








Choisir le bon système de couronnement pour les presses plieuses

Lorsqu'il s'agit d'améliorer les performances de presses plieusesChoisir le bon système de bombage est crucial. D'après mon expérience, le système de bombage influence considérablement la précision du cintrage et l'efficacité globale. Cet article explore les différentes options disponibles et vous guide dans le choix du système de bombage le plus adapté à vos besoins. presses plieusesEn comprenant les facteurs clés en jeu, je souhaite vous aider à prendre une décision éclairée qui améliorera vos processus de production et vos résultats. Découvrons ensemble les détails du choix du système de bombage adapté à vos presses plieuses.
Presse plieuse Il s'agit d'un équipement essentiel pour l'usinage de la tôle, dont la précision de travail influence directement la précision du pliage des pièces. Lors du pliage, les deux extrémités du coulisseau étant soumises à une contrainte importante, la force de réaction au pliage de la tôle entraîne une déformation concave de la surface inférieure du coulisseau, la déformation de sa partie centrale étant maximale. Les pièces pliées présentent alors des angles différents sur toute leur longueur.
Afin d'éliminer les effets néfastes de la déformation du coulisseau, il est nécessaire de compenser sa déformation par flexion. Les systèmes de bombage courants pour presses plieuses sont le bombage hydraulique et le bombage mécanique. Ces systèmes permettent à la partie centrale du banc de travail de produire une déformation élastique vers le haut afin de compenser la déformation du coulisseau de la plieuse, d'assurer la précision de l'usinage des surfaces de joint et d'améliorer la précision de la pièce. Actuellement, les principaux fabricants étrangers de presses plieuses adoptent des dispositifs de bombage mécanique. Les fabricants nationaux choisiront la méthode de bombage appropriée en fonction de la situation.


Introduction de deux systèmes de couronnement
⒈ Couronnement hydraulique :
Le mécanisme de bombage hydraulique à déflexion automatique de l'établi est composé d'un ensemble de vérins hydrauliques installés sur la partie inférieure. La position et la taille de chaque vérin sont calculées en fonction du vérin de déflexion et de l'analyse par éléments finis de l'établi. Le bombage hydraulique réalise le bombage de la version neutre grâce au déplacement relatif des trois plaques verticales avant, centrale et arrière. Le bombage est obtenu par la déformation élastique de la plaque d'acier elle-même, ce qui permet d'ajuster la valeur du bombage dans la plage d'élasticité de l'établi.
⒉Le Couronnement mécanique :
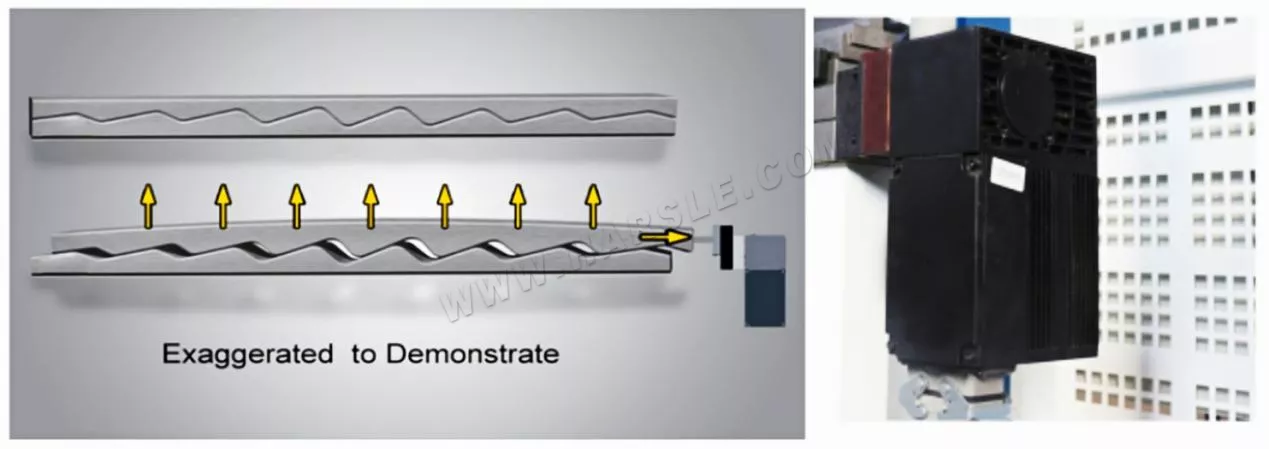
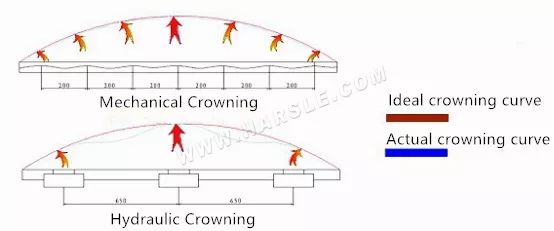
Le bombage mécanique est composé d'un ensemble de cales convexes à plan incliné, chacune étant conçue selon la courbe de déflexion du vérin et de l'établi par analyse par éléments finis. Le contrôleur CNC calcule la déflexion requise en fonction de la force de charge appliquée lors de la flexion de la pièce (cette force induisant une déformation du vérin et de la plaque verticale de l'établi). Il contrôle automatiquement le mouvement relatif de la cale convexe, compensant ainsi efficacement la déformation due à la déflexion du vérin et de la plaque verticale de l'établi.
Le bombage mécanique idéal de la pièce pliée peut être obtenu en contrôlant sa position pour réaliser un pré-gonflage. Un jeu de cales forme une courbe correspondant à la déflexion réelle dans le sens longitudinal de l'établi, de sorte que l'écart entre les matrices supérieure et inférieure reste constant pendant le pliage.
Principe des deux systèmes de couronnement
Étant donné qu'il existe de nombreux types de systèmes de contrôle pour les presses plieuses CNC, les principes de fonctionnement du bombage hydraulique et du bombage mécanique sont expliqués en prenant comme exemple le système de contrôle numérique de la série DA-66T de la société DELEM aux Pays-Bas.
⒈Principe de fonctionnement du couronnement hydraulique
Le diagramme de flux suivant est un schéma de contrôle prenant comme exemples le système de commande numérique DELEN DA-66T et le système hydraulique HO-ERBIGER.
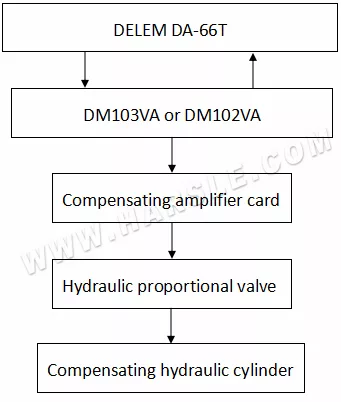
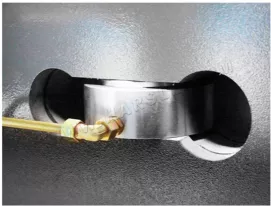
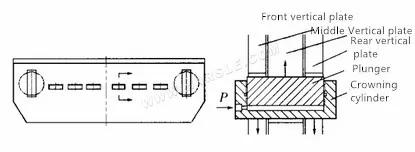
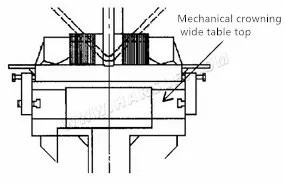
Sur la figure ci-dessous, on peut voir que le dessous de l'établi est constitué d'une plaque principale épaisse et de deux plaques latérales relativement fines. À l'emplacement du vérin de bombage, la plaque centrale dépasse nettement. Lors du pliage de la pièce, la vanne hydraulique ouvre la vanne proportionnelle en fonction de la valeur de bombage calculée automatiquement par le système de commande numérique, et l'huile hydraulique alimente le vérin de bombage.
Le piston du vérin à huile de couronnement expulse une petite pièce, ce qui provoque une déformation élastique vers le haut de la plaque centrale, améliorant ainsi la précision de la pièce. Bien entendu, la précision de pliage de la pièce dépend également du réglage des paramètres internes du système CNC.
⒉Le principe de fonctionnement du couronnement mécanique
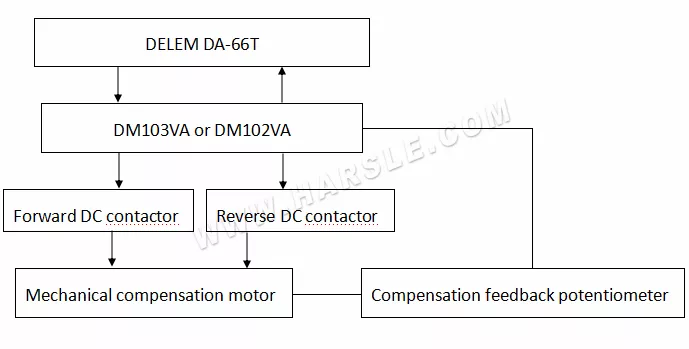
Le mécanisme de bombage mécanique est composé de patins supérieur et inférieur et de tables de travail, reliés par un ressort à disque et des boulons. Les patins supérieur et inférieur sont constitués de plusieurs cales inclinées de différentes inclinaisons. Sans bombage mécanique, on observe une nette différence d'inclinaison entre les extrémités des patins supérieur et inférieur et celle du milieu.
Cela s'explique par le fait que la déformation requise pour le bombage est maximale au centre de la machine-outil. Après bombage mécanique, les pentes des patins supérieur et inférieur sont identiques ; avant bombage, ils sont parfaitement ajustés. Lorsque le bombage est nécessaire, le patin inférieur se déplace vers la gauche sous l'effet du moteur, tandis que les patins supérieur et inférieur restent ajustés à gauche et sont séparés à droite. En raison des pentes différentes des patins supérieur et inférieur, le patin supérieur subit une déformation élastique convexe vers le haut sous l'action du patin inférieur.
Ce mécanisme de couronnement mécanique adopte l'ensemble des patins supérieurs et inférieurs, bien sûr, il est également possible d'utiliser une cale fendue avec une pente, puis d'utiliser une vis filetée pour entraîner la cale pour se déplacer à gauche et à droite, réalisant ainsi le couronnement pour la déformation du vérin de la machine-outil Pour améliorer la précision de pliage de la pièce, le principe de commande électrique est le même que celui du mécanisme de couronnement mécanique global des patins supérieurs et inférieurs.
Ce mécanisme de bombage mécanique à coin fendu est actuellement plus courant sur les cintreuses de gros tonnage domestiques. Grâce au bombage mécanique, la déformation du coulisseau de la machine-outil est compensée, garantissant ainsi la précision de la surface d'usinage et améliorant la précision de la pièce.
Comparaison de deux systèmes de couronnement
⒈Avantages du couronnement hydraulique :
● Après une utilisation prolongée, le couronnement hydraulique ne présente aucun problème d'usure, tandis que la vis mère et le bloc de cale du couronnement mécanique s'useront après une utilisation prolongée.
● Le couronnement hydraulique prend moins de place, tandis que le couronnement mécanique prend plus d'espace libre dans les deux sens de la hauteur et de la largeur.
● Avec le bombage hydraulique, la plaque ne peut pas se déplacer, car la table inférieure est plane et en contact avec la plaque pliée. Elle est également très stable lorsque la traverse supérieure entre en contact avec le point de serrage de la plaque. Le bombage mécanique n'intervient qu'après le pliage, ce qui peut entraîner des erreurs imprévisibles.
● Le couronnement hydraulique peut être ajusté lorsque la pièce n'est pas retirée, ce qui est impossible avec le couronnement mécanique.
⒉Les avantages du couronnement mécanique :
● Le couronnement mécanique présente une stabilité durable, ce qui réduit la difficulté d'entretien et la fréquence du couronnement hydraulique (comme les fuites d'huile causées par des dommages à la bague d'étanchéité) et ne nécessite aucun entretien pendant la durée de vie de la machine-outil.
● Étant donné qu'il existe de nombreux points de courbure dans le courbure mécanique, une courbure de déviation précise peut être obtenue sur toute la longueur de la table de travail, ce qui permet à la cintreuse de plier la pièce dans un mode de courbure plus linéaire et améliore l'effet de courbure de la pièce.
●Le couronnement mécanique utilise une règle potentielle pour mesurer la position du signal de retour, comme axe de contrôle numérique, réalisant un contrôle numérique et rendant la valeur de couronnement plus précise.