








Méthode de calcul du pliage à grand arc dans le traitement de la tôle

Fort de mon expérience dans l'usinage de la tôle, je suis convaincu que la compréhension de la méthode de calcul du pliage en arc de cercle est essentielle pour obtenir des résultats précis et de haute qualité. Ce type de pliage présente des défis uniques qui nécessitent une prise en compte rigoureuse de facteurs tels que les propriétés des matériaux, le rayon de pliage et les spécifications de l'outillage. Au fil des ans, j'ai développé une approche systématique pour calculer les paramètres nécessaires à la réussite de ce type de pliage. Dans cet article, je partagerai mes connaissances sur la méthode de calcul du pliage en arc de cercle dans l'usinage de la tôle, en fournissant des conseils et des techniques pratiques pour aider les opérateurs à améliorer la précision et l'efficacité de leurs pliages.
Dans le royaume de traitement de la tôleLe cintrage n'est pas seulement une action mécanique ; c'est une forme d'art. Chaque courbe, chaque arc, a le potentiel de transformer une pièce de métal plate en un composant fonctionnel ou une œuvre d'art saisissante. Parmi ces cintrages, le cintrage en grand arc se distingue par son défi technique et son effort créatif. Aujourd'hui, nous nous penchons sur les méthodes de calcul complexes qui sous-tendent le cintrage en grand arc, explorant comment les artisans maîtrisent la géométrie et la précision pour façonner le métal en courbes gracieuses.
●Comprendre la flexion des grands arcs
Voici une ventilation des aspects clés impliqués dans la compréhension de la flexion des grands arcs :
Matériaux : Le pliage à grand arc peut être appliqué à une grande variété de matériaux, notamment les métaux comme l'acier, l'aluminium et le cuivre, ainsi que les plastiques et les matériaux composites. Le choix du matériau dépend de facteurs tels que les exigences de résistance, la flexibilité et l'application prévue.
Méthodes de cintrage : Plusieurs méthodes sont utilisées pour le cintrage de grands arcs, chacune adaptée à différents matériaux et exigences de cintrage. Voici quelques techniques courantes :
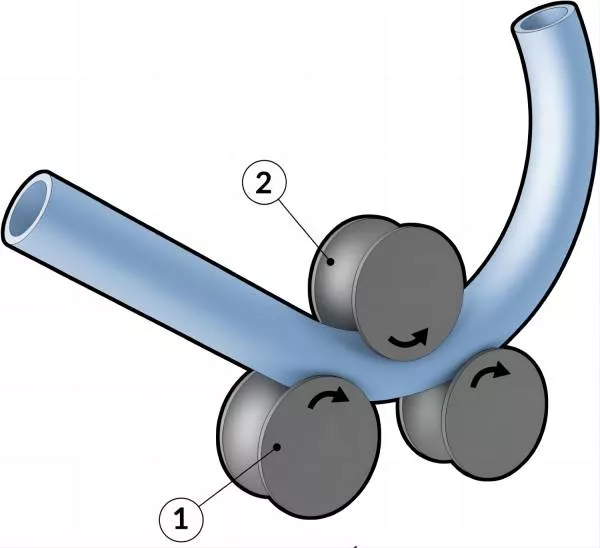
●Cintrage par laminage : Cette méthode consiste à faire passer le matériau entre des rouleaux qui le courbent progressivement jusqu'à obtenir la courbure souhaitée. Le cintrage par laminage est adapté aux pliages longs et continus et est souvent utilisé pour les tôles et plaques métalliques.
Pliage à la presse : Le pliage à la presse consiste à utiliser des presses hydrauliques ou mécaniques pour appliquer une force sur le matériau et le plier autour d'une matrice ou d'un moule. Il est adapté au formage de rayons plus serrés et de formes complexes.
●Cintrage par induction : Cette méthode consiste à appliquer de la chaleur sur une zone spécifique du matériau à l'aide de bobines d'induction, ce qui le ramollit et lui permet de se cintrer selon une forme. Le cintrage par induction est couramment utilisé pour cintrer les tuyaux et les tubes.
Équipement : Le cintrage de grands arcs nécessite généralement un équipement spécialisé, tel que des cintreuses, des rouleaux, des presses, des matrices et des formes. Le choix de l'équipement dépend de facteurs tels que le matériau à cintrer, la courbure souhaitée et le volume de production.
Considérations : Plusieurs facteurs doivent être pris en compte lors de la réalisation d'un pliage d'arc de grande taille, notamment :
●Propriétés des matériaux : Différents matériaux présentent des degrés variables d'élasticité, de ductilité et de comportement d'écrouissage, ce qui peut affecter le processus de pliage.
●Rayon de courbure : Le rayon de courbure détermine la courbure du produit final et influence le choix de la méthode et de l'équipement de pliage.
●Retour élastique : Après pliage, certains matériaux peuvent présenter un retour élastique, c'est-à-dire reprendre partiellement leur forme initiale. Ce phénomène doit être pris en compte lors de la conception et de la fabrication des composants pliés.
Applications : Le cintrage à grand arc est utilisé dans un large éventail d'applications, notamment la fabrication de composants structurels, d'éléments architecturaux, de systèmes de tuyauterie et de pièces automobiles. Il permet de produire des formes courbes et sculpturales difficiles, voire impossibles, à obtenir par d'autres méthodes.
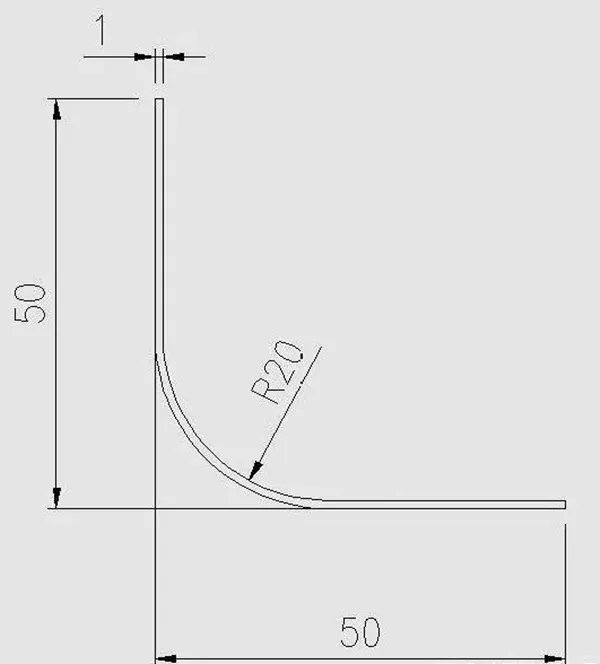
●Longueur de l'arc
Dans la figure ci-dessus, la longueur est calculée à partir des données de la figure. La longueur de l'arc est calculée à partir de la longueur de la couche neutre. Elle ne peut être calculée à partir de la longueur de l'arc de l'ouverture extérieure ou intérieure, car la taille serait inexacte. La couche neutre est la longueur de la couche qui, théoriquement, ne subit ni étirement ni compression lors du pliage de la tôle. Elle est utilisée comme longueur dépliée. Comment utiliser la couche neutre ? Pour le pliage de tôles de grands arcs, lorsque le congé R divisé par l'épaisseur de la tôle est égal à 6,5 fois, la couche neutre se trouve au centre de l'épaisseur de la tôle.
Par conséquent, le calcul de la longueur de l'arc de tôle dans la figure ci-dessous est égal à 3,14*(20+0,5)/2=32,2, où 20 est le rayon de pliage et 0,5 la moitié de l'épaisseur de la tôle. Pourquoi diviser par 2 ? Le rayon étant calculé comme étant égal à la circonférence d'un demi-cercle, notre pliage est de 90 degrés, soit la circonférence d'un quart de cercle. D'autres formules de calcul d'angle permettent de diviser d'abord par 180, puis de multiplier par l'angle de pliage.
●Calculer le nombre de couteaux de pliage
Le calcul du nombre de couteaux de pliage nécessaires pour le pliage d'un grand arc implique de prendre en compte plusieurs facteurs tels que le rayon de l'arc, l'épaisseur du matériau et la précision souhaitée du pliage.
Décomposons le processus de calcul :
1. Calcul de la longueur de l'arc : Commencez par calculer la longueur de l'arc à courber. Cette longueur peut être déterminée à l'aide de la formule de la circonférence d'un cercle :

2. Longueur des couteaux de cintrage : Les couteaux de cintrage doivent couvrir une partie importante de l'arc pour assurer un cintrage régulier. En général, la longueur de chaque couteau de cintrage est légèrement supérieure à la longueur de l'arc.
3. Facteur de chevauchement : Pour garantir un pliage homogène, il est nécessaire qu'il y ait un chevauchement entre les couteaux de pliage adjacents. Ce chevauchement compense les écarts ou les irrégularités du pliage.
4. Calculez le nombre de couteaux de pliage : divisez la longueur totale de l'arc par la longueur effective de chaque couteau de pliage, en tenant compte du facteur de chevauchement.
Connaissant la longueur de l'arc de pliage, on peut calculer le nombre de couteaux. En général, on se déplace de 2 mm à chaque pliage. On peut calculer : 32,2/2 = 16. Arrondi décimal.
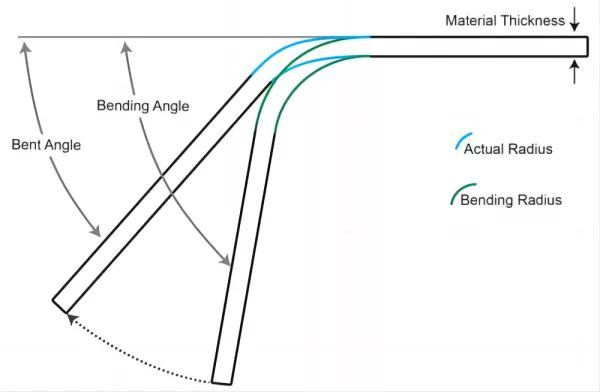
●Calculer l'angle de flexion
Pour calculer l'angle de pliage lors d'un pliage en grand arc, il faut prendre en compte la longueur et le rayon de l'arc. L'angle de pliage peut être déterminé à l'aide de la formule suivante :

Sachant que l'angle de pliage à réaliser est de 90 degrés et que le nombre de couteaux est de 16, on peut calculer que chaque angle de pliage est égal à : 90/16 = 5,63 degrés. En utilisant 180 degrés moins 5,63 degrés, on obtient l'angle de réglage de la cintreuse : 180 - 5,63 = 174,37 degrés.
Le nombre de couteaux de pliage ci-dessus est calculé selon des valeurs empiriques. Si vous estimez que l'effet de pliage de 2 mm à chaque fois est insuffisant, vous pouvez l'ajuster en conséquence.
Outils et techniques
Le pliage de grands arcs nécessite souvent des équipements et des techniques spécialisés. Presses plieuses hydrauliques, laminoirs et équipements de formage par étirage sont couramment utilisés pour réaliser des pliages précis sur de grandes surfaces. Les artisans peuvent également utiliser des montages et des gabarits pour soutenir le métal pendant le pliage, garantissant ainsi précision et répétabilité.
De plus, le choix de l'outillage et de la méthode de pliage dépend des exigences spécifiques du projet. Qu'il s'agisse d'une courbe douce pour des éléments architecturaux ou d'un contour complexe pour des composants aéronautiques, les artisans adaptent leur approche aux défis spécifiques de chaque application.