6 choses à savoir sur la technologie du soudage laser

Qu'est-ce que le soudage laser
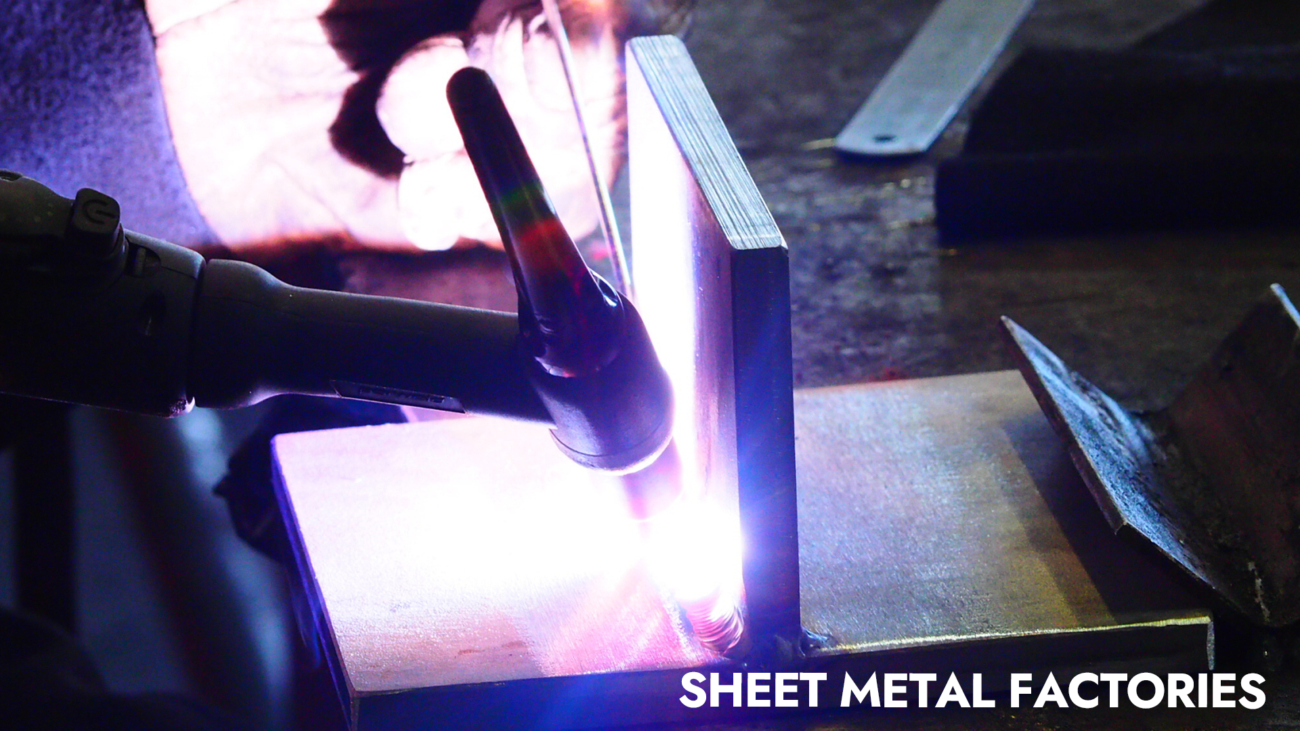
La technologie de soudage laser est une fusion technologie de soudage Ce procédé utilise un faisceau laser comme source d'énergie pour frapper le joint soudé et réaliser le soudage. Il est composé d'un oscillateur optique et d'un milieu placé entre les miroirs situés aux deux extrémités de la cavité de l'oscillateur.
1. Informations de base
Exciter des électrons ou des molécules pour produire des faisceaux lumineux concentrés et de phase identique lors de leur conversion en énergie. Le terme « laser » vient de l'abréviation de « Light Amplification by Stimulated Emission Radiation ».
Il est composé d'un oscillateur optique et d'un milieu placé entre les miroirs situés aux deux extrémités de la cavité de l'oscillateur. Lorsque le milieu est excité à un état de haute énergie, il commence à générer des ondes lumineuses de même phase et à se réfléchir entre les miroirs situés aux deux extrémités, formant ainsi un effet de jonction photoélectrique, amplifiant les ondes lumineuses et obtenant suffisamment d'énergie pour émettre une lumière laser.
Le premier faisceau laser au monde a été produit en 1960 grâce à l'utilisation d'une lampe flash pour exciter des grains de rubis. En raison de la capacité thermique limitée du cristal, il ne peut produire qu'un faisceau d'impulsions très brèves et de très basse fréquence. Bien que l'énergie de crête instantanée puisse atteindre 10~6 watts, la puissance délivrée reste faible.
2. Caractéristiques du soudage laser
Tout d'abord, soudage au laser L'apport de chaleur est minimisé, la variation métallographique de la zone affectée thermiquement est faible et la déformation due à la conduction thermique est également minimale. L'utilisation d'électrodes est inutile et il n'y a aucun risque de contamination ou d'endommagement des électrodes. De plus, comme il ne s'agit pas d'un procédé de soudage par contact, l'usure et la déformation de l'équipement sont minimisées. Le faisceau laser est facile à focaliser, à aligner et à guider par des instruments optiques. Il peut être placé à une distance appropriée de la pièce et peut être guidé entre les outils ou les obstacles autour de la pièce. Les autres méthodes de soudage ne peuvent pas être utilisées en raison des contraintes d'espace mentionnées ci-dessus. Deuxièmement, la pièce peut être placée dans un espace clos. Le faisceau laser peut être focalisé sur une petite zone, permettant ainsi de souder des pièces petites et rapprochées, une large gamme de matériaux et l'assemblage de matériaux hétérogènes. De plus, le soudage à grande vitesse est facilement automatisable et peut être contrôlé numériquement ou par ordinateur. Lors du soudage de matériaux minces ou de fils de faible diamètre, il n'est pas aussi facile de poser des problèmes que le soudage à l'arc.

3. Avantages du soudage laser
● L'apport de chaleur peut être réduit au minimum requis, la plage de changement métallographique de la zone affectée par la chaleur est faible et la déformation causée par la conduction thermique est également la plus faible.
● Les paramètres du processus de soudage en un seul passage pour les plaques d'épaisseur 32 mm ont été vérifiés et qualifiés, ce qui peut réduire le temps requis pour le soudage des plaques épaisses et même économiser l'utilisation de métal d'apport.
● L'utilisation d'électrodes est inutile et il n'y a aucun risque de contamination ou d'endommagement des électrodes. De plus, comme il ne s'agit pas d'un procédé de soudage par contact, l'usure et la déformation de l'équipement sont minimisées.
● Le faisceau laser est facile à focaliser, à aligner et à guider grâce à des instruments optiques. Il peut être placé à une distance appropriée de la pièce et peut être guidé entre les outils ou les obstacles autour de la pièce. Les autres méthodes de soudage ne peuvent pas être utilisées en raison des contraintes d'espace mentionnées ci-dessus.
● La pièce peut être placée dans un espace fermé.
● Le faisceau laser peut être focalisé sur une petite zone et peut souder des pièces petites et rapprochées.
● Il existe une large gamme de matériaux soudables et divers matériaux hétérogènes peuvent également être assemblés les uns aux autres.
● Il est facile d'automatiser le soudage à grande vitesse et il peut également être contrôlé numériquement ou par ordinateur.
● Lors du soudage de matériaux minces ou de fils de faible diamètre, il ne sera pas aussi facile de poser des problèmes que le soudage à l'arc.
● Il n'est pas affecté par le champ magnétique (le soudage à l'arc et le soudage par faisceau d'électrons sont faciles) et peut aligner avec précision la soudure.
● Peut souder deux types de métaux avec des propriétés physiques différentes (telles que des résistances différentes)
● Aucune protection contre le vide ou les rayons X n’est requise.
● Si une soudure perforée est utilisée, le rapport profondeur/largeur du cordon de soudure peut atteindre 10:1
● L'appareil peut être commuté pour transmettre le faisceau laser à plusieurs postes de travail.

4. Avantage et inconvénient
● La position de la soudure doit être très précise et doit se situer dans la plage de focalisation du faisceau laser.
● Lorsque la soudure doit utiliser un gabarit, il faut s'assurer que la position finale de la soudure est alignée avec les points de soudure impactés par le faisceau laser.
● L'épaisseur maximale soudable est limitée et l'épaisseur de pénétration de la pièce est bien supérieure à 19 mm. Le soudage laser n'est pas adapté à la ligne de production.
● Les matériaux à haute réflexion et à haute conductivité thermique tels que l'aluminium, le cuivre et leurs alliages, etc., la soudabilité sera modifiée par laser.
● Lors de la réalisation d'un soudage par faisceau laser à moyenne et haute énergie, un contrôleur de plasma doit être utilisé pour chasser le gaz ionisé autour du bain de fusion afin de garantir la réapparition du cordon de soudure.
● L'efficacité de conversion énergétique est trop faible, généralement inférieure à 10%.
● Le cordon de soudure se solidifie rapidement et des inquiétudes peuvent survenir concernant la porosité et la fragilisation.
● L’équipement est cher.
5. Application
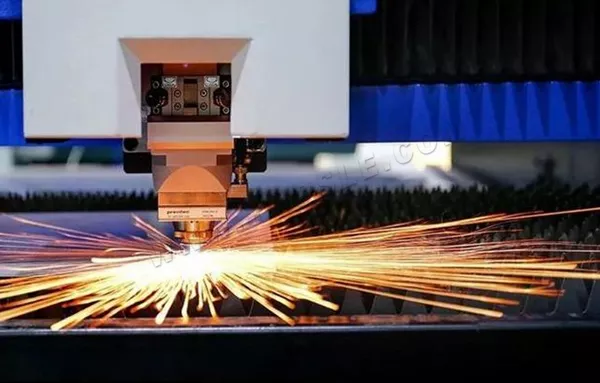
La technologie des machines de soudage laser est largement utilisée dans les domaines de fabrication de haute précision tels que les automobiles, les navires, les avions et les chemins de fer à grande vitesse, ce qui a apporté une amélioration significative de la qualité de vie des gens et a conduit l'industrie de l'électroménager dans l'ère de la fabrication de précision.
6. Avantages du soudage hybride
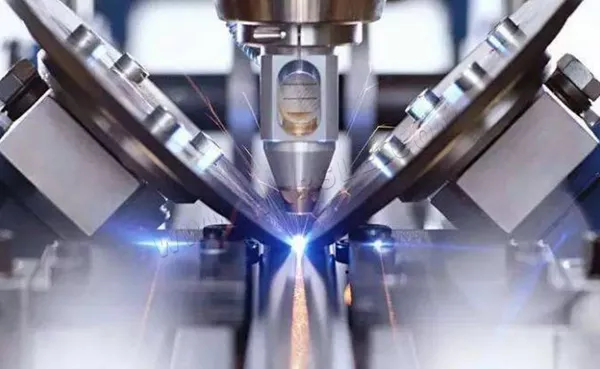
La technologie de soudage hybride laser présente des avantages considérables. Pour le soudage hybride laser, les principaux avantages sont les suivants : une meilleure pénétration et un espacement plus important ; une meilleure ténacité de la soudure ; l'ajout de matériaux auxiliaires peut modifier la structure du treillis de soudure ; l'arrière de la soudure est exempt de brûlures et de phénomènes d'affaissement ; le champ d'application est plus large ; l'investissement est moindre grâce à la technologie de remplacement du laser. Pour le soudage hybride laser MIG sous gaz inerte, les principaux avantages sont : une vitesse de soudage plus élevée ; une grande profondeur de fusion ; une chaleur de soudage moindre ; une résistance élevée de la soudure ; une faible largeur de soudure ; un faible dépassement de soudure. Ainsi, le processus de production de l'ensemble du système est stable et la disponibilité des équipements est bonne ; la charge de travail liée à la préparation et au traitement des cordons de soudure est réduite ; le temps de production est court, le coût est faible et l'efficacité de production est élevée ; la configuration des équipements optiques est performante.
Cependant, le coût d'investissement du soudage hybride laser pour les équipements électriques est relativement élevé. Avec l'expansion du marché, le prix de ces équipements va également baisser et la technologie de soudage hybride laser sera appliquée à davantage de domaines. Ce procédé est particulièrement adapté au soudage des alliages d'aluminium et deviendra à terme le principal outil de production de soudage.
Russia-Customer-Feedback-2.jpg)