








Cómo resolver problemas de recuperación elástica en estampado y doblado (análisis y solución)
Entendiendo el Springback
La recuperación elástica se produce cuando la recuperación elástica del material supera la deformación plástica lograda durante el estampado o proceso de dobladoEste fenómeno puede provocar errores dimensionales, lo que requiere ajustes y retrabajo. Comprender los factores que contribuyen a la recuperación elástica es esencial para una resolución eficaz de problemas.
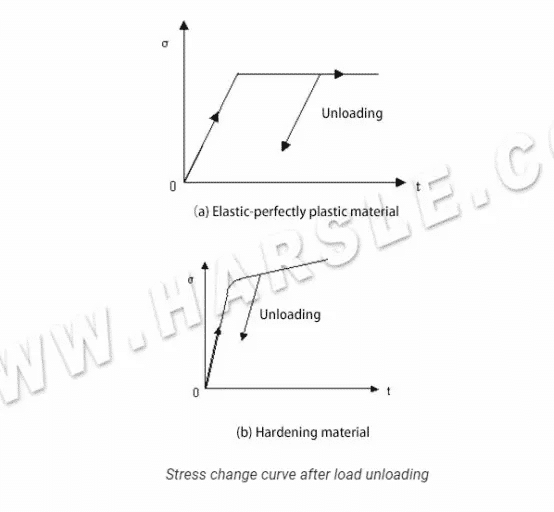
La recuperación elástica significa que, al retirar la carga, la forma del cuerpo deformado se restaura parcialmente. La forma y el tamaño de la pieza no coinciden con la forma y el tamaño de la superficie de trabajo. matriz de estampaciónEl tamaño de la pieza no está dentro del rango de tolerancia, lo que afecta la precisión del ensamblaje del producto. Es urgente solucionar el error del producto causado por el rebote.
Durante el estampado se produce deformación plástica, pero también deformación elástica. Tras descargar la carga de conformado, las piezas recuperan su forma elástica hasta cierto punto. La recuperación elástica es la deformación que debe generarse tras el conformado de la lámina y la extracción del molde, lo que afecta a su forma final. La magnitud de la recuperación elástica afecta directamente la precisión geométrica de la pieza y constituye un defecto de conformado difícil de corregir durante el proceso.
Factores que influyen en la recuperación elástica de las piezas estampadas
⑴Propiedades del material Al estampar piezas con diferentes resistencias, desde placas comunes hasta placas de alta resistencia, cada placa tiene su propio límite elástico. Cuanto mayor sea el límite elástico, más fácil será su recuperación elástica. Las piezas de placa gruesa generalmente están hechas de acero al carbono laminado en caliente o de acero de baja aleación y alta resistencia laminado en caliente. En comparación con las chapas delgadas laminadas en frío, las chapas gruesas laminadas en caliente presentan una calidad superficial deficiente, grandes tolerancias de espesor, propiedades mecánicas inestables y menor elongación.
⑵Espesor del material Durante el proceso de conformado, el espesor de la lámina influye considerablemente en el rendimiento de flexión. A medida que aumenta el espesor de la lámina, el fenómeno de recuperación elástica disminuye gradualmente. Esto se debe a que, al aumentar el espesor de la lámina, aumenta el material involucrado en la deformación plástica y, por lo tanto, la deformación de recuperación elástica también aumenta, y por lo tanto, la recuperación elástica disminuye.
Con la mejora continua de la resistencia de los materiales en piezas de chapa gruesa, el problema de la precisión dimensional causado por la recuperación elástica se agrava cada vez más. El diseño del molde y la posterior depuración del proceso requieren comprender la naturaleza y el tamaño de la recuperación elástica de la pieza para adoptar las contramedidas y los planes de solución correspondientes.
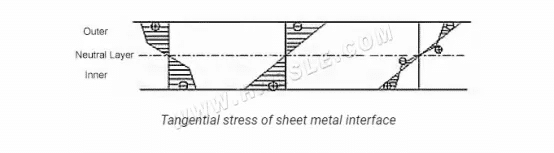
Para piezas de chapa metálica gruesa, la relación entre el radio de curvatura y el espesor de la chapa es generalmente muy pequeña y no se pueden ignorar la tensión en la dirección del espesor y su cambio de tensión.
⑶Forma de la pieza La recuperación elástica de piezas con diferentes formas varía considerablemente. Generalmente, las piezas con formas complejas se añaden mediante una secuencia de conformado para evitar la recuperación elástica cuando el conformado no está en su lugar, y algunas piezas con formas especiales son más propensas a la recuperación elástica, como los ceros en forma de U. En el caso de los componentes, durante el proceso de análisis y conformado, se debe considerar la compensación de la recuperación elástica.
⑷Ángulo central de flexión Cuanto mayor sea el valor del ángulo central de plegado, mayor será el valor acumulado de la recuperación elástica, lo que provocará una recuperación elástica importante. La longitud de la deformación de la pieza estampada aumenta con el aumento del ángulo central de plegado.

⑸Ajuste de holgura del molde Durante el diseño del molde, es necesario dejar un espacio del doble del espesor del material en la pieza de trabajo opuesta, donde el producto se acomoda. Para lograr un mejor flujo de materiales, es necesario investigar y adaptar las piezas del molde después de su procesamiento. Especialmente en moldes de doblado, cuanto mayor sea el espacio entre las piezas de trabajo, mayor será la recuperación elástica. Si el margen de error admisible en el espesor de la chapa es mayor, mayor será la recuperación elástica y el espacio entre los moldes no será adecuado.
⑹Radio de curvatura relativo El valor del radio de curvatura relativo es proporcional al valor de rebote, por lo que cuanto mayor sea la curvatura de la pieza estampada, más difícil será doblarla para darle forma.
⑺Proceso de conformado El proceso de conformado es un aspecto importante que limita su valor de resiliencia. En términos generales, el efecto de resiliencia de la flexión corregida es mejor que el de la flexión libre. Si se desea lograr el mismo efecto de procesamiento en la producción del mismo lote de piezas estampadas, la fuerza de flexión requerida para la flexión correctiva es mucho mayor que la requerida para la flexión libre. Por lo tanto, si se utiliza la misma fuerza de flexión en los dos métodos, el efecto final será diferente. Cuanto mayor sea la fuerza de corrección requerida para corregir la flexión, menor será la recuperación elástica de la pieza estampada. La fuerza de flexión correctiva estirará las fibras en el exterior y el exterior de la zona de deformación para lograr el efecto de conformado. Después de que se descarga la fuerza de flexión, las fibras internas y externas se acortan, pero la dirección de rebote de los lados interno y externo es opuesta, de modo que el rebote hacia afuera del estampado puede aliviarse hasta cierto punto.
Soluciones para el estampado con recuperación elástica
⑴Diseño del producto. En primer lugar, en cuanto a los materiales, para cumplir con los requisitos del producto, se deben seleccionar materiales con bajo límite elástico o aumentar su espesor según corresponda. En segundo lugar, el diseño y la forma de las piezas estampadas influyen significativamente en la recuperación elástica. Al doblar piezas estampadas complejas con formas curvas, debido a la tensión compleja en todas las direcciones, intervienen otros factores como la fricción. Es muy difícil eliminar los resortes, por lo que, al diseñar la forma del producto, se puede utilizar una combinación de varias piezas para resolver el problema de la recuperación elástica.
5Diseño de procesos. En primer lugar, el proceso de preformado del diseño del molde permite distribuir las piezas estampadas de una sola pieza en diferentes procesos, lo que reduce en cierta medida la tensión interna durante el conformado y soluciona el defecto de recuperación elástica. En segundo lugar, para reducir la separación entre los moldes cóncavos y convexos, se puede ajustar a aproximadamente el doble del espesor del material para maximizar el ajuste entre este y el molde. Al mismo tiempo, el endurecimiento del molde reduce eficazmente el desgaste de las piezas estampadas.
⑶Fuerza del soporte de la pieza en bruto. Fuerza del soporte de la pieza. El proceso de estampación es una medida importante. Optimizando continuamente la fuerza del soporte de la pieza, se puede ajustar la dirección del flujo del material y mejorar la distribución de la tensión interna. El aumento de la fuerza del soporte permite un embutido más completo de la pieza, especialmente en la pared lateral y la posición del ángulo R. Si el conformado es adecuado, se reduce la diferencia de tensión interna y externa, lo que a su vez reduce la recuperación elástica.
⑷Cuentas de tiro. Los cordones de estirado se utilizan ampliamente en la tecnología actual. Un ajuste adecuado de la posición de estirado permite cambiar eficazmente la dirección del flujo del material y distribuir eficazmente la resistencia de avance en la superficie de prensado, mejorando así la conformabilidad del material y facilitando su recuperación elástica. El ajuste de los cordones de estirado en piezas con recuperación elástica permite obtener piezas con un conformado más completo, una distribución de tensiones más uniforme y una reducción de la recuperación elástica.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)
Serbia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

