








Lorsque les ingénieurs ou les chefs d'atelier recherchent capacité de production et plage de travail de machines à roulerIls recherchent généralement un moyen rapide et pratique de déterminer si un modèle spécifique peut façonner leurs plaques, cônes ou cylindres sans perte de temps ni de matière. Dans ce guide, j'analyserai les facteurs clés qui définissent la capacité réelle d'une lamineuse, j'expliquerai comment la plage de travail influence la planification des travaux et je vous montrerai comment adapter les spécifications de la machine à des projets concrets.
Comprendre les spécifications clés qui déterminent la capacité

La capacité nominale ne dit qu'une partie de l'histoire. Pour déterminer si une machine à rouler est adaptée à votre charge de travail, je commence toujours par quatre points de données.
Épaisseur et largeur maximales de la plaque
Les fabricants évaluent la capacité en utilisant une valeur de référence pour l'acier doux (limite d'élasticité généralement de 250 MPa). Si vous laminez fréquemment de l'acier inoxydable ou des alliages à haute résistance, réduisez l'épaisseur annoncée de 30 à 50 %. Par exemple, une capacité de 20 mm × 2 500 mm sur de l'acier doux tombe à environ 14 mm avec l'acier inoxydable 304.
Diamètre minimum réalisable (pré-cintrage et laminage)
Deux chiffres comptent ici : le prébende diamètre — la façon dont un cylindre peut être fermé hermétiquement sans point plat — et le roulement Diamètre une fois la couture fixée. Les petits travaux d'atelier, comme la fabrication de composants d'échappement, nécessitent des machines capables de précintrer jusqu'à 1,1 × le diamètre du rouleau supérieur.
Vitesse de rotation et débit
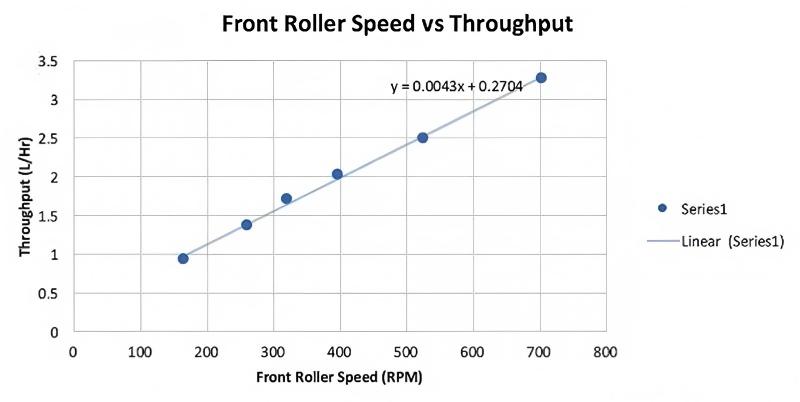
Une vitesse de surface plus élevée augmente le tonnage horaire, mais seulement si vos cellules de découpe en amont et de soudage en aval suivent le rythme. Je calcule la capacité nette comme suit :
Tonnes nettes par heure = (Vitesse du rouleau × largeur de la plaque × épaisseur × ρ) ÷ temps de cycle
Où ρ est la densité du matériau. Cette équation révèle si l'augmentation de la puissance du moteur raccourcira réellement votre délai de livraison.
Capacité de laminage de cônes

Si vous construisez des trémies ou des silos, privilégiez les rouleaux latéraux à entraînement séparé ou les fourches réglables. Ils élargissent la plage de fonctionnement bien au-delà des simples vérins et vous permettent de proposer des devis plus complexes.
Comment évaluer la capacité de production pour votre travail spécifique
Type de matériau, limite d'élasticité et rayon de courbure
Je conserve un tableau de référence rapide qui convertit la capacité de l'acier doux en équivalents pour l'aluminium, l'acier inoxydable et le Hardox. L'augmentation de la limite d'élasticité ou la réduction du rayon de courbure réduisent la capacité nominale, parfois de manière significative.
Taille du lot, horaire des équipes et fenêtres de maintenance
Une machine capable de laminer vos tôles les plus épaisses pourrait néanmoins créer un goulot d'étranglement dans sa production si elle ne parvient pas à assurer le volume quotidien. Je multiplie le tonnage du lot par le nombre d'équipes, puis j'ajoute 10 temps d'arrêt de % pour le nettoyage des rouleaux et la lubrification des roulements afin de trouver la efficace capacité.
Intégration avec les stations de découpe et de soudage
Les machines à rouler sont rarement autonomes. Mesurez la hauteur du convoyeur, la largeur des allées de chariot élévateur et les limites du rotateur de soudage pour vous assurer que la plage de travail choisie est compatible avec les processus en amont et en aval.
Déterminer la plage de travail pour divers projets
Paramètres de largeur minimale et maximale

Les machines à quatre rouleaux avec positionnement latéral indépendant traitent souvent mieux les bandes étroites que les modèles asymétriques à trois rouleaux. Si vous roulez les deux Sangles de 300 mm et coques d'éoliennes de 3 000 mm, vérifiez que la pression de serrage reste constante sur toute cette portée.
Effets d'amincissement et « os de chien »
Le laminage de tôles épaisses en petits diamètres étire la fibre extérieure. J'utilise une règle d'amincissement 3 % : si l'amincissement calculé est supérieur à cette valeur, il faut choisir un diamètre plus grand ou opter pour un matériau à plus haut rendement.
Profils spéciaux : elliptiques, polycentriques et en spirale
Les formes personnalisées élargissent votre gamme de services. Les machines équipées d'une compensation de bombage CN ou CNC maintiennent une courbure uniforme, même lorsque les rouleaux gauche et droit parcourent des trajectoires différentes.
Conseils pratiques pour maximiser l'efficacité des machines à rouler

- Passes d'échauffement : Lorsque je repousse la limite supérieure de la capacité de production et de la plage de travail des machines à rouler, j'ajoute un passage de formage à basse pression pour « régler » la limite d'élasticité avant le laminage final.
- Lubrification intelligente : Les roulements des rouleaux supérieurs présentent une défaillance prématurée si le film de graisse se détache sous une forte compression. Les systèmes centralisés automatiques prolongent la durée de vie des roulements et réduisent les temps d'arrêt imprévus.
- Affichages numériques et mises à niveau CNC : La modernisation des codeurs optiques sur les actionneurs à rouleaux latéraux réduit les retouches jusqu'à 25 %, une victoire facile pour tout programme d'amélioration continue.
- Stockage d'outillage : Conservez les rouleaux bombés et les inserts de barres alternatifs sur un rack à proximité afin que les opérateurs puissent changer de configuration en quelques minutes, et non en quelques heures. Des changements plus rapides se traduisent par un tonnage facturable plus important.
FAQ
Comment calculer l’épaisseur maximale sûre pour l’acier à haute résistance ?
Divisez la capacité nominale de l'acier doux de la machine par le rapport entre la limite d'élasticité à haute résistance et la limite d'élasticité de l'acier doux. Pour S700 (≈700 MPa) sur une référence de 250 MPa, la capacité nominale de 20 mm devient environ 7 mm.
Une machine à trois rouleaux peut-elle traiter des cônes aussi bien qu'une machine à quatre rouleaux ?
Oui, mais uniquement avec des opérateurs qualifiés et des passes supplémentaires. Le rouleau de pincement indépendant d'un modèle à quatre rouleaux offre un meilleur contrôle de la conicité et réduit les rebuts.
Quel est le moyen le plus rapide de vérifier si un travail correspond à la plage de travail ?
Comparez le diamètre fini requis à 1,1 × le diamètre du rouleau supérieur (pré-cintrage) et assurez-vous que la largeur de la plaque ne dépasse pas la largeur du châssis de la machine. Si les deux résultats sont satisfaisants, le travail est réalisable.
La vitesse du rouleau influence-t-elle la qualité du formage ?
Une vitesse plus élevée augmente la capacité, mais un régime excessif peut provoquer des ondulations de surface sur l'acier inoxydable fin. Adaptez la vitesse à la rigidité du matériau et aux exigences de finition.
Conclusion
Choisir une machine avec le bon capacité de production et plage de travail de machines à rouler La lecture d'une référence catalogue ne se limite pas à l'adaptation : elle nécessite l'adéquation de la nuance de matériau, de la taille des plaques et des objectifs de cadence aux conditions réelles de l'atelier. En suivant l'épaisseur, la largeur, le diamètre minimal et la vitesse des rouleaux, je peux établir des devis en toute confiance, réduire les reprises et livrer cylindres, cônes ou spirales dans les délais. Pour des conseils plus approfondis ou un calcul de capacité personnalisé, contactez l'équipe d'ingénierie HARSLE : nos experts sont là pour vous aider à réaliser des rouleaux de précision.



