Angle de pliage R et sélection de la rainure en V
Dans cet article, j'aborderai l'angle R de cintrage et le choix de la rainure en V, en mettant l'accent sur l'influence de ces facteurs sur la qualité et la précision des procédés de cintrage des métaux. Comprendre les angles R de cintrage appropriés et le choix de la rainure en V est essentiel pour obtenir des résultats optimaux en fabrication. Je partagerai mes connaissances sur les meilleures pratiques pour choisir les angles et les rainures appropriés, ainsi que leurs implications sur le comportement des matériaux et la qualité du produit fini. Rejoignez-moi pour explorer ces aspects importants du travail des métaux et leur impact sur nos projets.
Compréhension Angle de flexion R
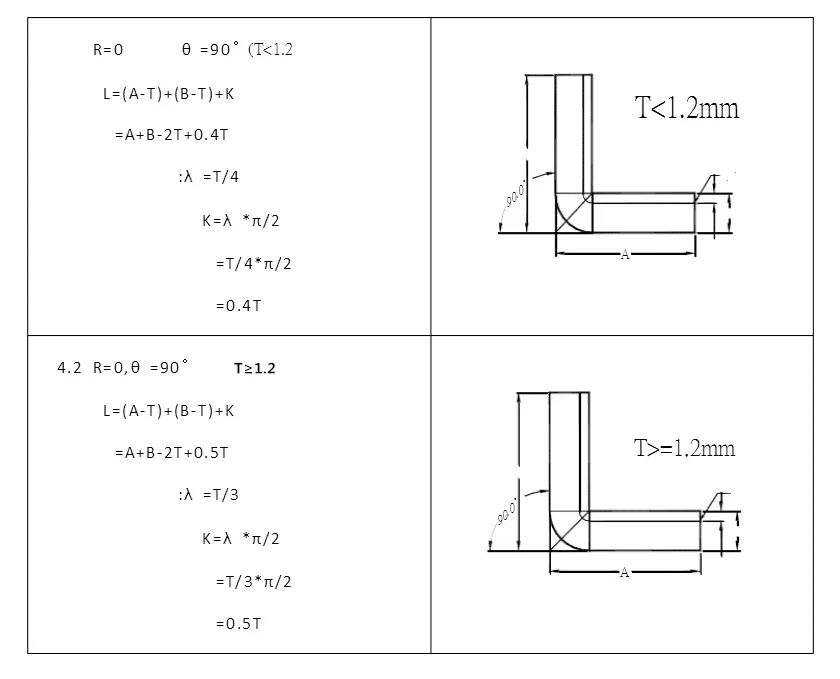
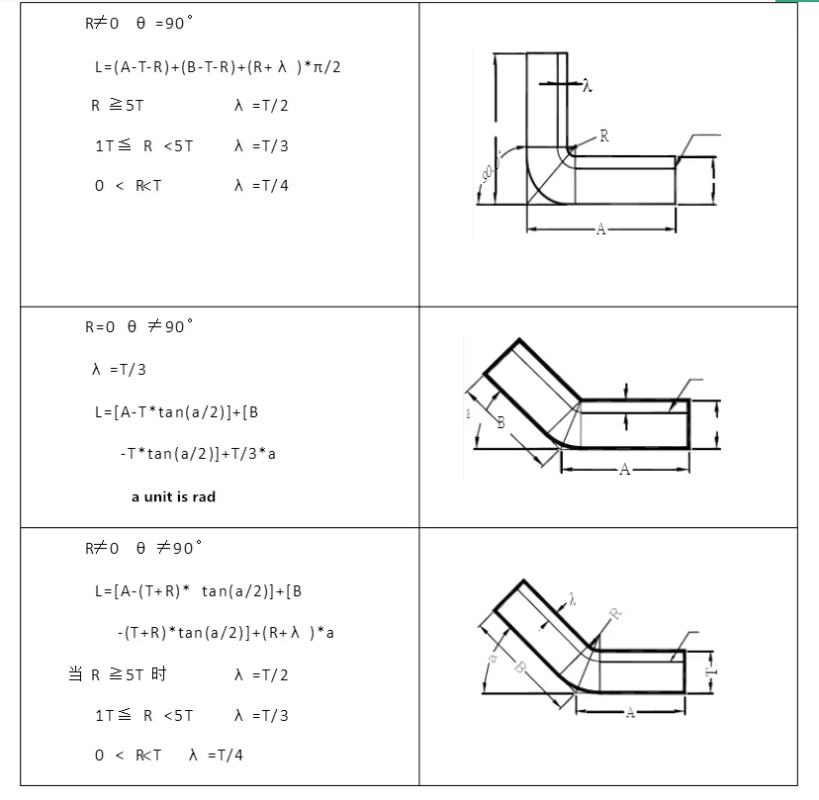
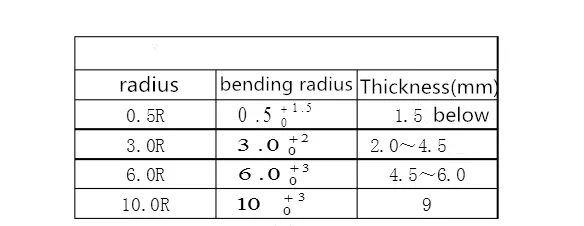
L'angle de cintrage R désigne le rayon de courbure, déterminant de manière significative la qualité et la résistance du produit fini. Un rayon de courbure bien choisi permet d'éviter les défaillances du matériau, telles que les fissures ou les déformations, lors du cintrage. En règle générale, il est recommandé de choisir un rayon de courbure proportionnel à l'épaisseur du matériau à cintrer.

L'angle R de pliage de la tôle est le facteur clé affectant le coefficient de pliage, et de nombreux facteurs affectent l'angle R de pliage, tels que l'épaisseur de la tôle, le matériau de la tôle, le coin supérieur du moule de pliage, le moule inférieur de pliage, la pression de pliage, la température de travail, etc.
1. Épaisseur de la tôle : En pratique, l'épaisseur de la tôle est importante et le congé de pliage est plus grand. Comme nous le savons, l'épaisseur de la tôle est importante, la pression de pliage est importante et la feuillure en V est importante.
2. Matériau de la feuille : Le coefficient de flexion varie peu selon le type de feuille et l'épaisseur. Cela prouve que les caractéristiques du matériau influencent le congé de pliage. Le matériau possède une propriété de résistance à la flexion et peut influencer directement le rayon de pliage. Le matériau a un effet sur le rayon de pliage, mais son influence sur l'utilisation réelle est limitée.
3. Congé supérieur de la matrice de pliage : le congé normal de la matrice de pliage ne doit pas être supérieur à R1 et le congé minimal de pliage ne doit pas être inférieur à 1, ce qui a peu d'impact sur le congé de pliage non requis. Pour les demandes spéciales de tôle, le congé de pliage inférieur ou supérieur à 1 n'est pas déterminé par le congé supérieur de la matrice de pliage. Par conséquent, le congé de la matrice supérieure affecte directement le rayon de pliage.
4. Pression de pliage : plus la tôle est épaisse, plus le matériau résiste à la déformation par pliage. Il est alors nécessaire d'ajuster la pression. La pression de pliage ne peut être augmentée à l'infini et doit être ajustée à la pression appropriée. La pression de pliage est directement proportionnelle à l'épaisseur de la tôle et inversement proportionnelle à la largeur de la feuillure inférieure. Lors du pliage, l'épaisseur de la tôle est définie et la largeur de la feuillure inférieure est choisie en fonction de l'épaisseur de la tôle. Par conséquent, la pression de pliage est une constante déterminée par d'autres facteurs. Le rayon de pliage peut être exempt de pression.
5. Matrice de pliage basse : la largeur de la feuillure inférieure est proportionnelle à l'épaisseur de la tôle, et il existe une relation de correspondance. En pratique, plus l'épaisseur est importante, plus le congé de pliage est important.
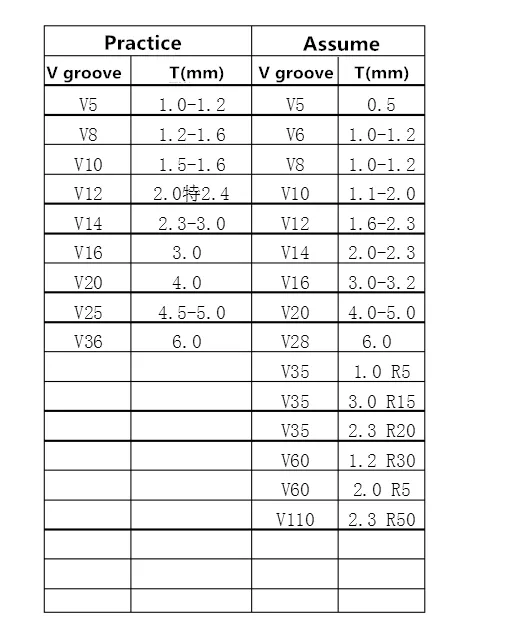
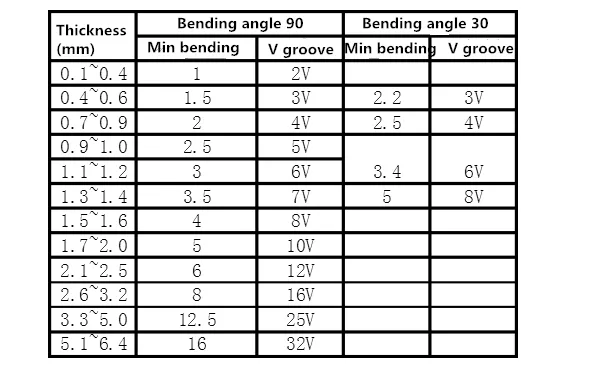
Sélection de rainure en V
Plaque mince : 1-3 mm sélection de rainure la règle est de 4 à 6 fois l'épaisseur du matériau.
Plaque épaisse : la règle de sélection des rainures de 4 à 10 mm est de 8 à 10 fois l'épaisseur du matériau
Plus la largeur de la rainure est petite, plus l'angle R après pliage est faible et plus la pression de pliage requise est élevée. Plus la largeur de la rainure est grande, plus l'angle R est grand et plus la pression de pliage requise est faible.