Sistema de accionamiento hidráulico para rodillos de trabajo de la máquina laminadora de placas de tres rodillos
En mi trabajo con máquinas laminadoras de placas de tres rodillos, he llegado a comprender la importancia del sistema de accionamiento hidráulico del rodillo de trabajo. Este sistema no solo garantiza un control preciso y eficiente durante el proceso de laminación, sino que también influye significativamente en el rendimiento general de la máquina. Comprender las complejidades del sistema de accionamiento hidráulico ayuda a optimizar las operaciones y reducir los costos de mantenimiento. En este artículo, exploraré los componentes y la funcionalidad del sistema de accionamiento hidráulico del rodillo de trabajo, compartiendo información que puede mejorar tanto el rendimiento como la confiabilidad en aplicaciones de laminado de placas.
El máquina laminadora de placas de tres rodillos Se basa en el principio de tres puntos que forman un círculo, utilizando el movimiento giratorio del rodillo de trabajo y ajustando el cambio de su posición relativa para producir una deformación plástica continua de la chapa metálica, doblándola en forma cilíndrica, cónica o arqueada. Este equipo de procesamiento y conformado para piezas de forma uniforme se basa en un análisis detallado del sistema de accionamiento del motor hidráulico del rodillo de trabajo, se explica la causa de la falla y se propone una solución razonable y viable.
1. Principio de funcionamiento del sistema de accionamiento hidráulico
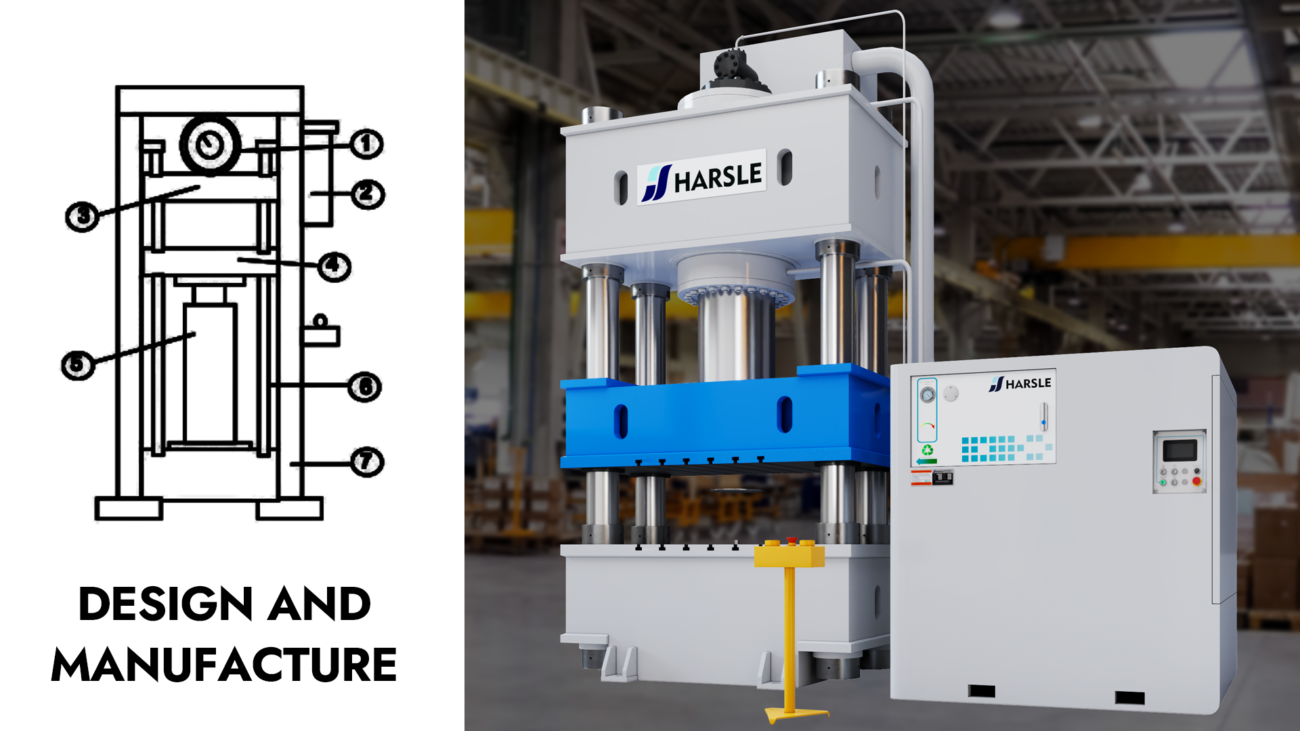
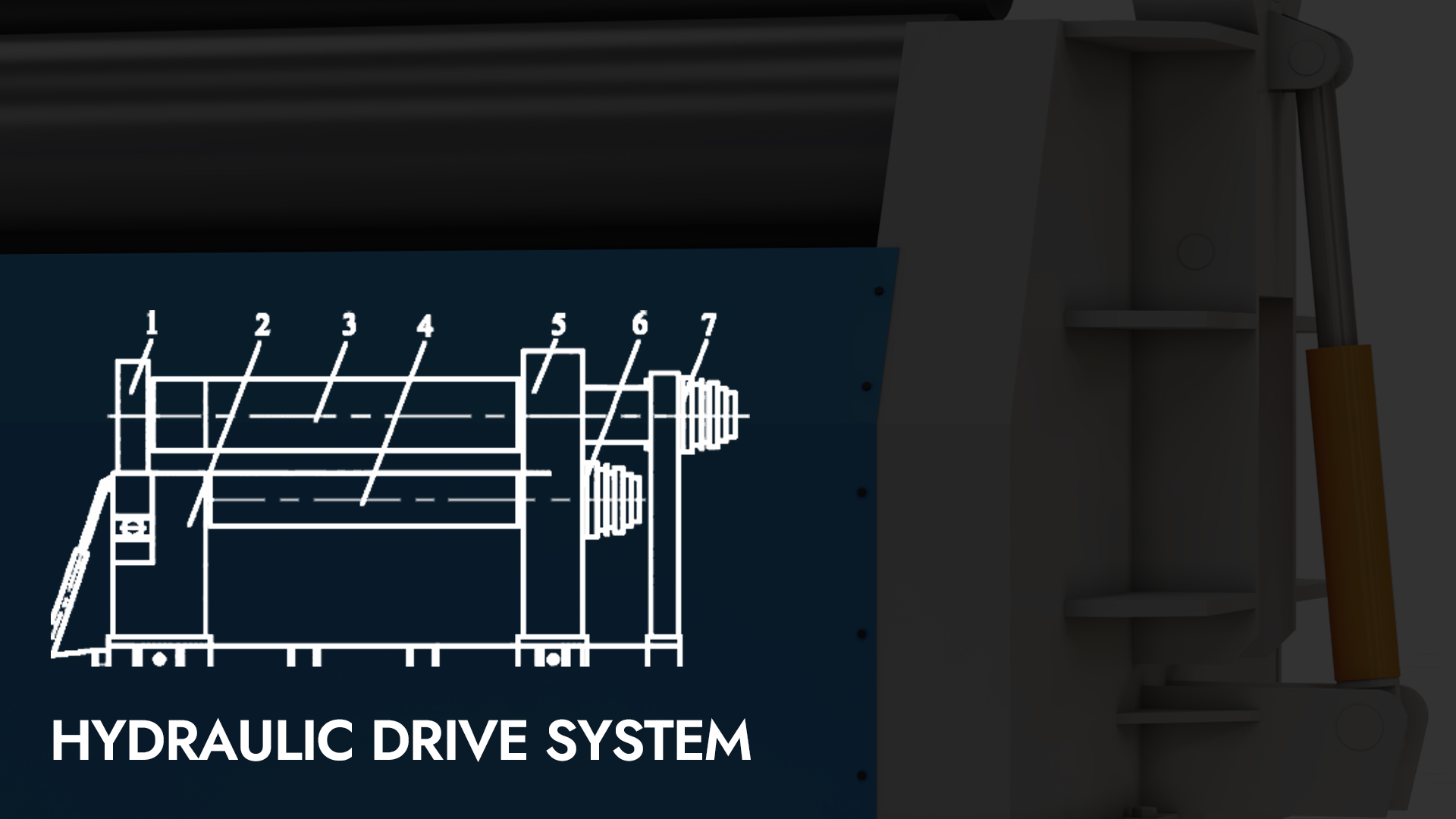
La placa de tres rodillos inclinable hacia abajo máquina laminadora se compone de un mecanismo de cabezal invertido, un marco izquierdo, un rodillo de trabajo superior, dos rodillos de trabajo inferiores, un marco derecho, un motor hidráulico accionado por un rodillo de trabajo inferior y un motor hidráulico accionado por un rodillo de trabajo superior, etc., como se muestra en la Figura 1. Mostrar. El marco izquierdo y el marco derecho están instalados en toda la base con una estructura soldada y conectados por bielas para aumentar la rigidez de toda la máquina. La posición del rodillo de trabajo superior es fija, y los dos rodillos de trabajo inferiores pueden moverse hacia arriba y hacia abajo a lo largo de las ranuras de guía oblicuas en los marcos izquierdo y derecho respectivamente. El movimiento giratorio de los rodillos de trabajo es el sistema de transmisión principal, que está instalado en el lado del marco derecho, y el mecanismo de cabezal invertido está instalado en el lado del marco izquierdo. Los movimientos de inclinación y reinicio son controlados por el cilindro del cabezal invertido.
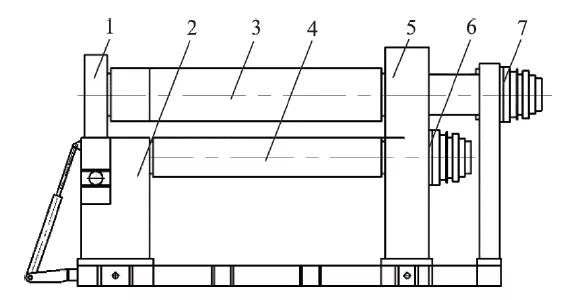
5. Bastidor derecho 6. Motor hidráulico de accionamiento del rodillo de trabajo inferior 7. Motor hidráulico de accionamiento del rodillo de trabajo superior
Figura 1——Diagrama esquemático de la máquina laminadora de placas con ajuste inclinado hacia abajo
El rodillo de trabajo superior de la laminadora de tres rodillos es accionado por un motor hidráulico mediante un reductor planetario, y los dos rodillos de trabajo inferiores (el izquierdo y el derecho) son accionados directamente por el motor hidráulico. El diagrama principal del sistema de accionamiento hidráulico del rodillo de trabajo se muestra en la Figura 2, compuesto por tres circuitos hidráulicos independientes: el rodillo superior, el inferior izquierdo y el inferior derecho.
Para garantizar la calidad de los productos procesados por la máquina laminadora de placas, se requiere que la velocidad de trabajo de los tres rodillos de trabajo, como el rodillo superior, el rodillo inferior izquierdo y el rodillo inferior derecho, sea estable y ajustable, y no pueda ser modificada por la influencia de otros mecanismos para asegurar la entrega suave de la placa. El rodillo de trabajo superior y los dos rodillos de trabajo inferiores sirven como rodillos de accionamiento principales, que no solo pueden realizar la rotación hacia adelante y hacia atrás, sino que también proporcionan el par de bobinado para el laminado del material de la hoja aplicando la presión del rodillo de trabajo superior y los dos rodillos de trabajo inferiores. La hoja se lamina en formas cilíndricas, cónicas y otras. Para este propósito, se proporcionan tres circuitos hidráulicos especiales, es decir, cada rodillo de trabajo se suministra con un conjunto de fuentes especiales de aceite de potencia hidráulica, formando un circuito hidráulico independiente que no se ve afectado por otros mecanismos, para lograr la velocidad estable y ajustable del rodillo de trabajo.
En la Figura 2, el tanque de aceite almacena aceite hidráulico, disipación de calor y suciedad en el aceite precipitado; el rodillo de succión superior, el rodillo inferior izquierdo y el filtro de succión del rodillo inferior derecho son filtros gruesos para garantizar la limpieza del aceite que ingresa a los tres circuitos hidráulicos independientes; La bomba hidráulica y su motor de accionamiento son la fuente de energía del circuito hidráulico del rodillo superior, el rodillo inferior izquierdo y el rodillo inferior derecho; los manómetros indican respectivamente la presión de trabajo de las tres salidas de la bomba hidráulica; la válvula electromagnética de sobrepresión controla el motor hidráulico del rodillo superior y la presión hidráulica del rodillo inferior izquierdo respectivamente. La presión de trabajo del motor y el motor hidráulico del rodillo inferior derecho también tienen la función de descarga para realizar la función de regulación de presión de dos etapas. Cuando el rodillo de trabajo no está funcionando, la descarga se utiliza para lograr ahorro de energía; la válvula direccional electrohidráulica controla el motor del rodillo superior y el motor del rodillo inferior izquierdo El avance, retroceso y parada del motor y el motor del rodillo inferior derecho; El grupo de válvulas de amortiguación limita la presión máxima de trabajo en ambos lados del motor del rodillo superior, el rodillo inferior izquierdo y el rodillo inferior derecho. El motor de accionamiento del rodillo de trabajo es un motor cuantitativo bidireccional, que puede moverse hacia adelante y hacia atrás para lograr el movimiento bidireccional de la placa.
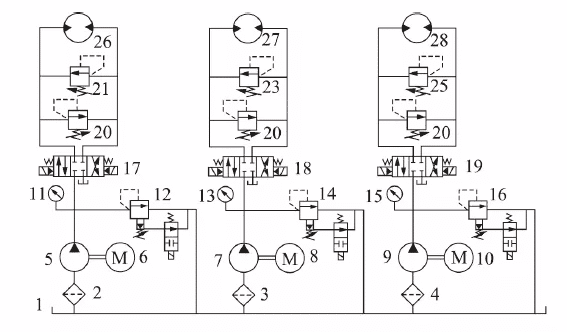
Bomba hidráulica 6/8/10. Motor de accionamiento 11/13/15. Manómetro 12/14/16. Válvula electromagnética de sobrepresión 17/18/19. Válvula direccional electrohidráulica 20/21/22/23/24/25. Grupo de válvulas de amortiguación 26. Motor hidráulico del rodillo superior 27.
Motor hidráulico del rodillo inferior izquierdo 28. Motor hidráulico del rodillo inferior derecho
Figura 2——Diagrama esquemático del accionamiento hidráulico del rodillo de trabajo de la máquina dobladora de placas
2. Mejorar el diseño del esquema
El circuito hidráulico del rodillo de trabajo anterior se utiliza como ejemplo de análisis. Cuando el motor hidráulico impulsa la rotación del rodillo superior, si la válvula direccional electrohidráulica cambia repentinamente a la posición neutra o se cambia la dirección, se producirá un impacto importante, lo que afectará la vida útil del motor hidráulico 26 del rodillo superior. En la Fig. 2, la válvula direccional electrohidráulica 17 tiene una función central de tipo O. Durante el proceso de cambio de la válvula direccional electrohidráulica 17 a la posición neutra para frenar el rodillo superior, tanto la entrada como la salida del motor hidráulico 26 están cerradas. La válvula direccional electrohidráulica 17 permanece en la posición neutra.
Debido al efecto de inercia, se forma una cámara de alta presión en la salida de aceite del motor hidráulico 26 y una cámara de vacío en la entrada. Esto aumenta la presión en la salida del motor hidráulico 26, generando así fuerza de frenado y utilizando la válvula de compensación de ese lado para limitar la presión y reducir el impacto hidráulico. Tras abrir el grupo de válvulas de compensación 20 (o 21), el aceite del lado de alta presión se descarga directamente en la tubería del lado de baja presión en la cámara de vacío, y luego el aceite entra en la entrada de aceite del motor para reducir la formación de vacío. Este método de conexión del grupo de válvulas de compensación se denomina método de llenado directo de aceite, y su desventaja es que no puede compensar completamente la cantidad de aceite requerida por la entrada. Además, debido a las fugas internas del motor hidráulico y la válvula direccional electrohidráulica (esta última utiliza una estructura de válvula de carrete), la entrada de aceite no está conectada a la tubería de baja presión ni al tanque de aceite, por lo que no puede ser suplementada con aceite externo. Por lo tanto, el reabastecimiento de aceite es insuficiente. Debido a ello, la entrada de aceite se mantiene en vacío durante un tiempo prolongado, lo que provoca cavitación y reduce considerablemente la vida útil del motor hidráulico.
Para solucionar por completo el fenómeno de vacío y cavitación en la entrada de aceite del motor hidráulico, se propone una solución mejorada para el uso conjunto de la válvula de carga unidireccional y la válvula de amortiguación: el aceite se suministra completamente a la entrada del motor hidráulico a través de la válvula unidireccional para evitar el vacío. La válvula de amortiguación no solo reduce el impacto hidráulico causado por la válvula direccional electrohidráulica en posición neutra, sino que también facilita el frenado del motor hidráulico. La válvula direccional electrohidráulica adopta la función neutra de tipo M. El esquema de mejora se muestra en la Figura 3.
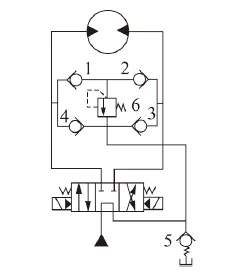
Figura 3——Diagrama esquemático del plan de mejora
En el plan de mejora, la válvula de amortiguación 6 y cuatro válvulas unidireccionales forman un circuito de suministro de aceite de amortiguación de puente completo. La válvula de retención 1 o 2 puede asegurar que el aceite de alta presión en la cámara izquierda o derecha pueda pasar a través de la válvula de amortiguación 6, y el flujo inverso es bloqueado por la válvula de retención en el lado de baja presión, es decir, el aceite en el lado de alta presión no puede pasar a través del lado de baja presión. La válvula de retención fluye a la línea de baja presión en ese lado. La válvula de retención de carga (3 o 4) desempeña la función de carga en dos direcciones (el motor hidráulico debe estar en avance y retroceso, y se deben configurar dos válvulas de retención de carga) para reabastecer la tubería del lado de baja presión. Su presión de carga se establece mediante la válvula de contrapresión 5, y la contrapresión de reabastecimiento de aceite generalmente se establece en 0,3-0,5 MPa. Debido a la contrapresión de reabastecimiento de aceite, este circuito de aceite puede desempeñar la función de reabastecimiento completo de aceite. El aceite a alta presión generado por la inercia del motor hidráulico pasa por la válvula de retención 1 o 2 y, posteriormente, se somete a un rebose limitador de presión mediante la válvula de compensación 6. La presión de ajuste de la válvula de compensación 6 limita la presión máxima en la salida del motor hidráulico. La magnitud de la presión de ajuste determina la magnitud del par de frenado del motor. Esta solución mejorada no solo cumple una función de amortiguación, sino que también cumple la función de suplementar completamente el aceite.