








Diseño de matriz de doblado de cuello de cisne y análisis de intensidad
Con la amplia aplicación de la matriz de doblado de cuello de cisne En el sector del estampado, el coste de fabricación de las piezas curvadas se reduce considerablemente. Al mismo tiempo, el daño del molde durante el uso de la matriz de doblado de cuello de cisne se ha convertido en un problema común de inercia en el taller de producción. Este daño se debe a un diseño de molde con una resistencia insuficiente y una estructura de diseño poco razonable.
1. Análisis del proceso de piezas
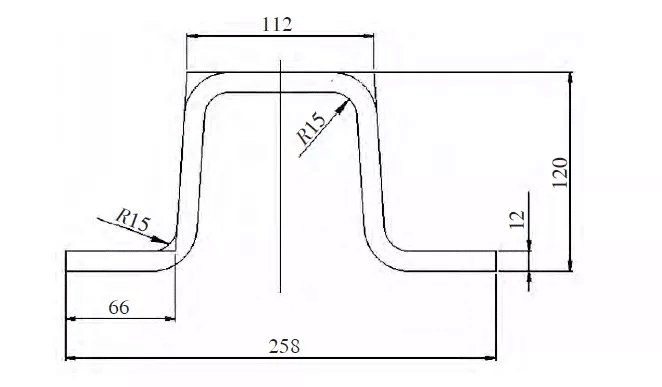
Tomando como ejemplo la columna lateral de un vagón de mercancías ferroviario, el proceso de diseño y el análisis de fuerza de la matriz de doblado de cuello de cisne Se describen en detalle. La Figura 1 muestra la sección transversal de la columna lateral del vagón de ferrocarril de exportación. El espesor es de 12 mm. El material es Q450NQR1. El acero de alta resistencia y resistente a la corrosión para vagones de ferrocarril tiene una longitud de 2530 mm. El flujo del proceso es: granallado, pintura → corte → corte → nivelado → doblado → almacenamiento.
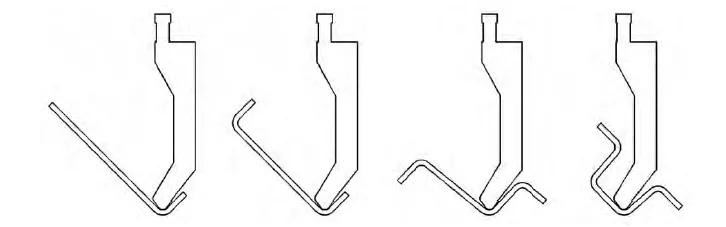
Como se muestra en la Fig. 2, el proceso de doblado se divide en 4 pasos. Durante el paso 4, el modo de doblado de cuello de cisne es importante. Por lo tanto, en el proceso de diseño de la matriz de doblado de cuello de cisne, el diseño de parámetros se realiza principalmente según el paso 4.
2. Cálculo de la fuerza de flexión

P——fuerza de flexión total, N
B——ancho de curvatura, mm
δ——espesor del material, mm
σb——resistencia a la tracción, MPa
R——radio de curvatura interior, mm
La fuerza de doblado necesaria para el cálculo de la pieza es de 5930 kN, lo que significa que la matriz de doblado debe soportar 5930 kN de presión de la máquina dobladora.
3. Principio de diseño del molde de doblado de cuello de cisne
Como se muestra en el paso de doblado 4 de la Fig. 2, si no hay una estructura de cuello de cisne, la pieza interferirá con el proceso de doblado, lo que interrumpirá el doblado y dificultará su conformado. El principio de diseño del molde de cuello de cisne consiste en utilizar la estructura de cuello de cisne para evitar que la pieza interfiera con el molde durante el proceso de conformado.
4. Determinación de los parámetros de la matriz de doblado de cuello de cisne
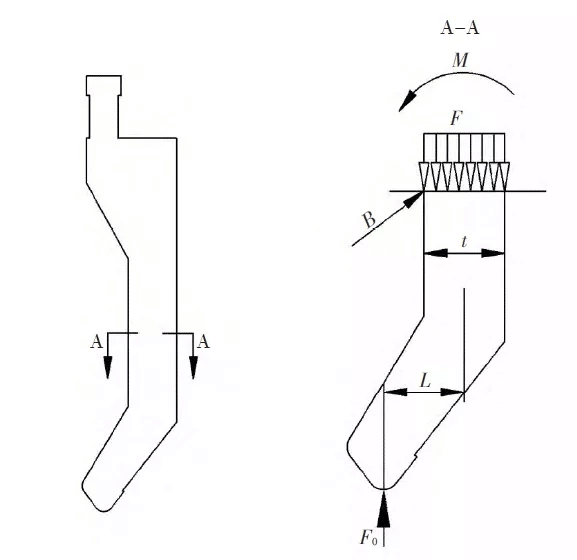
Como se muestra en la Fig. 3, se muestra un diagrama esquemático de una matriz de doblado de cuello de cisne. La excentricidad L y el ancho t del cuello de cisne son los parámetros clave que afectan la resistencia de la matriz. Para satisfacer las necesidades de conformado de piezas, el diseño inicial del ancho del cuello de cisne es de 50 mm, y su excentricidad L debe ser (t/2+2,5) mm, donde t es el ancho de la sección del molde más alejada del centro de presión, es decir, t = 50 mm.
5. Análisis de intensidad
Se lleva a cabo el análisis de resistencia de la sección de cuello de cisne del molde. Además de la presión de la dobladora, el molde está sometido al momento de flexión causado por la presión en la sección de cuello de cisne. Seleccione la sección AA del cuello de cisne para el análisis de resistencia y realice el cálculo de la ecuación de columna: el análisis de resistencia de la sección de cuello de cisne del molde, además de la presión de la dobladora, el molde también está sometido a presión en la sección de cuello de cisne. El momento de flexión. Como se muestra en la Fig. 4, el análisis del estado de tensión AA de la sección peligrosa de cuello de cisne muestra que el ancho de la sección es t, la distancia vertical entre el centro de presión de la dobladora y el centroide de la sección AA es L, y la presión proporcionada por la dobladora a la matriz de doblado es F, la fuerza F0 de la reacción de la pieza de trabajo a la matriz de doblado, el momento de flexión de la sección es M, y existe una posibilidad de rotura en el punto B de la sección. Después del análisis, se dibuja un diagrama simplificado del estado de fuerza de la sección mostrada en la Fig. 4 AA.
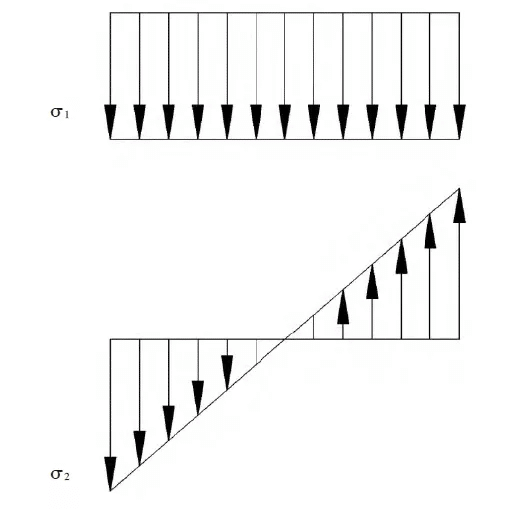

σ1——tensión generada por la fuerza externa F0
σ2——la tensión generada por el momento flector
En la ecuación (5), W es el coeficiente de flexión de la sección. Dado que la sección AA es un rectángulo de altura t y longitud h, entonces, w = t²h/6.
De la fórmula (2), M=F0×L, y sustituimos W y M en la fórmula:

t——el espesor de la sección A, mm
L——la distancia vertical entre el centro de presión de la máquina dobladora y el centroide de la sección A, mm
h——la longitud de la matriz de doblado, mm
Sustituyendo los valores σ1 y σ2 en la ecuación (3) se obtiene σ3 como:

σ3—la suma del momento flector y la tensión generada por M y la fuerza externa F0

F1——Esfuerzo máximo que puede soportar la sección peligrosa AA del molde
δs——la resistencia al rendimiento del material del modo de flexión
Sustituyendo el resultado σ3 de la fórmula (7) en la fórmula (8) para obtener F1
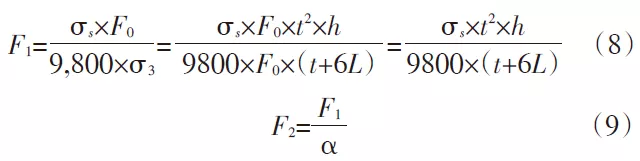
En la fórmula (9), α es el factor de seguridad, cuyo valor suele estar entre 1,1 y 1,2. En este cálculo, se toma α = 1,15 y se sustituyen los valores de α y F1 en la fórmula (9):

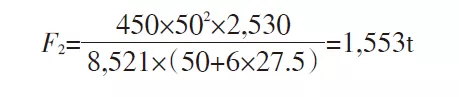
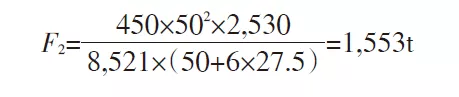
δs = 450 MPa, h = 2530 mm, t = 50 mm, L = 27,5 mm. Sustituido en la fórmula (10), el valor de F2 es 1553 t, lo que significa que la sección AA diseñada con una gran fuerza de flexión puede soportar una tensión de 1553 t. Este valor es mucho mayor que la fuerza de flexión durante el conformado de la pieza, lo que permite cumplir con los requisitos de conformado de la misma.
6. Optimización estructural
Según los resultados del cálculo anterior, la tensión de la sección peligrosa AA es de 15530 kN, que es mucho mayor que la fuerza de flexión de la pieza de trabajo que forma 5930 kN, lo que puede cumplir con los requisitos de moldeo de la pieza de trabajo.
Sin embargo, para reducir aún más la intensidad de mano de obra del operador y reducir el costo de fabricación del molde, es necesario optimizar el diseño del molde para que pueda satisfacer la realización del producto, reducir el
intensidad de trabajo del operador y reducir el costo de fabricación del molde.
Según la fórmula (10), la tensión experimentada por la sección peligrosa AA está relacionada con el límite elástico σs del material del molde, el espesor t de la sección A, la longitud h del modo de doblado y la distancia vertical L entre el centro de presión de la dobladora y el centroide de la sección A. Dado que el material del molde no suele variar, es decir, σs es un valor fijo; la longitud de la pieza de trabajo es de 2530 mm, que también es un valor fijo L = t/2+2,5; por lo tanto, la variable en la fórmula es solo t, y el valor de t se optimiza gradualmente:
Recalcule cambiando el valor de t de 50 a 30:

Recalcule el valor de t de 30 a 25 para el recálculo:

Recalcule cambiando el valor de t de 25 a 20:
Según los resultados del cálculo anterior, se puede observar que F32 es menor que la fuerza máxima de flexión de la pieza conformada, F12 y F22 son mayores que la fuerza máxima de flexión de la pieza conformada, pero el costo de fabricación del molde es bajo, lo cual es conveniente para el operador para instalar y desmontar el molde, por lo que finalmente se determinó que la sección peligrosa AA del molde tenía un ancho de 25 mm. El espesor de la parte de trabajo de la parte restante del molde está diseñado de acuerdo con 25 mm. La curva del cuello de cisne está excesivamente curvada para evitar la concentración de tensión local. El tamaño de la interfaz del molde y el equipo puede diseñarse de acuerdo con el mecanismo de sujeción del equipo.
7. Verificación de efectos
La práctica ha demostrado que el molde puede soportar la tensión de la pieza doblada, y que su rigidez y resistencia satisfacen las necesidades reales de producción. Para adaptarse a la dinámica de los talleres actuales de fabricación de piezas de alta eficiencia, bajo costo y ritmo acelerado, el diseño del molde, como insumo de costo fuente, es un componente importante del costo de las piezas. La fórmula y el proceso de cálculo se pueden promover y aplicar en el proceso de diseño de moldes de cuello de cisne.
8. Conclusión
La sección peligrosa del troquel de doblado de cuello de cisne es la más alejada del centro de presión. En ciertas condiciones del material y la estructura del molde, la resistencia de esta sección es proporcional a su espesor.











