








Les 4 secrets que vous ne connaîtrez jamais sur la tête de soudage laser
Au cours de mon exploration du monde de la technologie du soudage laser, j'ai découvert des informations fascinantes sur les têtes de soudage laser, souvent méconnues. Si de nombreux professionnels en connaissent les bases, quatre secrets peuvent influencer significativement les performances et les résultats. Ces connaissances m'ont aidé à optimiser mes procédés de soudage et à obtenir de meilleurs résultats sur mes projets. Dans cet article, je vous dévoilerai ces quatre secrets que vous ignorez sur les têtes de soudage laser, vous fournissant ainsi des informations précieuses pour améliorer votre compréhension et votre utilisation de cette technologie de pointe.
Qu'est-ce qu'une tête de soudage laser :
Une tête de soudage laser est un composant essentiel de soudage au laser Systèmes conçus pour focaliser et diriger le faisceau laser sur la pièce à souder, pour un soudage précis et efficace. Cette technologie utilise des faisceaux laser à haute énergie pour fusionner des matériaux, généralement des métaux ou des thermoplastiques, produisant ainsi des soudures solides et nettes.

La tête de traitement laser est un élément clé de l'équipement de soudage laser. Elle permet d'ajuster la focalisation et la distance de travail afin d'obtenir la taille de point idéale. Elle intègre des unités fonctionnelles, telles que la focalisation et l'importation du laser. L'unité d'introduction et de distribution du gaz de protection, le système de refroidissement, le système de protection de la lentille, etc., est également équipée d'une unité de surveillance et de contrôle rétroactif pour le soudage laser avec rétroaction.
La tête de traitement laser est un élément clé de l'équipement de soudage laser. Elle permet d'ajuster la focalisation et la distance de travail afin d'obtenir la taille de point idéale. Elle intègre des unités fonctionnelles, telles que la focalisation et l'importation du laser. L'unité d'introduction et de distribution du gaz de protection, le système de refroidissement, le système de protection de la lentille, etc., est également équipée d'une unité de surveillance et de contrôle rétroactif pour le soudage laser avec rétroaction.
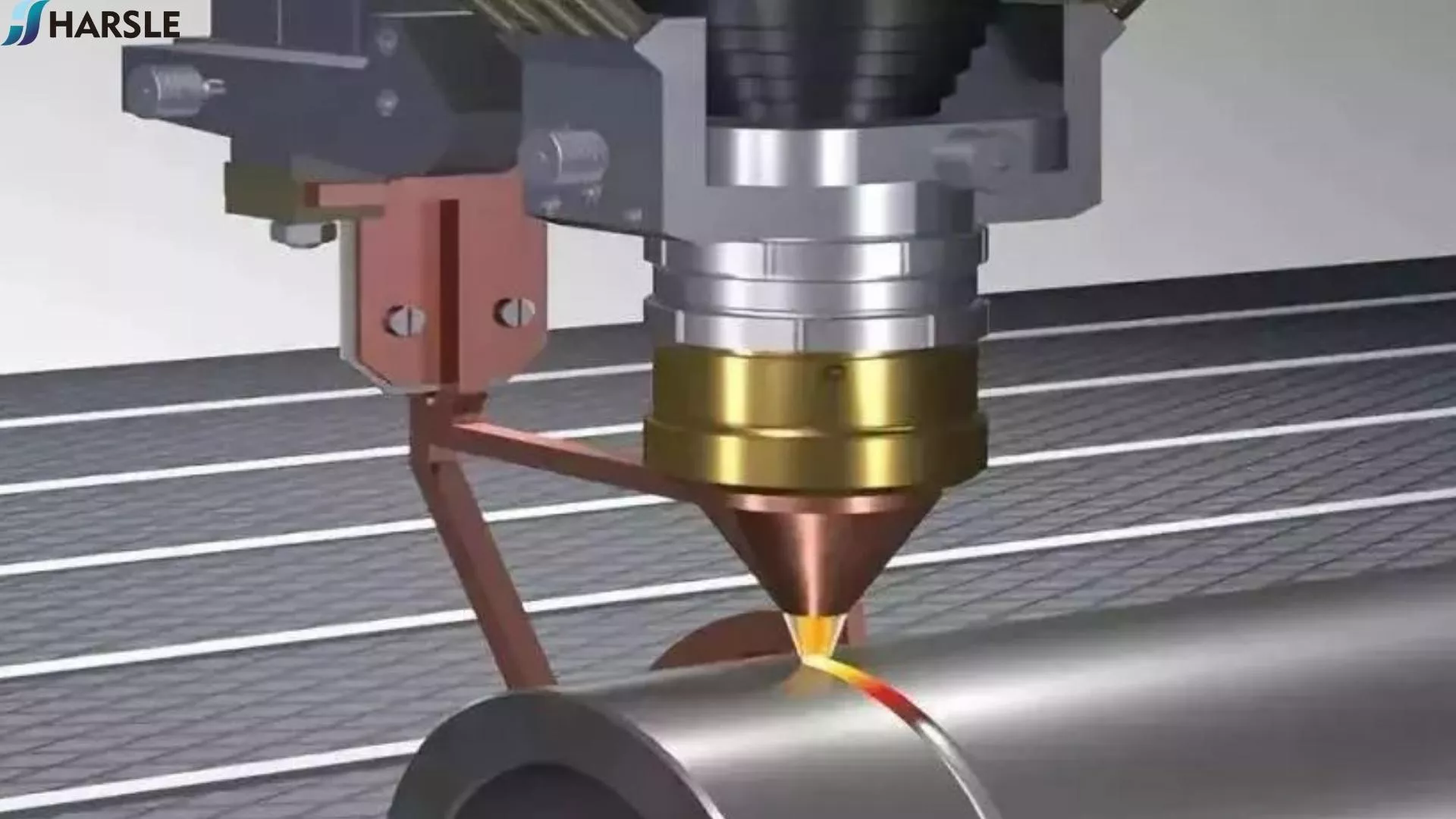
La structure de la buse de soudage laser est relativement complexe, ce qui joue un rôle important pour garantir la qualité du soudage. De nombreuses buses laser, chacune dotée de ses propres caractéristiques, ont été développées en Chine et à l'étranger. Pour la protection du gaz, il est essentiel de garantir une introduction et une répartition homogènes du gaz, ainsi qu'une bonne circulation, afin d'assurer une couverture uniforme de la zone de soudage laser et une protection optimale. En général, la conception coaxiale intégrée de la buse, de la zone de protection et du faisceau laser est la plus répandue. Malgré sa structure complexe et son coût élevé, la protection est efficace, stable et fiable. La méthode d'introduction du gaz de protection d'avant en arrière est relativement simple, mais son efficacité est faible, ce qui la rend rarement utilisée. La distance entre la buse et la pièce est généralement comprise entre 3 et 10 mm. Le diamètre de la buse est de 4 à 8 mm et le débit de gaz est compris entre 8 et 30 l/min. La figure suivante présente le schéma de principe de la buse de soudage laser.

Quand Soudage au laser CO2 Adoptant une protection contre l'oxygène, les exigences de conception des buses sont plus strictes afin de garantir une bonne géométrie du flux de gaz. Le principe de base de la conception est d'assurer un débit d'argon plus élevé pour augmenter la quantité de métal liquide et inhiber la génération de plasma. Plus la densité énergétique du laser utilisé est élevée, plus le débit d'argon doit être important. Cependant, un débit excessif d'argon risque de faire exploser le bain de fusion et de provoquer une déviation de la soudure. L'azote ne nécessite pas une conception de buse ni une géométrie de flux de gaz élevées, mais si la densité de puissance laser est élevée, des mesures appropriées doivent être prises pour supprimer la génération de plasma.
2. Buse de gaz de protection pour le soudage laser :
Il existe deux procédés de soudage différents dans le soudage laser :
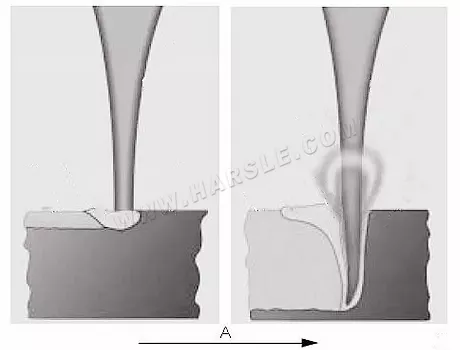
Soudage par conductivité thermique
Soudage à pénétration profonde
Lors du soudage par conduction thermique, le matériau ne fond qu'en surface. La soudure formée atteint quelques dixièmes de millimètre d'épaisseur. Ce procédé est principalement utilisé avec les lasers Nd:YAG pulsés. Contrairement au soudage par conduction thermique, le soudage à pénétration profonde produit des cordons de soudure très profonds et très étroits. Ce type de soudage est réalisé par un laser Nd:YAG en mode continu.
● Laser pulsé
Pour obtenir les meilleurs résultats de soudage avec un laser pulsé, le fil de soudage est généralement percé lentement. Le sens d'entrée du gaz de protection est librement sélectionnable.
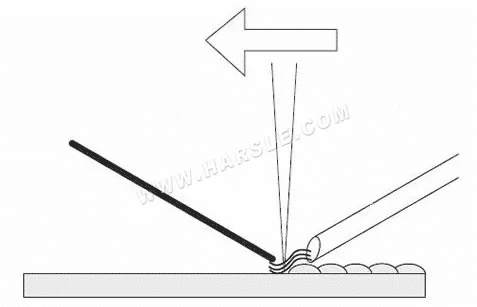
● Laser continu
Afin d'obtenir les meilleurs résultats de soudage avec les lasers à onde continue, le gaz de protection doit être introduit vers l'avant et l'entrée du fil de soudage doit être ralentie.

● Soudure sur le bord
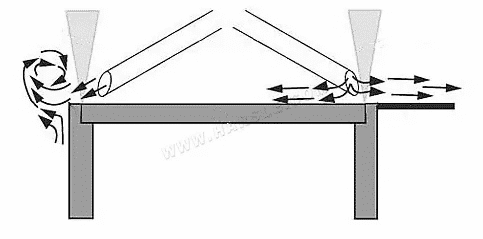
La disposition des buses d'alimentation en gaz de protection doit permettre un flux d'air laminaire et uniforme. En particulier, lors du soudage sur le bord, un vortex est généré, entraînant l'oxygène ambiant vers la zone de soudage. Si la teneur en oxygène est supérieure à 0,51 TP3T, le matériau peut réagir avec l'oxygène. En cas de soudage sur le bord, l'installation d'une plaque tampon permet d'éviter le vortex du flux d'air sur le bord. Pour obtenir les meilleurs résultats de soudage avec les lasers continus, le gaz de protection doit être introduit vers l'avant et l'alimentation du fil de soudage doit être ralentie.
3. Composants de la tête de soudage laser :
La tête de soudage laser est composée d'une unité de focalisation et d'introduction laser, d'une unité d'introduction et de distribution de gaz de protection, d'un système de refroidissement, d'un système de protection de lentille, etc. Dans le processus de soudage laser avec contrôle de rétroaction, elle dispose également d'une unité de surveillance et de contrôle de rétroaction.
Tout d'abord, la structure de la buse de soudage laser est relativement complexe, mais elle joue un rôle essentiel dans la protection et l'amélioration de la qualité du soudage. De plus, ces dernières années, des buses laser de différentes formes ont été développées, tant en Chine qu'à l'étranger, pour répondre aux besoins du marché et aux exigences des produits transformés. La protection gazeuse vise à assurer une introduction fluide du gaz et une distribution équilibrée, pour une meilleure protection. Actuellement, la buse de zone de protection et le faisceau laser sont coaxiaux et tendent vers une conception intégrée. Bien que ce réglage soit relativement complexe et augmente les coûts d'utilisation, la protection obtenue est relativement bonne, stable et fiable.
4. Le rôle de la tête de soudage laser :
La tête de traitement laser est un élément clé de l'équipement de soudage laser. Elle permet d'ajuster la distance focale et la distance de travail afin d'obtenir une taille de spot adaptée.
Lors de l'utilisation d'équipements tels qu'une machine de soudage laser, la tête laser est en fonctionnement lorsque le laser est émis. L'énergie nécessaire provient de l'équipement en cours de soudage. Pour améliorer efficacement la qualité du travail, une protection et une maintenance rigoureuses sont essentielles. Il est essentiel de veiller à la stabilité de la pièce dans son ensemble, car en utilisation réelle, la position de la tête laser peut être librement ajustée en fonction des besoins de la pièce à usiner. Cependant, une instabilité générale en cours d'utilisation peut entraîner des écarts de performance plus importants et, par conséquent, la qualité des pièces usinées peut ne pas être conforme aux exigences. Il est donc essentiel d'y prêter attention.