








Dobladora de paneles Mejore significativamente la eficiencia de la producción, especialmente al afrontar plazos de producción ajustados donde cada segundo cuenta. Los fabricantes me preguntan con frecuencia si elegir una paneladora en lugar de una prensa plegadora tradicional realmente acorta los tiempos de ciclo. En este artículo, demostraré exactamente cómo estas máquinas mejoran la productividad, identificaré los principales ahorros de tiempo y destacaré las consideraciones clave al configurar una paneladora. Al final, comprenderá claramente si incorporar una paneladora es la decisión correcta para su taller y cómo aprovechar al máximo sus capacidades.
Cómo una Dobladora de paneles Acelera todo el flujo de trabajo
1. Los cambios automatizados de herramientas eliminan el tiempo de inactividad manual
A diferencia de una plegadora convencional, donde el operador debe aflojar las abrazaderas, cambiar los punzones y ajustar a cero el tope trasero, una paneladora moderna selecciona automáticamente las cuchillas superiores e inferiores correctas en segundos. En nidos de piezas mixtas, esta función por sí sola puede recortar. de tres a ocho minutos por cambio, multiplicando la producción diaria.
2. La calibración integrada reduce la manipulación de las piezas

Una prensa plegadora de carrera larga suele requerir un operario adicional o una grúa para piezas grandes. Las paneladoras utilizan ventosas integradas o soportes que calibran y sujetan la chapa. Esto significa que un operario puede manipular piezas de hasta 3 m de ancho sin asistencia, lo que reduce los costes de mano de obra y mantiene un rendimiento estable.
3. Recuento de ciclos de cortes de flexión bidireccional
Dado que la unidad de plegado puede plegarse tanto hacia arriba como hacia abajo, las piezas que antes requerían operaciones de "volteo y conformado" en una prensa plegadora se terminan con una sola abrazadera. Cajones complejos, paneles de climatización o armarios eléctricos a menudo se reducen de seis o siete golpes a solo... dos o tres pliegues, mejorando el tiempo takt y la precisión.
4. El control de ángulo adaptativo evita tener que repetir el trabajo
Los sensores de precisión miden la recuperación elástica sobre la marcha y ajustan la posición de la cuchilla con una precisión de 0,1°. Ya no pierdo tiempo con dobleces de prueba ni con piezas de descarte, lo que mantiene un alto rendimiento de la materia prima y elimina las paradas de la línea para corregir ángulos.
Configuración de una dobladora de paneles para lograr la máxima eficiencia
Paso 1: Diseñe una zona de entrada sin obstrucciones
Deje libre al menos una hoja delante de la máquina. Un suelo nivelado y sin residuos evita la desalineación de las hojas, lo que podría provocar paradas de emergencia.
Paso 2: Programe sin conexión siempre que sea posible
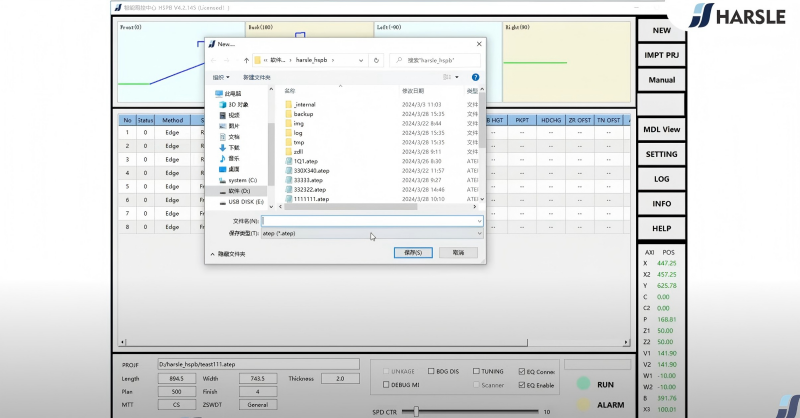
Utilice el paquete CAM del proveedor para generar secuencias de plegado mientras la máquina ejecuta otro trabajo. Al importar archivos STEP o DXF y simular colisiones con antelación, mantengo el tiempo de inactividad del husillo prácticamente a cero.
Paso 3: Calibrar la presión del soporte en blanco
Para aluminio delgado, necesitará una fuerza de sujeción menor que para paneles de acero dulce de 3 mm. Siga la tabla del fabricante y luego verifique rápidamente el ángulo de curvatura con un transportador digital para fijar el ajuste.
Paso 4: Programe el mantenimiento preventivo
Lubrique las guías lineales semanalmente e inspeccione las servocorreas cada 1000 horas. Una avería imprevista en una paneladora puede paralizar toda una línea de montaje, por lo que considero el mantenimiento como parte de la producción.
Largo plazo versus corto plazo: ¿cuándo gana un doblador de paneles?

| Perfil del puesto | Tiempo de ciclo de la dobladora de paneles | Tiempo de ciclo de la prensa plegadora | Ganador |
|---|---|---|---|
| 500 de descuento, paneles laterales HVAC, 1 mm GI | 14 s/parte | 32 s/parte | Dobladora de paneles |
| 30 de descuento, chasis prototipo, acero inoxidable de 2 mm | 55 s/parte | 48 s/parte | Prensa plegadora (lote pequeño) |
| 2.000 unidades, frentes de cajón, 0,8 mm Al | 12 s/parte | 29 s/parte | Dobladora de paneles |
Para lotes superiores aproximadamente 100 piezas idénticasEl cambio automático de herramientas y los plegados bidireccionales de la paneladora superan con creces incluso a una prensa plegadora eléctrica de alta velocidad. En trabajos pequeños, únicos o de prototipos, la prensa plegadora de configuración rápida sigue siendo una buena opción.
Preguntas frecuentes
¿Puedo doblar acero de alta resistencia en una paneladora sin que se agriete?
Sí, pero debe reducir la holgura de plegado y aumentar la presión del portapiezas. Consulte siempre la tabla de límite elástico máximo de la máquina antes de programar el trabajo.
¿Cómo una paneladora mejora la eficiencia de producción en nidos de materiales mixtos?
La máquina almacena parámetros separados de presión, velocidad y separación de cuchillas para cada grado de material. Cambiar de aluminio a acero inoxidable se realiza en segundos, sin necesidad de cambiar manualmente las herramientas, lo que mantiene una OEE superior a 85 %.
¿Es más fácil la formación del operador que con una prensa plegadora CNC?
En mi experiencia, los nuevos empleados aprenden a ejecutar piezas simples en una paneladora en dos días porque la HMI ofrece asistentes de configuración guiados; la programación avanzada de una prensa plegadora puede llevar semanas.
¿Qué superficie útil requiere una paneladora de 1250 mm?
Planifique aproximadamente 5 m × 6 m, incluida una cerca de seguridad y un área de alimentación, similar a una celda de prensa plegadora de tamaño mediano de 100 toneladas, pero con menos tráfico de montacargas.
Conclusión
Una paneladora agiliza los cambios de herramientas, minimiza la manipulación de piezas y ofrece plegados bidireccionales que reducen drásticamente el tiempo total del ciclo, especialmente en producciones de volumen medio a alto. Si su planta tiene problemas con cuellos de botella en el departamento de plegado, la actualización a una paneladora podría aumentar la eficiencia general del equipo en 20 % o más.
¿Está listo para cuantificar las ganancias en su propia fábrica? Contácteme ahora para un estudio de tiempo personalizado o para reservar una demostración en el sitio. Juntos construiremos un flujo de trabajo de plegado que satisfaga las demandas modernas de plazos de entrega y posicione a su empresa por delante de la competencia.



