Caractéristiques standard de la cisaille hydraulique

Cisaille hydraulique
L'hydraulique cisaille Conçu pour la découpe de tôles d'acier, sa capacité est basée sur une résistance de 450 N/mm². Veuillez corriger l'épaisseur de la tôle si vous découpez d'autres tôles de résistance différente.
La structure soudée en tôle est simple d'utilisation et offre des performances fiables. La découpe est assurée par pression hydraulique et le retour par cylindre d'azote, protégeant ainsi la machine des surcharges. La machine est équipée d'un système d'affichage numérique ou d'un système de commande numérique, selon les besoins du client.
L'écartement des lames est équipé d'un indicateur pour un réglage rapide et pratique. Le dispositif d'alignement avec éclairage permet de régler la course de coupe pour une meilleure efficacité de la découpe de tôles étroites. Des bras de support avant et une butée arrière sont également inclus. Les bras de support avant sont comptés à l'aide d'une règle. Une bille de support de matériau roulant est installée sur la table de travail afin de minimiser les frottements avec la tôle et de réduire la résistance.
Clôture de sécurité installée, assure la sécurité de fonctionnement.
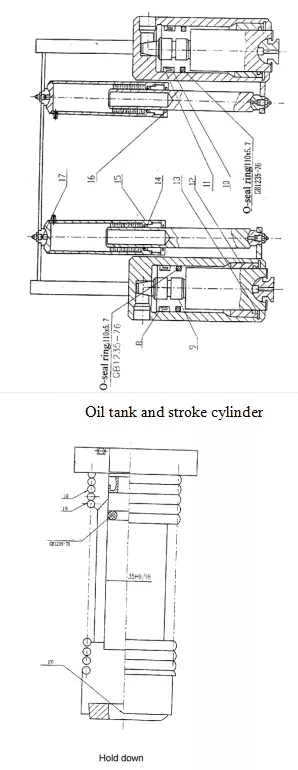
Cadre de cisaille hydraulique
Châssis de la machine
Tôle d'acier soudée, haute rigidité. Deux vérins sont fixés sur les poteaux verticaux gauche et droit. L'installation d'un étau sur la table de travail permet d'ajuster facilement la coupe basse. L'espace entre les coupes haute et basse est maintenu. L'installation d'une boule d'alimentation sur la table de travail rend l'opération simple et rapide.
Cadre de coupe
Plaque soudée, haute rigidité, supportée par une douille excentrique, par des cylindres gauche et droit et un entraînement par cylindre de course, finition de la coupe par répétition du pendule.
La surface verticale du support de coupe ascendante est courbe, ce qui permet de maintenir l'écart entre la coupe ascendante et la coupe basse.
Dispositif de pression (maintenir enfoncé)
La machine est composée de vérins d'alimentation sous pression installés sur le support, devant le bâti de la machine. L'huile circule dans le vérin d'alimentation sous pression, ce qui exerce une pression sur la plaque contre la force de traction du ressort de contrainte. Une fois la découpe terminée, les vérins sont réarmés par la force de traction du ressort de contrainte. La pression est d'autant plus forte que la plaque est épaisse.
Jauge avant et jauge arrière
Jauge avant : fixée sur la table de travail, affichage de la vanne sur la règle, réglage de la barre mobile en fonction de la vanne. Pour la découpe de tôles fines, la jauge avant facilite la découpe.
La butée arrière est fixée sur la plaque de coupe supérieure, pendulaire de haut en bas. Le réglage de la butée arrière est assuré par un moteur de 0,55 kW, la réduction de puissance est assurée par un engrenage et l'entraînement est assuré par une tige de commande. Appuyer sur le bouton + ou - permet de régler la butée vers l'avant ou l'arrière. Si le réglage mécanique ne permet pas d'obtenir la soupape de commande, tourner le volant pour activer la soupape de commande. Le réglage de la butée arrière est pratique et fiable.
La plage standard de butée arrière est de 20 à 750 mm. Si la longueur de la plaque à découper dépasse la distance maximale de la butée arrière, retirez la butée arrière au minimum, soulevez la planche par la surface inclinée du cadre de support et coupez la plaque de n'importe quelle longueur.