Curvado del ángulo R y selección de la ranura en V
En este artículo, abordaré el tema del ángulo R de doblado y la selección de la ranura en V, centrándome en cómo estos factores influyen en la calidad y precisión de los procesos de doblado de metales. Comprender los ángulos R de doblado adecuados y la selección correcta de la ranura en V es crucial para lograr resultados óptimos en la fabricación. Compartiré mis conocimientos sobre las mejores prácticas para elegir los ángulos y ranuras correctos, así como sus implicaciones para el comportamiento del material y la calidad del producto terminado. Acompáñeme a explorar estos importantes aspectos de la metalurgia y su impacto en nuestros proyectos.
Comprensión Ángulo R de flexión
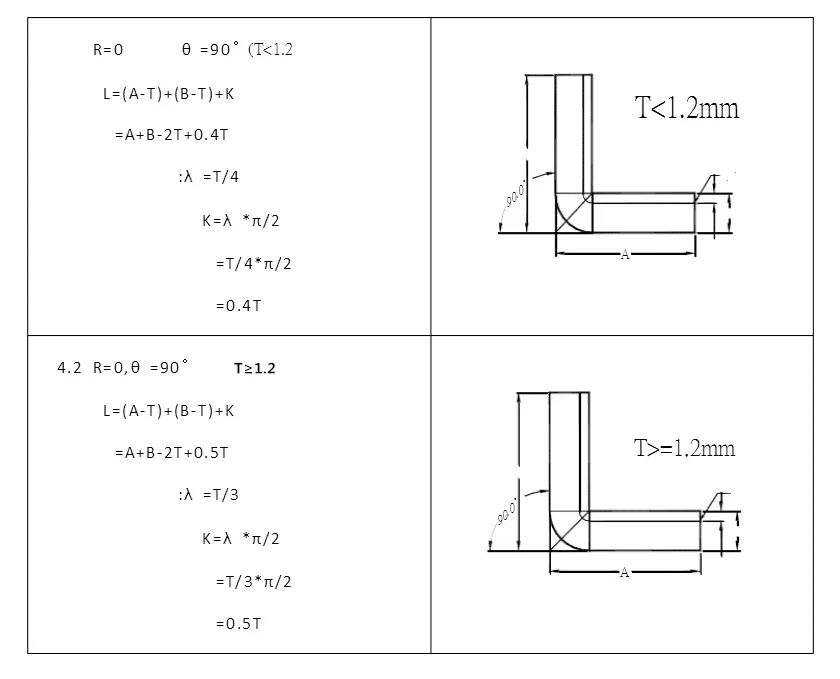
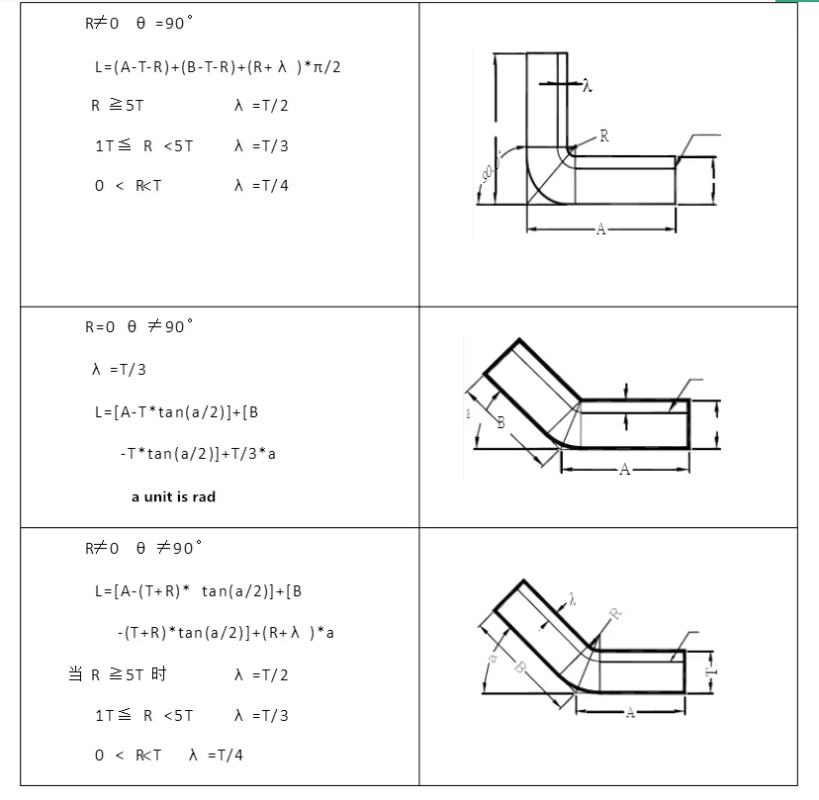
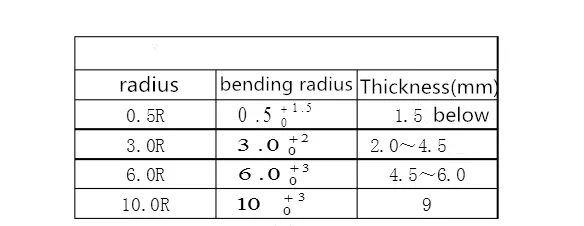
El ángulo de curvatura R se refiere al radio de la curvatura, que desempeña un papel fundamental en la calidad y la resistencia del producto final. Un radio de curvatura bien seleccionado ayuda a prevenir fallas del material, como grietas o deformaciones, durante el proceso de curvatura. La regla general es elegir un radio de curvatura proporcional al espesor del material a curvar.

El ángulo R de doblado de chapa metálica es el factor clave que afecta el coeficiente de doblado, y hay muchos factores que afectan el ángulo R de doblado, como el espesor de la chapa metálica, el material de la chapa metálica, la esquina superior del molde de doblado, el molde inferior de doblado, la presión de doblado, la temperatura de trabajo, etc.
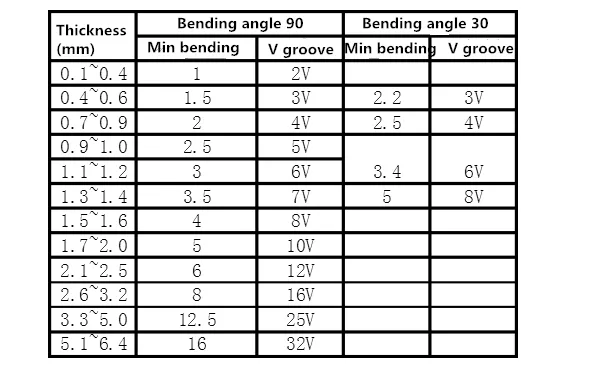
1. Espesor de la chapa: En condiciones reales de trabajo, el espesor de la chapa es mayor, el filete de flexión es mayor. Como es sabido, el espesor de la chapa es mayor, la presión de flexión es alta y el rebaje en V de flexión es grande.
2. Material de la lámina: El coeficiente de flexión varía poco entre diferentes tipos de láminas con el mismo espesor. Esto demuestra que las características del material influyen en el ángulo de flexión. El material tiene una propiedad que le permite resistir la flexión y puede afectar directamente el radio de curvatura. Si bien el material influye en el radio de curvatura, su impacto en el uso real es mínimo.
3. Filete superior de la matriz de doblado: El filete normal de la matriz de doblado no es mayor que R1, y el filete mínimo de doblado no es menor que 1, lo que tiene poco impacto en el filete de doblado no requerido. Para requisitos especiales de chapa metálica, el filete de doblado menor o mayor que 1 no está determinado por el filete superior de la matriz de doblado. Por lo tanto, el filete de la matriz superior afecta directamente el radio de doblado.
4. Presión de flexión: Cuanto mayor sea el espesor de la chapa, mayor será la resistencia del material a la deformación por flexión. En este punto, es necesario ajustar la presión. Esta presión no puede aumentarse infinitamente, sino que debe ajustarse a la presión adecuada. La presión de flexión es directamente proporcional al espesor de la chapa e inversamente proporcional al ancho del rebaje inferior de la matriz. En el plegado real, se ajusta el espesor de la chapa y el ancho del rebaje inferior de la matriz se selecciona en función de este. Por lo tanto, la presión de flexión es una constante determinada por otros factores. El radio de flexión puede estar libre de presión.
5. Matriz de plegado inferior: El ancho del rebaje de la matriz inferior está relacionado con el espesor de la chapa metálica, y existe una relación correspondiente. En la práctica, a mayor espesor, mayor filete de plegado.
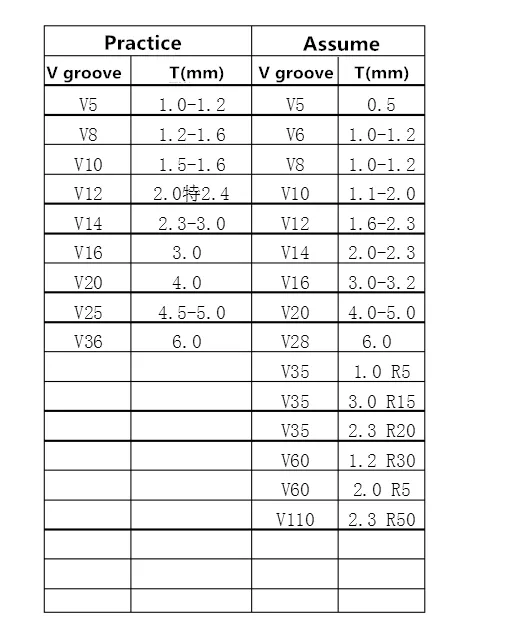
Selección de ranura en V
Placa delgada: 1-3 mm selección de ranuras La regla es de 4 a 6 veces el espesor del material.
Placa gruesa: la regla de selección de ranuras de 4 a 10 mm es de 8 a 10 veces el espesor del material
Cuanto menor sea el ancho de la ranura, menor será el ángulo R tras el plegado y mayor será la presión de doblado requerida. Cuanto mayor sea el ancho de la ranura, mayor será el ángulo R y menor será la presión de doblado requerida.