








¿Cómo funciona el sistema hidráulico de la prensa plegadora?

En mi experiencia con prensas plegadorasComprender el funcionamiento del sistema hidráulico es esencial para optimizar el rendimiento y garantizar la precisión en las operaciones de plegado. El sistema hidráulico de la prensa plegadora está diseñado para convertir la energía hidráulica en fuerza mecánica, lo que permite un plegado preciso y eficiente de chapas metálicas. A lo largo de los años, he profundizado en las complejidades de este sistema, desde la función del fluido hidráulico hasta los diversos componentes que trabajan en armonía para generar la fuerza deseada. En este artículo, explicaré el funcionamiento del sistema hidráulico de la prensa plegadora, proporcionando información que puede ayudar a los operadores a comprender mejor y aplicar mejor esta tecnología vital.
Introducción
Prensa plegadora Es una máquina dobladora ampliamente utilizada que ya alcanza la eficiencia hidráulica. La prensa plegadora, como equipo importante para el procesamiento de chapa metálica, desempeña un papel insustituible y es decisiva en la calidad del producto, la eficiencia del procesamiento y la precisión. Generalmente, la prensa plegadora es de pistón superior y se compone de bastidor, bloque deslizante, sistema hidráulico, cremallera de carga frontal, tope trasero, molde, sistema eléctrico, etc., como se muestra en la figura 1.
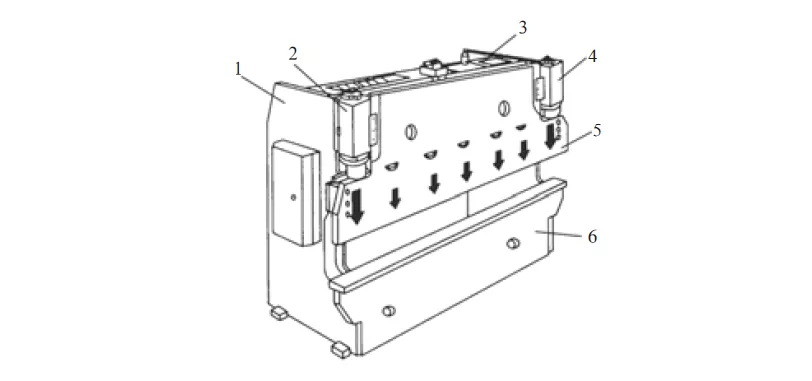
1. Montante izquierdo 2. Cilindro de aceite izquierdo 3. Tanque de aceite 4. Cilindro hidráulico derecho 5. Cilindro 6. Mesa de trabajo
Se forma una presión vertical hacia abajo mediante dos cilindros hidráulicos que trabajan en paralelo para impulsar la matriz sobre la viga de doblado para completar el proceso de doblado.
El sistema de control hidráulico, como el cerebro de la prensa plegadora, controla principalmente el funcionamiento sincrónico del proceso de doblado y el posicionamiento del cilindro hidráulico cuando la prensa plegadora está completamente cargada.
En este post analizaremos ¿cómo funciona el sistema hidráulico de la prensa plegadora?
Sistema hidráulico
Para cada movimiento de flexión, el proceso de flexión típico de la viga de flexión superior incluye:
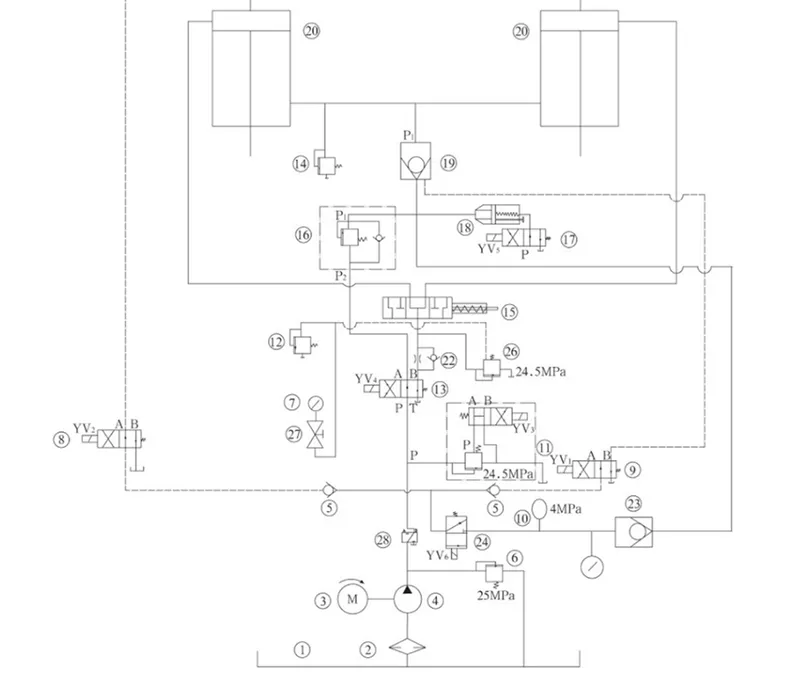
1. Arranque de la bomba de aceite

El motor girará en la dirección indicada por la flecha de la bomba, es decir, en el sentido de las agujas del reloj, accionando la bomba de pistones axiales.
El aceite se descarga a través de la tubería hacia la placa de válvulas y la válvula de descarga electromagnética para regresar al tanque.
Cuando la válvula N.° 19 está cerrada, el aceite en la cavidad inferior del cilindro N.° 20 se mantiene en una posición fija.
2. Movimiento descendente
El rápido movimiento descendente de la prensa plegadora se produce por la viga de plegado y el peso propio de los accesorios y la presión del aceite.
En el proceso, el cilindro hidráulico no tiene cavidad de varilla a través de la válvula de llenado, y la cavidad de la varilla producirá contrapresión y el líquido de aceite regresará rápidamente.
El movimiento de avance rápido comienza desde el punto muerto superior.
Después de un breve período de desaceleración, el deslizador reduce su velocidad a una cierta distancia de la placa de flexión.
Cuando los electroimanes No.YV1, No.24YV6, No.13YV4, No.17 YV5 están funcionando, el bloque deslizante cae rápidamente y la velocidad de descenso se ajusta mediante la válvula No.18.
El aceite de la cámara inferior del cilindro N°20 ingresa al tanque a través de los cilindros 19, 18 y 17.
El aceite de la cámara superior del cilindro de aceite Nº 20 se inyecta a través de la válvula 21.
Cuando el control deslizante cae hasta el límite, los interruptores No.9 YV1, No.8 YV2, No.11YV3, No.13YV4 y No.24YV6 funcionan y el ariete cambia a velocidad de trabajo.
Cuando el control deslizante no está sincronizado, la válvula n.° 15 se corrige automáticamente.
La posición de caída del bloque deslizante está restringida por el bloque mecánico en el cilindro.
3. Doblado
La fase de flexión comienza con la acumulación de presión en la cavidad sin barra.

La velocidad de doblado está limitada por la cantidad de aceite suministrada por la bomba de aceite, por otro lado, se puede ajustar mediante la válvula de dirección de la válvula proporcional.
Al mismo tiempo, la válvula de dirección también controla el funcionamiento sincrónico de la viga de flexión y el posicionamiento del punto muerto inferior.
La fuerza de flexión está limitada por la válvula de alivio proporcional para limitar la presión de la bomba.
Los valores correspondientes de velocidad, sincronización, posicionamiento y presión son todos del CNC.
El interruptor de pedal o botón controla el tiempo de trabajo del electroimán, que incluye No.9 YV1, No.8 YV2, No.11YV3, No.13YV4 y No.24YV6, que realizan la distancia de movimiento cuando cae el bloque deslizante.
La velocidad de caída de la corredera se ajusta mediante la válvula 16
El control deslizante está controlado hacia arriba por No.11YV3 y No.24YV6.
La duración del tiempo de trabajo del mismo electroimán puede alcanzar la distancia de movimiento del control deslizante.
4. Alivio de presión
El alivio de tensiones de la cavidad sin barra comienza cuando llega al fondo del punto muerto, o después de un corto período de tiempo de retención, de esta manera, el material tiene tiempo suficiente para formarse y mejorar aún más la precisión dimensional de las piezas.

El mantenimiento y el alivio de presión se realizan mediante la válvula direccional proporcional de acuerdo con el dispositivo de control numérico.
Para mejorar la eficiencia del procesamiento, el tiempo de reducción debe ser lo más corto posible.
Sin embargo, para evitar el impacto de la descarga en todo el sistema, es necesario extender el tiempo de descarga tanto como sea posible.
En resumen, la curva de alivio de presión debe ser lo más suave posible, no demasiado pronunciada.
La optimización de todo el proceso se logra mediante la válvula direccional proporcional.
5. Retorno del cilindro maestro
El caudal de la bomba y del cilindro hidráulico tienen el área de presión de la cavidad de la barra, lo que determina la velocidad máxima de retorno, en la mayoría de los casos, cerca de la velocidad más rápida.

El retorno también requiere el funcionamiento sincrónico, comenzando con la reducción de presión de la cavidad de la barra hasta el final del punto muerto superior.
En el instante del retorno es necesario restablecer la presión del electroimán No.8VY2 durante 2 segundos.
Luego, el electroimán No.11YV3, No.24YV6 comienza a funcionar, el bloque deslizante regresa y la velocidad de retorno permanece constante.
6. Ajuste de presión de la prensa plegadora
La válvula de desbordamiento de alta presión n.° 6 y la válvula de desbordamiento electromagnética n.° 11 sirven principalmente para mantener la potencia nominal de la prensa plegadora.
La válvula de sobrepresión n.° 14 regula la fuerza de retorno de la máquina para no dañarla por sobrecarga.
La presión de trabajo en el sistema hidráulico se puede leer en el manómetro nº 7.
La presión de nitrógeno del acumulador No. 10 controla principalmente la presión requerida para operar la válvula No. 19/21.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






