








Y32 vs Y27: Diferencias entre conformado y embutición profunda
En este artículo, exploraré las diferencias clave entre las máquinas Y32 y Y27, centrándome en sus aplicaciones únicas en los procesos de conformado y embutición profunda. Comprender estas diferencias es crucial para seleccionar el equipo adecuado para sus necesidades de fabricación específicas. Al profundizar en las capacidades y características de ambos modelos, comprenderá mejor el funcionamiento de cada máquina y las ventajas que ofrecen. Tanto si está considerando una actualización como si simplemente desea aprender más sobre estas tecnologías, esta guía le proporcionará información valiosa para optimizar su proceso de toma de decisiones.
Desglose de las diferencias
La diferencia entre formar con un Y32 prensa hidráulica y embutición profunda con un Y27 prensa hidráulica La clave reside en las técnicas, aplicaciones y resultados específicos de cada proceso. A continuación, se detallan las diferencias entre el conformado y la embutición profunda, junto con sus respectivas aplicaciones en prensas hidráulicas:
Conformado con prensa hidráulica Y32:
●Técnica:
El conformado con una prensa hidráulica Y32 implica remodelar materiales planos o preformados en las formas deseadas utilizando diversas técnicas como doblado, estiramiento, punzonado y forjado.
El material sufre una deformación plástica pero generalmente mantiene su espesor original durante todo el proceso de formación.
●Aplicaciones:
Las prensas hidráulicas Y32 se utilizan para una amplia gama de aplicaciones de conformado en distintas industrias, incluidas la automotriz, la aeroespacial, la construcción, los bienes de consumo y la maquinaria industrial.
Las piezas formadas más comunes incluyen soportes, paneles, carcasas, tubos y componentes estructurales.
●Resultado:
El objetivo principal del conformado con una prensa Y32 es lograr formas o configuraciones específicas de piezas sin alterar significativamente el espesor del material.
Las piezas formadas pueden tener geometrías complejas, pero su espesor permanece relativamente constante en comparación con las piezas embutidas profundas.
Embutición profunda con prensa hidráulica Y27:
●Técnica:
El embutido profundo con una prensa hidráulica Y27 es un proceso de conformado especializado que se utiliza para crear piezas huecas y tridimensionales a partir de piezas en bruto de chapa metálica plana.
El material en blanco se introduce en la cavidad de una matriz mediante un punzón, lo que produce un adelgazamiento y estiramiento significativos del material.
●Aplicaciones:
Las prensas hidráulicas Y27 están diseñadas específicamente para aplicaciones de embutición profunda, que se encuentran comúnmente en industrias como la automotriz, el embalaje de consumo, los utensilios de cocina, la electrónica y los dispositivos médicos.
La embutición profunda se utiliza para producir componentes como latas, contenedores, paneles de carrocería de automóviles, carcasas de electrodomésticos y compartimentos para dispositivos médicos.
●Resultado:
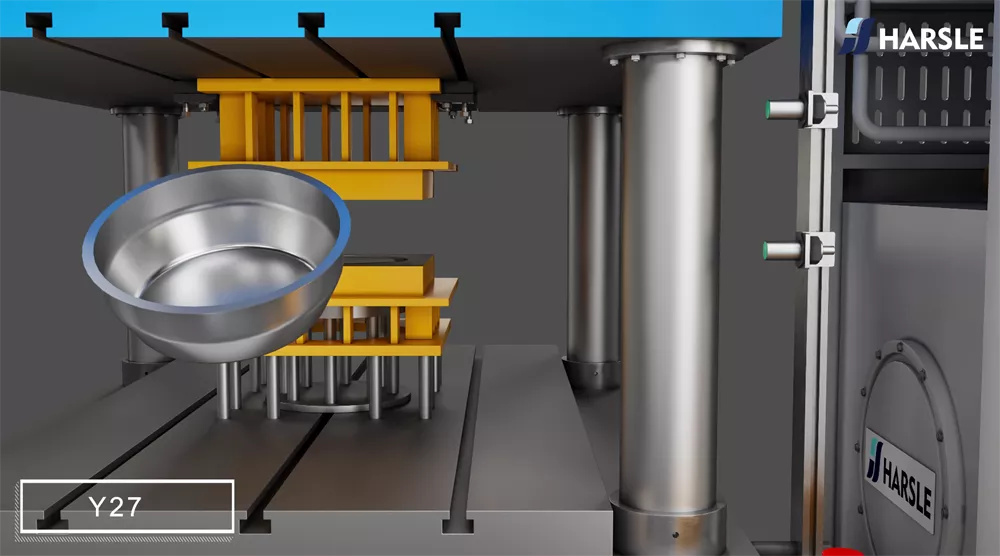
El resultado principal del embutido profundo con una prensa Y27 es la creación de piezas complejas y huecas con una profundidad mayor que el espesor del material original.
Las piezas embutidas profundamente suelen presentar un adelgazamiento y estiramiento significativos del material, con transiciones suaves y arrugas mínimas.
Resumen de las diferencias:
1. Proceso: El conformado con una prensa Y32 implica remodelar los materiales en las formas deseadas sin adelgazamiento significativo, mientras que el embutido profundo con una prensa Y27 implica estirar y adelgazar el material para crear piezas huecas y tridimensionales.
2. Aplicaciones: Las prensas hidráulicas Y32 se utilizan para una amplia gama de aplicaciones de conformado, mientras que las prensas Y27 están especializadas para aplicaciones de embutición profunda.
3. Resultados: Las piezas formadas a partir de una prensa Y32 mantienen un espesor relativamente constante, mientras que las piezas embutidas profundamente a partir de una prensa Y27 presentan un adelgazamiento y estiramiento significativos.
Proceso de trabajo detallado
Conformado con prensa hidráulica Y32:

Preparación del material:El conformado con una prensa hidráulica Y32 comienza con la preparación del material a conformar, que puede incluir láminas planas o piezas preformadas de metal.
Configuración de herramientas:Las herramientas, incluidas las matrices (hembra) y los punzones (macho), se seleccionan y se instalan en la bancada de la prensa según la forma y las dimensiones deseadas de la pieza formada.

Material de carga:El material se coloca sobre la superficie de la matriz, lo que garantiza una alineación y un posicionamiento adecuados para el proceso de formación.

Sujeción y sujeción:La prensa sujeta el material de forma segura en su lugar para evitar que se mueva durante el conformado, lo que garantiza una forma precisa de la pieza.

Operación de conformado:La prensa hidráulica aplica una fuerza controlada al punzón, que luego deforma el material en la forma de la cavidad de la matriz.


Se pueden emplear diversas técnicas de conformado, como doblado, estiramiento, punzonado o forjado, dependiendo de los requisitos de la pieza.
Operaciones múltiples:Para piezas complejas, se pueden realizar múltiples operaciones de conformado de manera secuencial, con ajustes en las herramientas y la configuración de la prensa entre cada operación.
Expulsión y acabado:Una vez completado el proceso de formación, la pieza formada se expulsa de la cavidad de la matriz. Cualquier exceso de material se recorta y se pueden realizar operaciones de acabado, como desbarbado o tratamiento de superficie, según sea necesario.


Embutición profunda con prensa hidráulica Y27:

Preparación del material:El embutido profundo con una prensa hidráulica Y27 comienza con la preparación del material, normalmente chapas metálicas planas del espesor adecuado para la pieza deseada.
Configuración del troquelSe selecciona una matriz de embutición profunda especializada y se instala en la base de la prensa, con una cavidad de matriz diseñada para adaptarse a la geometría de la pieza final.
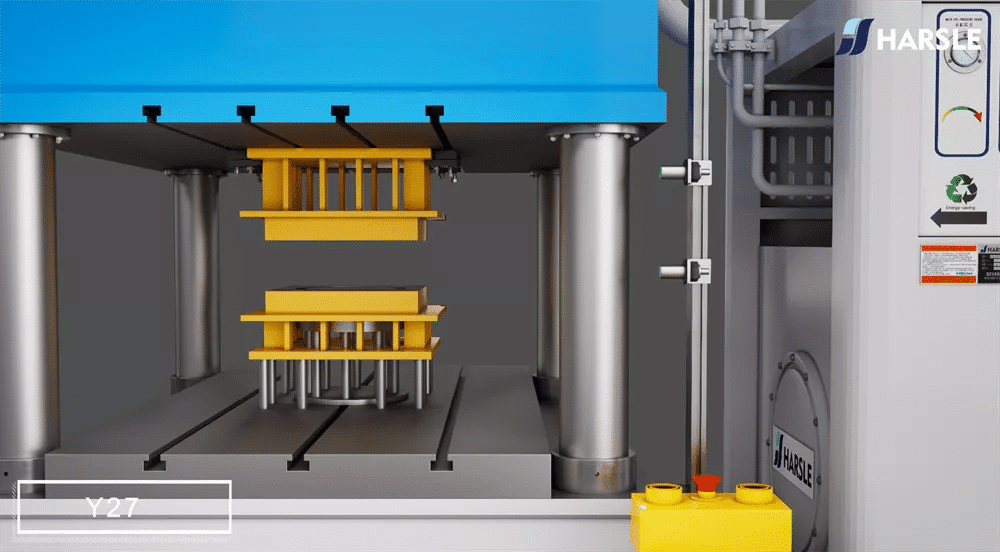
Carga de material:El material en blanco se coloca sobre la superficie de la matriz y se alinea dentro de la cavidad de la matriz, lo que garantiza un posicionamiento adecuado para el proceso de embutido.
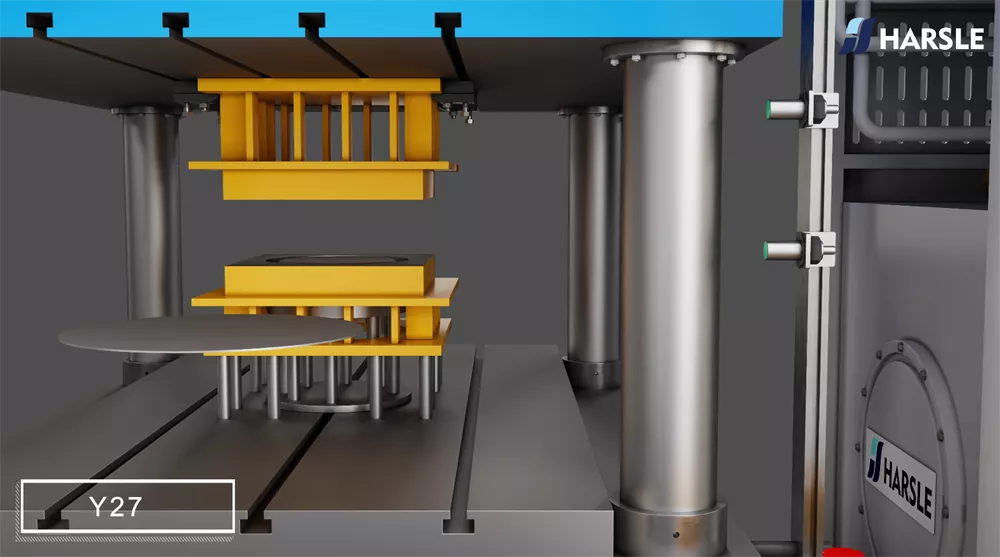
Sujeción y sujeción:La prensa sujeta el material en blanco de forma segura alrededor de sus bordes, manteniéndolo en su lugar para evitar que se mueva durante el dibujo.
Operación de dibujo:La prensa hidráulica aplica una fuerza controlada al punzón, que arrastra el material en blanco hacia la cavidad de la matriz.

A medida que se estira el material, sufre un adelgazamiento y estiramiento significativos, adaptándose a la forma de la cavidad de la matriz para crear la pieza final.
Control de formación:Las almohadillas de dibujo y las almohadillas de matriz, si están equipadas, brindan soporte y control adicionales durante el proceso de dibujo, minimizando las arrugas y garantizando la precisión de la pieza.


Redibujado y acabado:Para piezas con geometrías complejas o tolerancias ajustadas, se pueden realizar múltiples operaciones de dibujo de manera iterativa para lograr la forma y las dimensiones deseadas. Una vez completado el dibujo, la pieza formada se expulsa de la cavidad de la matriz, se recorta el exceso de material y se termina según sea necesario.

En resumen, si bien tanto el conformado con una prensa hidráulica Y32 como el embutido profundo con una prensa hidráulica Y27 son procesos de trabajo de metales que involucran prensas hidráulicas, difieren en técnicas, aplicaciones y resultados, y atienden diferentes necesidades de fabricación y requisitos del producto.
Russia-Customer-Feedback-5.jpg)
Russia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)








