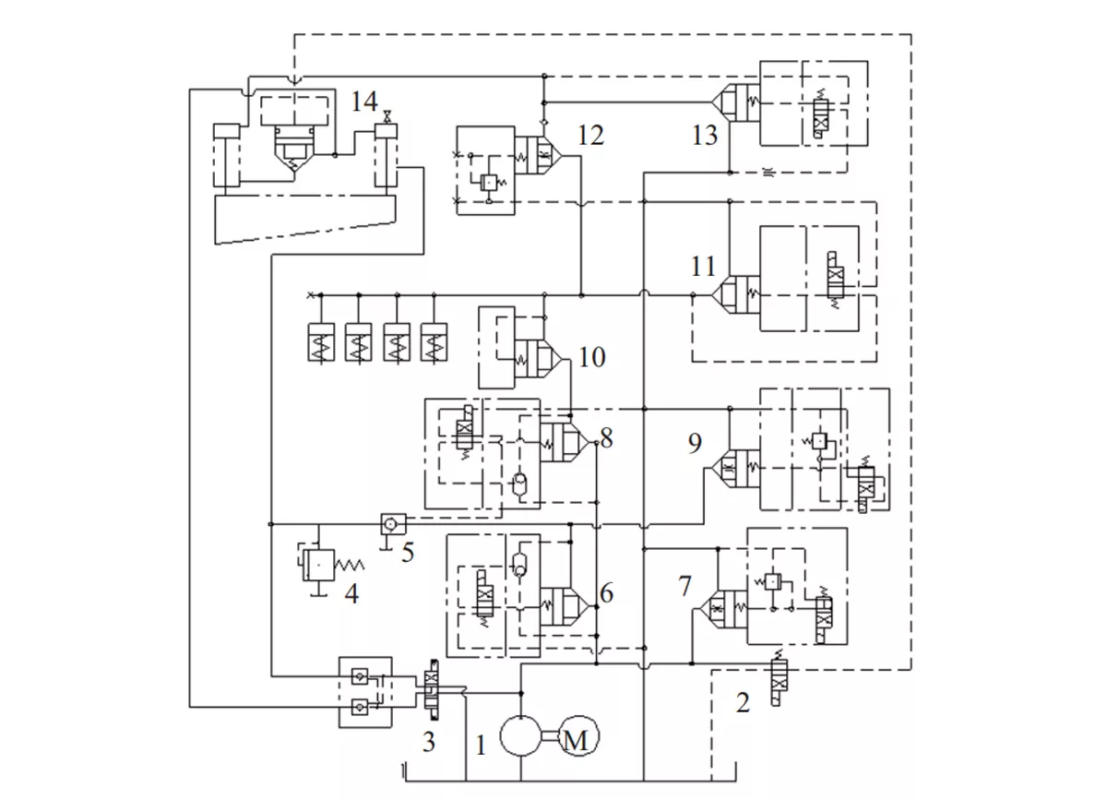
1. Unidad de motor de bomba de aceite 2. Válvula de control de ángulo de corte 3. Válvula direccional de cámara inferior 4. Válvula de seguridad de cámara inferior 5. Válvula de control hidráulico de cámara inferior 6. Válvula de cartucho de cámara inferior 7. Válvula de presión principal 8. Válvula de cartucho 9. Válvula de contrapresión 10. Válvula unidireccional 11. Válvula de retorno de pie de presión 12. Válvula de secuencia 13. Válvula de retorno de aceite de cavidad superior 14. Válvula de ángulo de corte
El ajuste del ángulo de corte del sistema utiliza el control de la válvula de inserción para que la máquina herramienta cambie con gran precisión cuando cambia dicho ángulo. La cizalla convencional utiliza la relación de área entre los cilindros de aceite para su control. Cuando cambia el ángulo de corte, se producen cambios de diferente magnitud. Dado que la función de la válvula de cartucho es similar a la del elemento de conmutación del sistema lógico, la estructura del carrete es un sello cónico, que corta el paso del aceite para distinguirla de la válvula direccional convencional.
La válvula de cartucho no solo puede lograr varios requisitos de acción de la válvula hidráulica ordinaria, sino que también tiene una menor resistencia al flujo y una mayor capacidad de flujo que la válvula hidráulica ordinaria; velocidad de acción rápida; buen sellado, menos fugas; estructura simple y fácil fabricación; trabajo confiable; una válvula es versátil; fácil de integrar; los requisitos de baja viscosidad no son altos y el uso de válvulas de cartucho reduce significativamente el tamaño y el peso de la instalación.
Las válvulas de cartucho y los sistemas integrados, como una nueva generación de tecnología de control hidráulico, son el desarrollo y complemento de los componentes de control hidráulico tradicionales. Actualmente, se utilizan en numerosas aplicaciones en las industrias de maquinaria, metalurgia, química y transporte marítimo de mi país. Entre ellas, los sistemas integrados que utilizan válvulas de cartucho son los más utilizados. El sistema integrado híbrido, es decir, el sistema principal está compuesto principalmente por una válvula de cartucho y el sistema auxiliar utiliza válvulas hidráulicas convencionales.
Para aprovechar al máximo sus respectivas ventajas, se puede añadir o pilotar una válvula de cartucho como resistencia hidráulica controlable. La señal de control es ajustable y también puede verse afectada por las señales de retroalimentación hidráulica y mecánica del actuador. Solo puede controlar el estado de funcionamiento de un circuito de aceite: cuando el circuito de aceite está cerrado, la resistencia hidráulica es infinita; el circuito de aceite se estrangula cuando la resistencia del fluido está entre cero e infinito. Por lo tanto,
Una válvula de cartucho sólo puede formar un circuito de dos vías.
Para ajustar el ángulo de corte, se utilizó una válvula de cartucho entre los cilindros, controlada por una válvula direccional. El aceite entra y sale simultáneamente de las dos cámaras, lo que constituye un circuito de retorno de aceite controlado por la válvula direccional, formando un único sistema hidráulico que modifica el ángulo de corte. No afecta a otras acciones. Se controla al cambiar el ángulo de corte. La precisión es alta al cambiar el ángulo de corte y aumenta considerablemente al cortar la chapa, satisfaciendo así las necesidades del cliente.
Cálculo de componentes del sistema hidráulico
(1) Cálculo de la presión del cilindro
P=S/A=24000/0,00089=27 (Pa)
Como se desprende de la fórmula anterior, el valor de presión se determina por la presencia de una carga. En el área de trabajo efectiva del mismo pistón, cuanto mayor sea la fuerza de carga, mayor será la presión necesaria para superarla.
(2) Flujo entre cámaras en serie: la cámara superior del cilindro grande y la cámara inferior del cilindro pequeño están conectadas en serie.
Q = V/T = π/4D²v ×10³=0,785 ×0,175 ×3,06 ×1000=420 (L/min)
En la fórmula: V-el volumen de la sección transversal efectiva del aceite que pasa por el cilindro en una unidad de tiempo, es decir, el consumo.
(3) Velocidad de movimiento del pistón
Cuando el pistón está extendido: ν=4Qην/πD ×10-3=4 ×420 ×
1/3,14×0,175×0,001=0,09 (m/min)
Cuando el vástago del pistón se retrae: ν=4Qην/π (D2- d2)×10-3
=4×420×1/3,14×(0,1752- 0,0982)×0,001=0,01(M/min)
(4) Diámetro interior del cilindro
D = (√4P1/πP )×10-3m = (√ 4×2000/3.14×21) ×
0,001=0,23 (m)
Conclusión
El diseño de un sistema hidráulico para controlar el ajuste del ángulo de corte en cizalladoras de guillotina implica una cuidadosa consideración de los componentes, los mecanismos de control y las características de seguridad. Al optimizar estos elementos, los fabricantes pueden mejorar el rendimiento y la versatilidad de sus cizalladoras, garantizando cortes de alta calidad y un funcionamiento eficiente.
Esta tecnología ha logrado importantes beneficios económicos, aumentando la estabilidad y fiabilidad de la máquina herramienta, eliminando la necesidad de modificar el ángulo de corte durante el corte de chapa. El nuevo sistema utiliza una pantalla digital para modificar sus parámetros de ajuste, lo que le confiere una gran estabilidad. Gracias a su precisión de estado y a sus mejores indicadores de rendimiento dinámico, el sistema permite diferentes ángulos de corte de chapa según las necesidades del cliente, lo que permite a la máquina herramienta no solo mejorar la precisión, sino también satisfacer las necesidades de cada cliente. Se aumenta la vida útil de la bomba de aceite y se reduce la temperatura del aceite para garantizar un funcionamiento continuo del sistema durante un largo periodo de tiempo.











