Technologie de formage de tôles - Pliage manuel de tôles
Dans mon expérience pratique avec formage de tôles technologie, j'ai trouvé ce manuel flexion La fabrication de tôles reste une compétence fondamentale dans l'industrie. Malgré les progrès des équipements automatisés, la fabrication manuelle flexion La flexibilité et la précision sont précieuses pour les petits projets ou les conceptions complexes. Au fil des ans, j'ai perfectionné mes techniques et acquis les meilleures pratiques pour réaliser des pliages précis tout en préservant l'intégrité du matériau. Dans cet article, je partagerai mes connaissances sur la technologie de formage de tôles, en me concentrant sur le pliage manuel, ses techniques et des conseils qui peuvent aider les fabricants débutants comme expérimentés à exceller dans leur travail.
Pliage manuel des tôles
Il existe de nombreuses méthodes de pliage des tôles. Le pliage manuel désigne le pliage de pièces en tôle à l'aide d'outils simples et d'opérations manuelles, notamment le pliage et le sertissage de tôles fines.
Le pliage manuel est une tâche importante du travail du métal, et de nombreuses pièces complexes en tôle doivent être fabriquées à la main. La figure ci-dessous illustre quelques formes courantes de pièces pliées à la main.
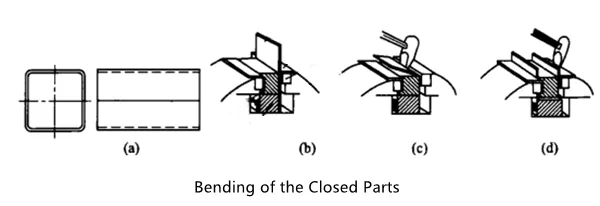
Le pliage manuel des tôles est principalement utilisé pour les tôles fines d'une épaisseur inférieure à 3 mm, notamment celles de 0,6 à 1,5 mm. Pour le pliage des tôles plus épaisses, on utilise souvent un procédé de traitement par chauffage local de la pièce pliée, puis pliage. Les pièces traitées par pliage de tôle sont généralement de petites et moyennes dimensions. En production, ce procédé est souvent utilisé pour l'usinage de pièces fermées ou semi-fermées, difficiles à former avec un nombre réduit de machines-outils monoblocs.

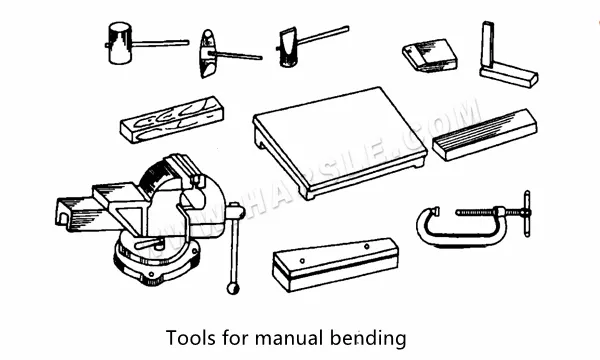
⒈Outil de pliage manuel
Les outils de pliage manuels comprennent principalement divers types de marteaux, de planches de bois, de cornes, de fers de jauge, d'étaux d'établi, de pinces à archet, etc.
⒉Calcul de la longueur de l'ébauche de courbe
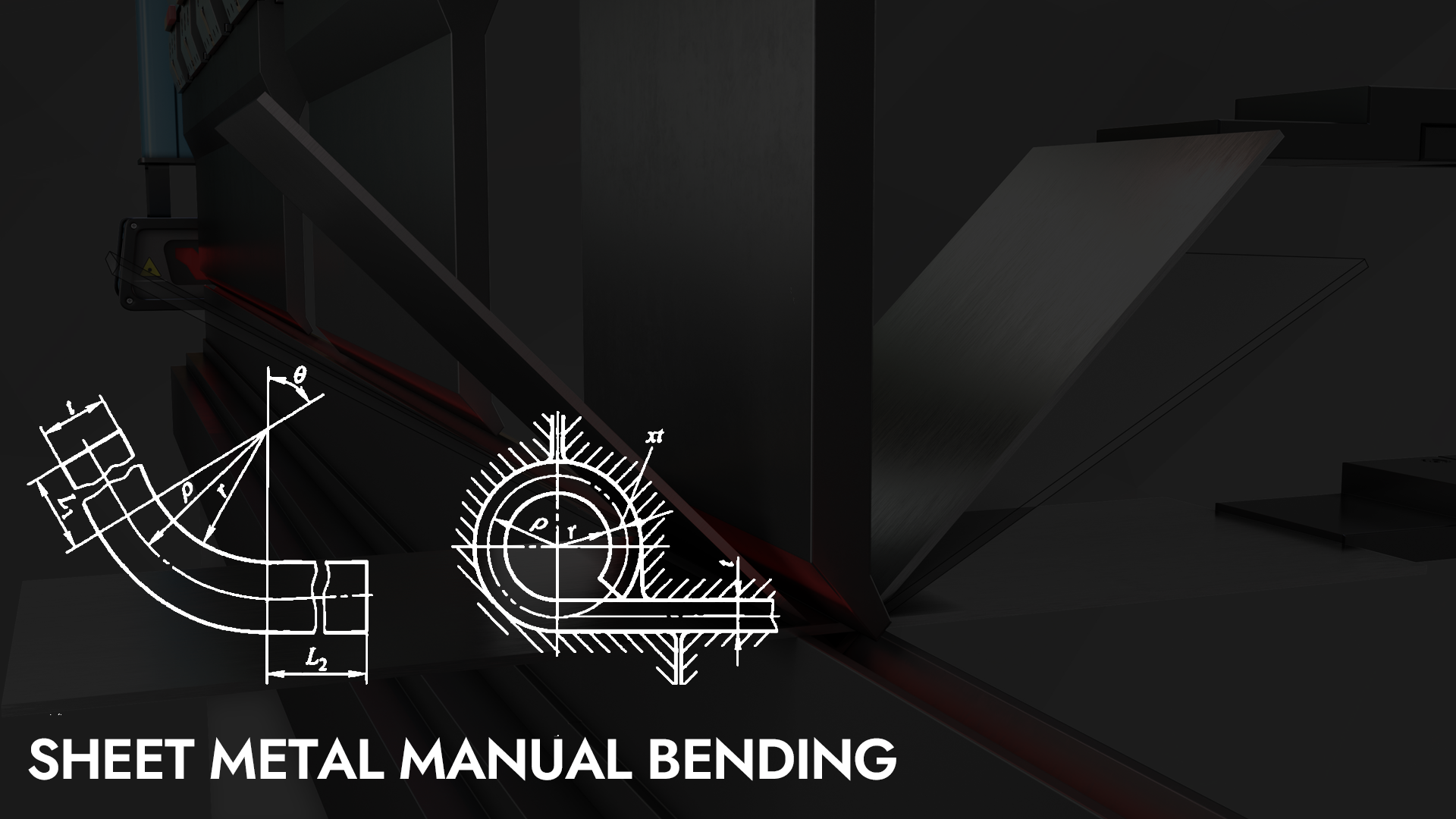
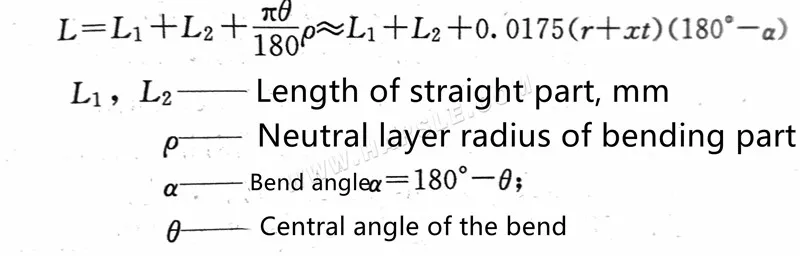
Lors du pliage de la tôle, la précision des dimensions dépliées de la pièce pliée est directement liée à la précision dimensionnelle de la pièce pliée. La couche neutre de pliage ayant la même longueur avant et après la déformation, sa longueur correspond à la longueur dépliée de l'ébauche de la pièce pliée. Ainsi, le calcul de la longueur de l'ébauche de la pièce pliée repose sur la détermination du rayon de courbure de la couche neutre. En production, une formule empirique est généralement utilisée pour déterminer le rayon de courbure p de la couche neutre.
Une fois la position de la couche neutre déterminée, la somme des longueurs de la ligne droite et de l'arc peut être obtenue, ce qui correspond à la longueur du matériau déplié de la meilleure pièce. Cependant, la déformation par pliage étant influencée par de nombreux facteurs, tels que les propriétés du matériau, la structure du moule, la méthode de pliage, etc., pour les pièces pliées de formes complexes, avec des angles de pliage plus nombreux et des tolérances dimensionnelles réduites, les formules ci-dessus doivent être utilisées pour les calculs préliminaires afin de déterminer l'essai. Après pliage de l'ébauche, la longueur exacte de l'ébauche peut être déterminée après qualification du pliage d'essai.
● Lors du calcul et de la production de pièces pliées à 90°, lorsque l'angle de pliage est de 90°, la méthode de déduction courante est utilisée pour calculer la longueur d'expansion de la pièce pliée, comme illustré à la figure 7-3. Lorsque l'épaisseur de la tôle est t, le rayon de l'angle intérieur de pliage est r et la pièce pliée est brute, la longueur d'expansion L est alors augmentée.
L=a+b—u
En production, si les exigences relatives à la longueur de la partie pliée ne sont pas précises, la longueur dépliée L de la partie pliée peut être approximée par la formule suivante (où a et b font référence à la longueur des deux côtés à angle droit du pli, et t est l'épaisseur de la feuille).
Lorsque le rayon de courbure r≤1,5t, L=a+b+0,5t ;
Lorsque le rayon de courbure est de 1,5 t
Lorsque le rayon de courbure est de 5 t
Lorsque le rayon de courbure r>10t, L=a + b—3,5t.
● Calcul de la flexion à n'importe quel angle La partie de flexion de n'importe quel angle de flexion peut être calculée par la formule suivante
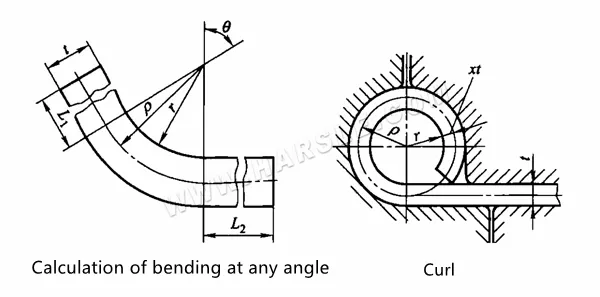
Pour la pièce de pliage de chaîne de boulettes avec r = (0,6 ~ 3,5) t, lorsque le riz est plié par la méthode de laminage illustrée à la figure (-4), le poinçon applique un couteau de pressage à une extrémité de l'ébauche, ce qui est différent du pliage général. En raison de la déformation plastique, le matériau n'est pas plus fin mais plus épais. La couche d'armure se déplace du milieu de l'épaisseur de la tôle vers la couche extérieure incurvée, de sorte que le coefficient de déplacement de la couche neutre est supérieur ou égal à 0,5.
● Pliage des angles
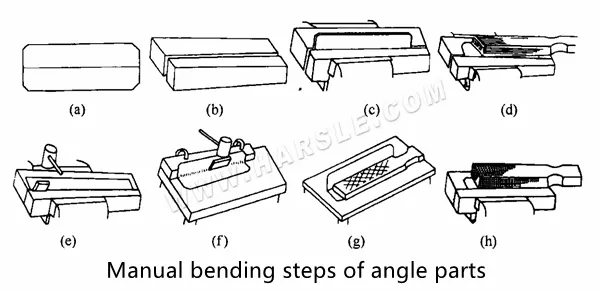
Pour cintrer manuellement un angle, calculez d'abord la taille et l'extension, puis tracez l'axe de cintrage. Préparez deux modules ou pièces de fer plus longs que la pièce, en veillant à ce que l'angle R soit identique. Serrez la laine entre ces deux dimensions pour l'aligner avec le centre R, en utilisant une plaque en caoutchouc ou en bois comme moule. Utilisez des outils en bois pour façonner uniformément l'angle R, en tapotant doucement pour stimuler et éliminer le rebond. Alignez la pièce à 45° à l'aide d'un marteau à bois, puis lissez les creux en plaçant la pièce courbée sur une plateforme et en tapotant la surface intérieure avec une plaque en caoutchouc. Enfin, tapotez la pièce avec une plaque en caoutchouc pour finaliser la forme.
Si la longueur de la pièce est deux à trois fois supérieure à la longueur de la mâchoire et que ses deux côtés sont plus longs, une fois serrée sur la plateforme, elle peut être pressée contre la plaque à rainure en T à l'aide de la plaque de pression, puis sous le patin de pliage. Des bandes de bois, des morceaux de bois carrés et des pièces de bois peuvent être pliés progressivement à l'angle souhaité.
Lorsqu'il est fabriqué à la main, si la feuille T est mince (T ≤ 3 mm) et le rayon de courbure r ≤ 1,5 t, la précision de la taille de l'élément de pliage n'est pas élevée et la position de l'axe de pliage peut être traitée comme suit :
a. Courbée d'un seul côté, son axe de pliage est égal aux dimensions extérieures de la partie de pliage des pièces de la pièce d'épaisseur T, c'est-à-dire H -T ;
b. Courbée des deux côtés, sa ligne médiane de pliage est égale aux dimensions extérieures de la pièce à plier pour réduire l'épaisseur, soit A-2T. Cependant, la longueur d'expansion L de la pièce pliée doit être déterminée selon la formule de calcul des dimensions incorrectes correspondante.
Lors du pliage, le pliage est effectué après le perçage du trou. Lorsque les dimensions A et C sont proches, il faut commencer par le pliage, puis placer la ligne centrale incurvée dans le trou central et insérer le fœtus incurvé dans le tigre. La pince est pliée des deux côtés. La force de pliage doit être uniforme et équivalente à la force de pression lors du pliage, afin de ne pas arracher les trous. Dans le cas contraire, pour garantir la qualité du carré intermédiaire, il convient d'utiliser la méthode de pliage initiale et de reprise du trou carré.
Lors du pliage, le pliage est effectué après le perçage du trou. Lorsque les dimensions A et C sont proches, il faut commencer par le pliage, puis placer la ligne centrale incurvée dans le trou central et insérer le fœtus incurvé dans le tigre. La pince est pliée des deux côtés. La force de pliage doit être uniforme et équivalente à la force de pression lors du pliage, afin de ne pas arracher les trous. Dans le cas contraire, pour garantir la qualité du carré intermédiaire, il convient d'utiliser la méthode de pliage initiale et de reprise du trou carré.
Technologie de formage de tôles - pliage manuel de tôles
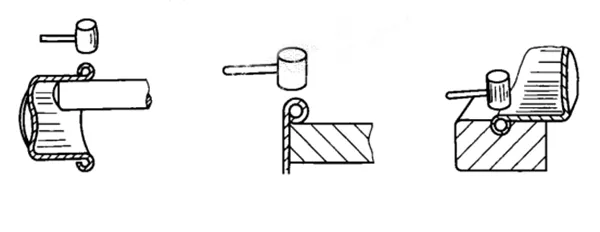
Il est difficile de cintrer une petite série de pièces pliées, fermées ou semi-fermées, avec une machine-outil. Dans ce cas, le pliage manuel est souvent utilisé. Pour cintrer, tracez d'abord une ligne de pliage sur le matériau déplié, puis utilisez une jauge pour le placer dans l'étau. Lors du serrage, placez la jauge à 2 à 3 mm au-dessus de la plaque de support, alignez la ligne de pliage avec l'angle de la jauge, puis, à la main, frappez le côté courbé pour plier les deux côtés en forme de U. Lors du pliage, la force doit être uniforme, avec une séparation vers le bas, et enfin, l'ouverture vers le haut pour cintrer la pièce.
Pliage de tôles
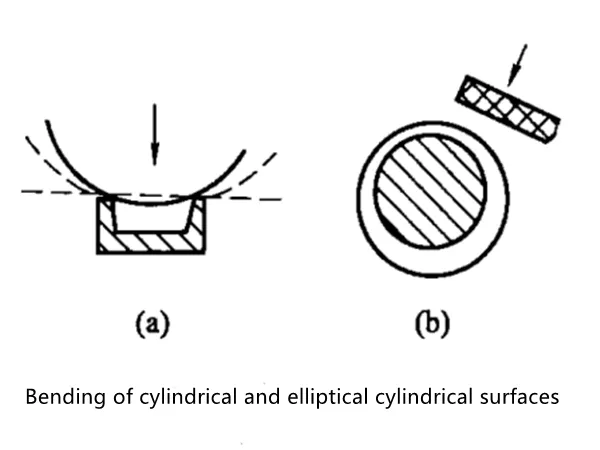
Les formes de pliage courantes de la tôle comprennent principalement la surface cylindrique, la surface cylindrique elliptique et la surface conique.
⒈Cintrage de surfaces cylindriques et de surfaces cylindriques elliptiques Le processus d'opération spécifique de pliage de surfaces cylindriques et de surfaces cylindriques elliptiques comprend plusieurs processus tels que le pré-cintrage, l'arrondi et l'arrondi.
Avant le pliage, une bissectrice parallèle à l'axe de pliage doit être tracée sur la tôle comme référence de martelage pour le pliage ultérieur. Deux barres d'acier ou rails parallèles servent de moules de cintrage.
Que le matériau à cintrer soit une plaque fine ou épaisse, les deux extrémités doivent être pré-cintrées. Pour cintrer les extrémités d'une barre ronde, la plaque doit être placée parallèlement à l'acier rond ; pour les plaques fines, on peut utiliser du bois. Le marteau est enfoncé progressivement vers l'intérieur, lorsque les joints se chevauchent, une soudure par points est appliquée, puis l'arrondi est réalisé après le soudage. Pour les plaques épaisses, un marteau à arc et une masse peuvent être utilisés pour marteler entre deux barres rondes, des deux extrémités vers l'intérieur, et souder les joints après leur arrondissement, puis arrondir.
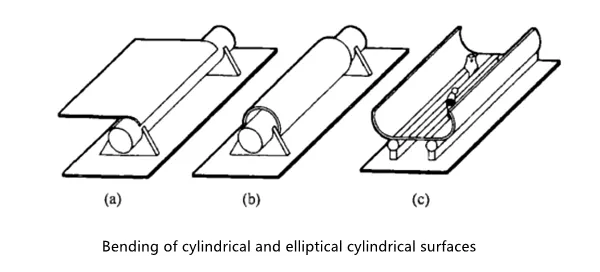
Pliez des surfaces cylindriques et elliptiques, ou martelez la billette sur un canal en acier ou une poutre en I, puis placez-la sur une barre ronde d'un diamètre légèrement plus petit et utilisez une règle carrée en bois pour ajuster le cercle.
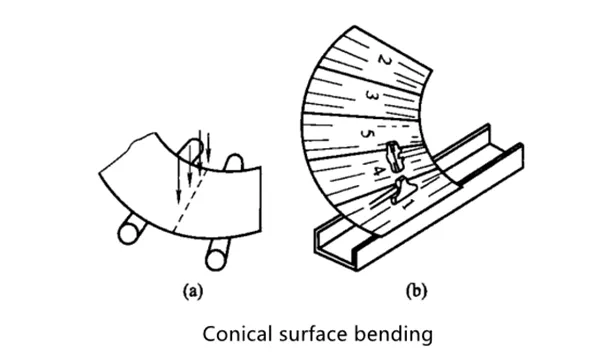
Pour fabriquer une pièce conique en pliant sa surface, il faut d'abord disposer le matériau adéquat, puis tracer la bissectrice de la surface conique sur la tôle comme repère pour le martelage, et réaliser un modèle de pliage. La courbure de la surface conique étant irrégulière, il est conseillé d'utiliser au moins deux gabarits en forme de carte pour effectuer les tests dans les positions appropriées.
Pour le cintrage, fixez d'abord deux tiges rondes de même diamètre selon l'angle de division égal tracé par l'ébauche en éventail. Placez la plaque sur la tige et utilisez un marteau à arc et une masse pour cintrer et marteler selon la ligne droite. Pliez d'abord les deux extrémités, puis le milieu. Vérifiez à tout moment avec le gabarit, puis posez-le sur une tige ronde de diamètre légèrement inférieur pour rectification.
Si la pièce est formée sur de l'acier profilé, elle doit être martelée par sections selon la séquence 1, 2, 3… 5, comme indiqué sur la figure, et dans le sens du rayon. La force de martelage doit être augmentée de haut en bas, puis progressivement. Une fois que le rayon et la conicité sont conformes aux exigences du modèle, le pliage de la zone suivante peut être effectué.
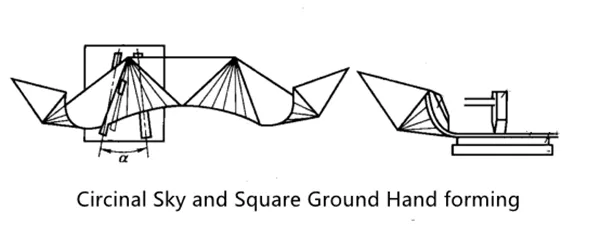
⒊La courbure des composants en forme de cercle céleste. La formation du cercle céleste donne naissance à des plans et des arcs. L'arc n'est pas seulement une partie du cône oblique, mais une extrémité du cône se trouve à son sommet. Sa formation est généralement réalisée manuellement, la transformant en pyramide polygonale et la formant le long de sa ligne de courbure comme une ligne de courbure. Une partie de la surface courbe du cercle céleste devient une surface polygonale. L'effet de courbure de la surface courbe est positivement lié au nombre d'arêtes du polygone.
Les composants locaux du cercle supérieur sont fréquemment rencontrés dans la production de structures en acier. Le nombre d'applications étant généralement limité, le formage manuel est généralement utilisé. Lors du formage, la surface courbe adjacente au bord doit être formée en premier, puis la surface courbe de la partie médiane. Sinon, lors du formage de la surface courbe de la partie terminale, le bord est retourné par le pliage central et occupe l'espace nécessaire au pliage, ce qui affecte le déroulement normal du formage.
Le pliage de la partie circulaire supérieure est illustré sur la figure. L'angle entre les barres rondes de la matrice inférieure est α = 10°~15°, et leur diamètre est généralement compris entre 25 et 35 mm. Lorsque le marteau de pliage est appliqué sur la ligne de pliage, la force de frappe doit être uniforme et varier de faible à forte en fonction du rayon de courbure de chaque ligne de pliage. La partie arquée doit être légèrement martelée, tandis que la partie carrée doit être fortement martelée. L'arc doit être inspecté en permanence à l'aide d'un gabarit.
Pour le pliage des assemblages en arc et en angle, si la pièce représentée sur le dessin doit être pliée, la ligne de pliage doit être tracée sur la tôle. Avant le pliage, les arcs et les trous aux deux extrémités doivent être usinés. Lors du pliage, serrez la tôle dans un étau muni d'un joint, pliez d'abord les deux extrémités des pièces 1 et 2, puis pliez l'arc de la pièce sur l'acier rond.

sertissage de tôles
Pour augmenter la rigidité et la résistance du bord de la pièce, celui-ci est roulé. Ce type de travail est appelé bouclage. Il existe deux types de bouclage : le bouclage par fil et le bouclage creux.
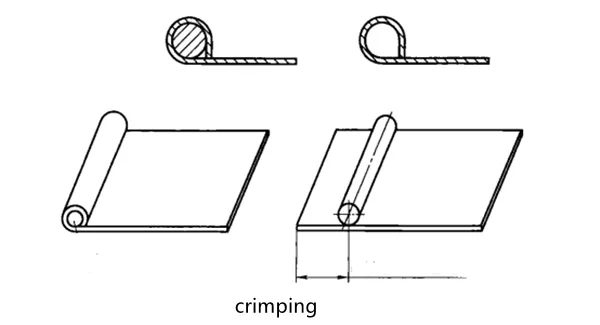
Le sertissage de fil consiste à insérer un fil de fer à l'intérieur du bord laminé afin de le renforcer. L'épaisseur du fil de fer est déterminée en fonction de la taille de la pièce et de la force qu'elle subit. Généralement, son diamètre est supérieur à trois fois l'épaisseur de la tôle. La longueur L du fil de fer enroulé est généralement choisie égale à 2,5 fois son diamètre d, ou peut être calculée comme suit : L = d/2 + 2,35 (d + t), où d est le diamètre intérieur de la bobine et t l'épaisseur de la tôle.
⒈Opération de sertissage : La figure suivante illustre le processus de sertissage manuel. Les étapes spécifiques sont les suivantes.
● Tracez deux lignes de courbure sur le flan, dont : L1=2,5d ; L2=(1/4~1/3)L1. d—diamètre du fil
●Placez le flan sur la plate-forme de sorte que la taille de la plate-forme exposée soit égale à L2, appuyez sur le flan avec la main gauche et frappez le bord de la plate-forme exposée avec la main droite avec un marteau pour le plier à 85°~90°, comme indiqué sur la figure.
●Ensuite, étendez et pliez le flan jusqu'à ce que le bord de la plate-forme soit aligné avec la deuxième ligne de curling, c'est-à-dire, rendez la partie de la plate-forme exposée égale à L1 et faites le bord du premier battement sur la plate-forme, comme indiqué sur la figure.
●Retournez le flan de manière à ce que le bord bouclé soit orienté vers le haut, appuyez légèrement et uniformément sur le bouton du bord bouclé vers l'intérieur, de sorte que la partie bouclée devienne progressivement une forme d'arc, comme indiqué sur la figure.
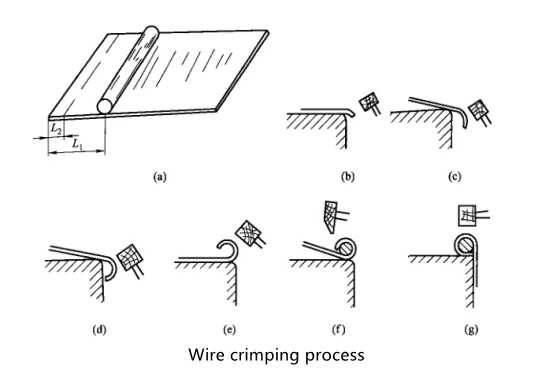
● Placez le fil de fer dans le bord de bouclage, commencez par une extrémité lorsque vous le placez, pour éviter que le fil de fer ne sorte, bouclez d'abord une extrémité, puis placez une section pour boucler une section, après tout, les boucles, tapotez légèrement pour que le bord de bouclage soit proche du fil de fer, comme indiqué sur la figure.
●Retournez le blanc, faites en sorte que l'interface s'appuie contre le bord de la plate-forme, tapotez doucement pour faire mordre l'interface, comme indiqué sur la figure.
Le procédé de sertissage manuel des pièces creuses est identique à celui du sertissage par fil : le fil de fer est tiré à son extrémité. Pour tirer, il suffit de serrer une extrémité du fil et de tourner la pièce tout en tirant. Le retrait peut être effectué directement à la main ou par rotation d'outils électriques tels qu'une perceuse à main.
⒉Exemple de sertissage : Dans le processus d'opération de sertissage réel, il est souvent nécessaire d'effectuer d'autres procédures de traitement et à l'aide de certains moules de sertissage.

●Dessinez les lignes de début et de fin en fonction de la taille et coupez les bavures des bords avec une lime fine.
●Tirez le bord du fer supérieur de l'arc en appuyant sur la ligne de départ pour que le pli soit de 85° à 90°, comme indiqué sur la figure ; puis soulevez le corps du pot jusqu'à ce que la ligne finale soit au ras du fer supérieur et enroulez le bord.
●Insérez l'extrémité recourbée du corps du pot dans le fer supérieur en forme de tige ronde et tapotez légèrement et uniformément la partie recourbée avec un marteau pour la boucler vers l'intérieur afin de former un arc.
●Placez la partie bouclée sur le bord de la plate-forme et utilisez un marteau pour taper et niveler la partie supérieure.
●Formation sur le fer supérieur de la rainure avec le diamètre extérieur du bord de sertissage à sec, tel qu'un arc concave.