








Pour maîtriser l'usinage CNC avec précision et efficacité, la programmation de produits DELEM DA-66S s'impose comme une compétence essentielle pour les opérateurs. Si vous souhaitez comprendre comment modifier des programmes dans ce système, vous êtes au bon endroit.
En éditant efficacement les programmes dans la programmation de produits DELEM DA-66S, vous pouvez améliorer votre productivité et garantir la précision de chaque pliage et découpe. Dans ce guide, je vous explique les étapes nécessaires pour démarrer, modifier et optimiser votre programmation avec l'interface DELEM DA-66S, afin de tirer le meilleur parti de vos opérations CNC.
Voici comment vous pouvez gérer et modifier efficacement vos programmes CNC pour obtenir des performances optimales.
Introduction

Modifier des programmes CNC peut être intimidant. Pourtant, maîtriser la programmation de produits DELEM DA-66S peut sembler complexe à première vue. Heureusement, comprendre comment modifier des programmes avec DELEM DA-66S peut optimiser votre flux de travail et améliorer la précision de votre production.
Pour éditer efficacement les programmes CNC avec la programmation de produit DELEM DA-66S, suivez ces étapes simplifiées pour un processus rationalisé :
- Sélectionnez le mode programme
Pour un programme CNC existant, sélectionnez le produit souhaité dans la vue d'ensemble des produits et cliquez sur le bouton « Programme ». Si vous démarrez un nouveau programme, sélectionnez « Nouveau programme », saisissez les propriétés principales du produit et la configuration de l'outil, et le système passera automatiquement en mode Programme. - Accéder à l'écran de programmation
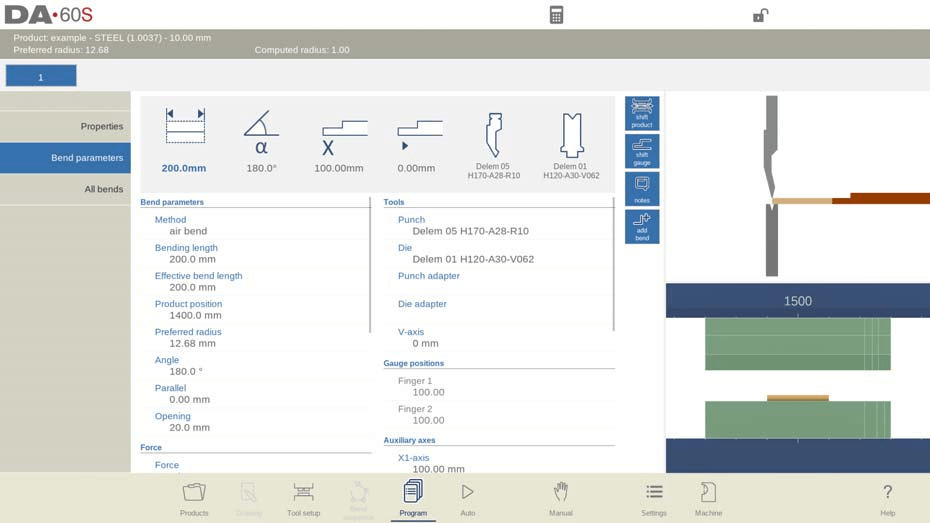
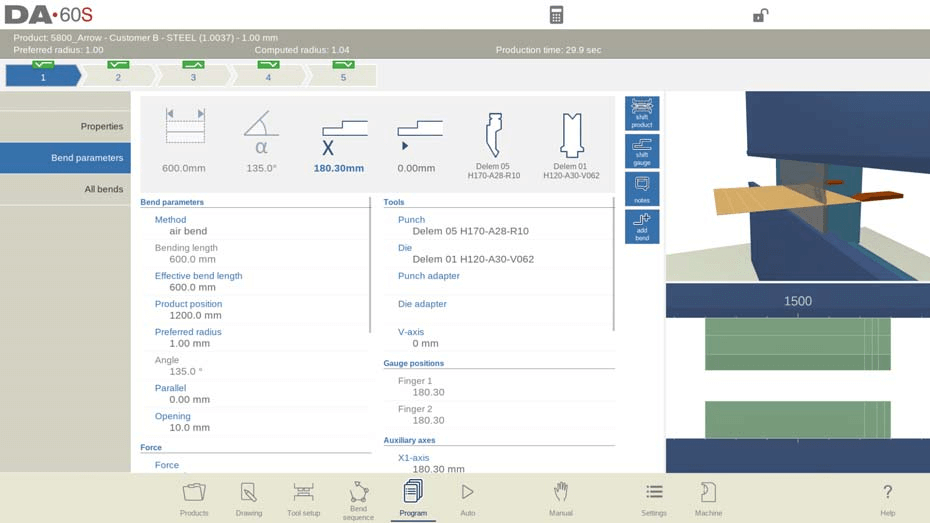
Que vous modifiiez un programme existant ou que vous en commenciez un nouveau, vous verrez un écran de programme numérique. Cet écran affiche le pli actuel, ou le premier pli pour les nouveaux programmes, ainsi qu'une représentation graphique de la station d'outils. - Naviguer dans les virages
Utilisez le sélecteur de courbure en haut pour parcourir les différentes courbures. Appuyez simplement sur les courbures indiquées pour sélectionner et modifier les données de courbure souhaitées. - Modifier les paramètres du programme
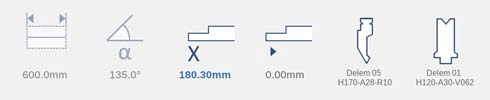
Au-dessus des données numériques, de grandes icônes (tuiles) affichent les paramètres fréquemment utilisés. Sélectionnez ces tuiles pour des modifications rapides. Vous trouverez également ces valeurs parmi tous les autres paramètres numériques du programme DELEM DA-66S.
En suivant ces étapes, vous pouvez éditer efficacement vos programmes, améliorant ainsi la précision et la productivité de vos opérations CNC avec la programmation de produit DELEM DA-66S.
A côté des informations numériques, les vues et les fonctions sont indiquées par des boutons de commande.
Fonctions:
Les modes/fonctions suivants sont disponibles :

Données de courbure principales et numériques qui peuvent être combinées au choix avec des informations graphiques / affichées simultanément (si disponibles).

Tous les coudes, affiche toutes les données de coude dans un tableau au choix simultanément avec les informations graphiques du coude sélectionné (si disponible).

Propriétés du produit, donne accès aux propriétés du produit qui sont générales pour le produit, et non spécifiques à la courbure.

Shift Product, permet le positionnement du produit par rapport aux positions des outils.

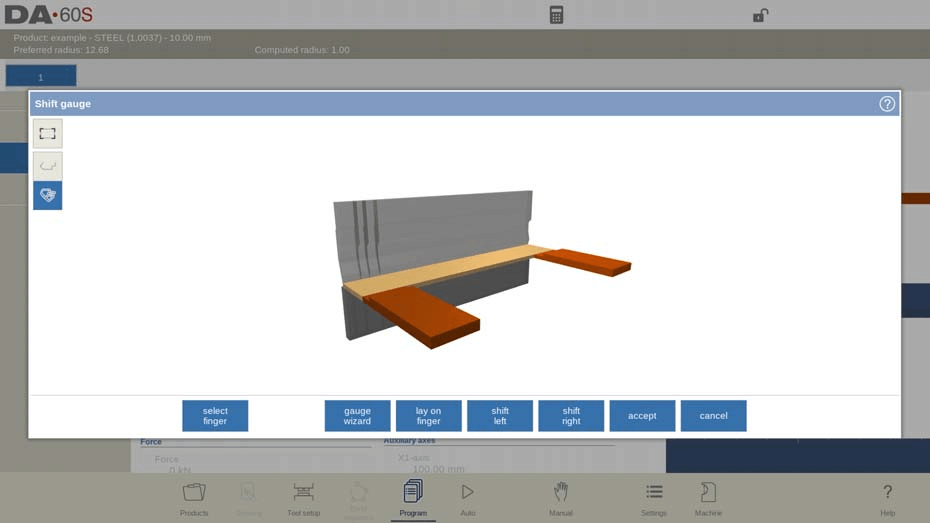
La jauge de déplacement permet de repositionner les doigts de la butée arrière. Selon le type de produit et les options logicielles de l'assistant de jauge, celui-ci peut proposer un assistant graphique pour trouver d'autres positions de jauge.

Notes : ouvre une fenêtre permettant de consulter et de modifier les notes relatives au produit en cours ou à un pli spécifique. Ces notes sont disponibles pendant la production.

Ajouter un coude, ajoute un nouveau coude au programme existant.
Maintenant, approfondissons chaque étape du processus.
Mode programme, explication des paramètres
Naviguer vers le mode approprié est votre première étape dans l'édition de programme sur le DELEM DA-66S.
L'écran principal affiche les courbes disponibles et à partir de cet écran principal, à partir de chaque courbe disponible, des paramètres spécifiques peuvent être visualisés et modifiés.
L'ID du produit et la description du produit sont affichés dans la rangée supérieure de l'écran.
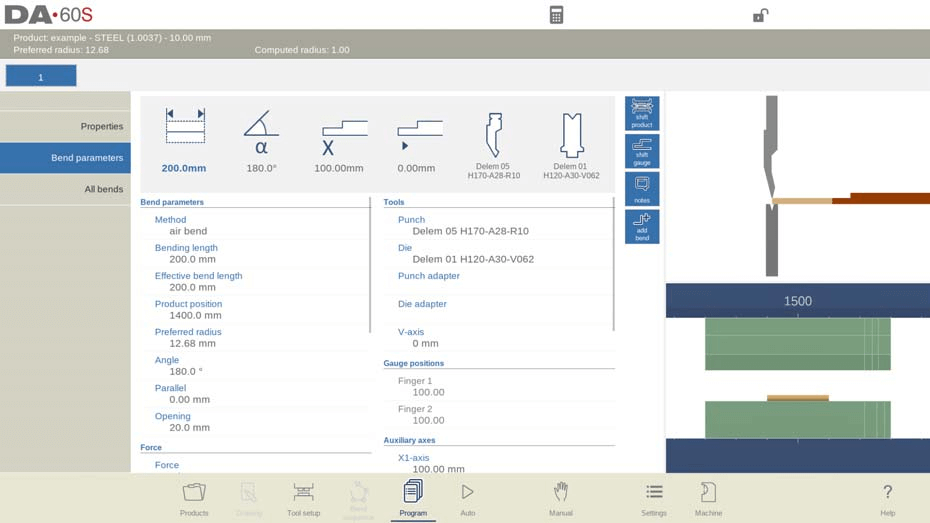
Dans le cas d'un produit graphique, des informations graphiques peuvent également être affichées.
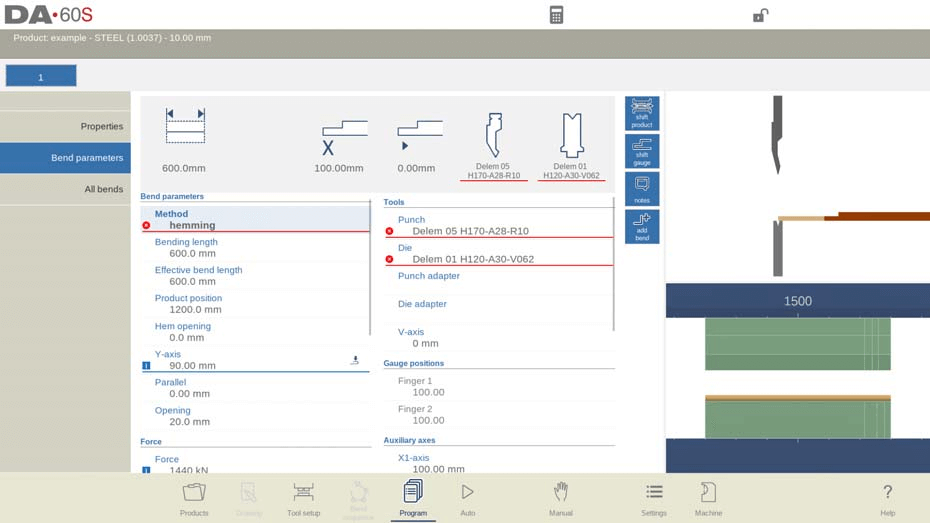
Paramètres de courbure
Méthode:
Sélectionnez la méthode de pliage souhaitée. Le contrôle prend en charge les méthodes standard suivantes :
• courbure de l'air
• fond
• ourlet
• ourlet et finition du bas
• manutention
Méthodes de pliage:
courbure de l'air

La tôle est pliée à l'angle programmé en amenant le poinçon à la profondeur requise. La commande calcule la position requise sur l'axe Y pour obtenir l'angle programmé.
toucher le fond

La tôle est pliée en la pressant entre le poinçon et la matrice. La commande considère le bas de la matrice comme la position requise sur l'axe Y.
ourlet
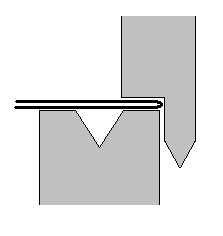
La feuille est pliée en deux. Cette opération est possible après un pliage précédent à angle aigu. La commande calcule la position précise sur l'axe Y pour cette action : la surface de la matrice plus deux fois l'épaisseur de la feuille. Le positionnement sur l'axe Y peut être ajusté en programmant une « ouverture d'ourlet ».
ourlet et finition du bas
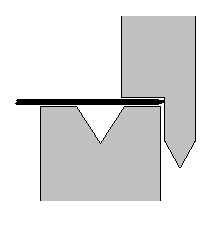
Identique à l'ourlet, mais la commande considère désormais le haut de la matrice comme la position requise sur l'axe Y. La feuille pliée est pressée entre le poinçon et la matrice.
manutention
L'axe Y étant inactif, l'étape de programme en cours devient une étape sans pliage. Seuls les axes de la butée arrière se positionnent conformément aux valeurs programmées, par exemple pour permettre la manutention du produit. Un changement d'étape externe (entrée C) est requis.
Note 1
Les plis d'ourlet sont représentés ici avec un poinçon d'ourlet spécial, mais cela n'est pas obligatoire.
Note 2
Lorsque l'opération de finissage est sélectionnée, la position de fin de pliage de la poutre de l'axe Y dépend
sur la force de travail. Si toutefois la force est suffisante pour que la poutre atteigne la position calculée
Fin de la position de pliage de l'axe Y, la course du faisceau sera limitée par la valeur de position.
Méthode de déviation
dynamique => Le bombage sera contrôlé automatiquement en temps réel pendant le pliage, en appliquant les corrections appropriées si nécessaire. non dynamique => Le bombage se comportera comme un bombage hydraulique standard ; il n'y aura pas de corrections en temps réel.
Longueur de courbure
Longueur de la feuille entre les outils.
Longueur de courbure effective
Longueur effective de la tôle entre les outils, utilisée pour le calcul de la force et du dispositif de bombage (le cas échéant). Cette longueur de pliage effective est calculée à partir de la géométrie du produit ; pour les pliages supplémentaires et simultanés, cette valeur calculée correspond à la somme des longueurs des différentes lignes de pliage.
Position du produit
La valeur de position absolue du produit dans la direction Z. Le côté gauche de la machine est la position de référence zéro.
Rayon préféré
Rayon prévu programmé. L'épaisseur du produit programmée est utilisée comme valeur initiale pour le calcul du rayon par défaut. Ce rayon peut également être supérieur et nécessiter l'utilisation d'outils à grand rayon.
Angle
L'angle requis pour ce cintrage. Ce paramètre n'apparaît que si la programmation d'angle est sélectionnée avec le paramètre « Sélection d'angle » et que la méthode de cintrage est un cintrage en l'air.
Ouverture de l'ourlet
Le pliage d'ourlet peut être réalisé avec une certaine distance d'ouverture entre les deux ailes. Cette valeur sera utilisée pour calculer la position de la poutre lors du sertissage. Par défaut, ce paramètre correspond à la valeur du paramètre « Ouverture d'ourlet par défaut » du mode Paramètres.
Ourlet rapide
Lorsque le sertissage rapide est activé, l'axe Y se déplace vers le bas à grande vitesse dès qu'il passe sous le haut de la matrice, jusqu'à atteindre l'ouverture de la charge de sertissage. Cela réduit le temps de cycle, notamment pour le sertissage avec une matrice en U. Disponible uniquement si activé par le fabricant de la machine.
Axe Y (position de courbure)
Position de l'axe Y requise pour ce pli. Ce paramètre n'apparaît que si la programmation absolue est sélectionnée avec le paramètre « Sélection d'angle ». Il apparaît également si la méthode de pli est le pliage par aplatissement et/ou par ourlet.
Muet
Point de séquence où l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pressage. La valeur programmée ici correspond à la distance du point d'inactivité au-dessus de la tôle. Par défaut, la valeur d'inactivité de la matrice programmée est utilisée. La présence ou non de ce paramètre dépend des réglages de la machine.
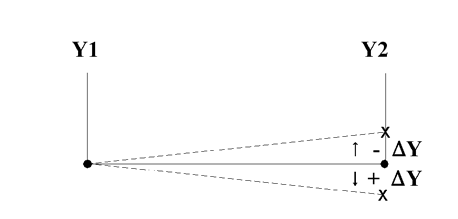
Parallèle
Différence entre les cylindres gauche et droit (Y1 et Y2). Si la valeur est positive, le côté droit est plus bas. Si la valeur est négative, le côté droit est plus haut. La valeur programmée est active sous le point de serrage.
Ouverture
Ce paramètre crée un espace entre le poinçon et la matrice après pliage. Une valeur positive correspond à un espace supérieur à la valeur « Mute », tandis qu'une valeur négative correspond à un espace inférieur à la valeur « Mute ». Pour limiter le temps de manipulation du produit, vous pouvez programmer une valeur positive ou négative.
Forcer
Forcer
Force maximale ajustée lors du pressage (calculée automatiquement).
Temps de séjour
Temps de maintien du poinçon au point de pliage.
Décompression
Distance de décompression après pliage pour relâcher la pression de travail du système. Cette distance peut être définie à un point précis du cycle. Par défaut, la distance de décompression est calculée, c'est-à-dire la valeur minimale requise. Vous pouvez également choisir « Mute », le point de muet calculé, ou « Clamp », le point de serrage calculé. Ces deux options ont une distance supérieure à celle calculée.
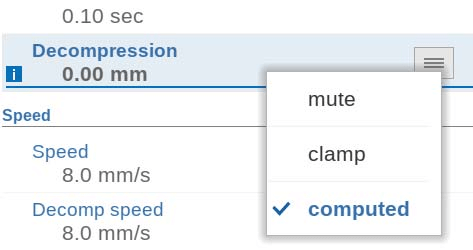
Vitesse
Vitesse
Vitesse de travail (vitesse de pressage). Initialement, la valeur de ce paramètre est copiée du paramètre « Vitesse de pressage par défaut » dans le mode Paramètres.
Vitesse de décomposition
La vitesse de décompression est la vitesse programmable du faisceau pendant la distance de décompression.
Fonctions
Paramètres de répétition
La programmation du produit DELEM DA-66S permet de contrôler la fréquence d'exécution d'un pliage. Régler la fréquence de répétition sur 0 permet d'ignorer le pliage. Régler la fréquence entre 1 et 99 pour un pliage répété.
Attendre la rétractation
Déterminez si l'axe Y doit attendre pendant une rétraction.
- Non: L'axe Y continue au-delà du point de serrage sans s'arrêter.
- Oui: L'axe Y s'arrête au point de serrage jusqu'à ce que la rétraction soit terminée avant d'avancer.
Paramètres du code
Les codes de changement d'étape programmables déterminent quand les nouveaux paramètres prennent effet :
- ER: Changements à la fin de la décompression.
- MUET: Modifications de la position de mise en sourdine lors de l'ouverture du faisceau.
- UDP : Changements au point mort haut.
- ARRÊT UDP : Changements au point mort haut, arrêtant tous les mouvements.
- EXTERNE: Modifications lors de l'activation du signal d'entrée C, sans mouvement du faisceau.
- UDP EXTERNE : Modifications avec le signal d'entrée C au point mort haut, permettant le mouvement du faisceau et de la rétraction.
- UDP PST : Modifications au point mort haut lorsque les supports de pièces reviennent à zéro, applicables si le support de pièces est présent.
Temps de retard
Le temps de retard définit la durée d'attente avant un changement d'étape, allant de 0 à 30 secondes.
En maîtrisant ces paramètres, vous optimiserez la programmation du produit DELEM DA-66S pour plus de précision et d'efficacité.
Outils
Lors de la programmation du produit DELEM DA-66S, une gestion efficace des outils est essentielle pour garantir la précision des opérations de pliage. Voici un guide simplifié :
- Accéder au menu de configuration de l'outil
Accédez au menu Configuration des outils dans la programmation du produit DELEM DA-66S pour afficher et modifier l'ensemble d'outils actuel. - Sélectionnez les outils pour chaque courbure
Si des outils spécifiques sont nécessaires pour des coudes individuels, vous pouvez les sélectionner en conséquence dans la programmation du produit DELEM DA-66S. - Modifier les détails du poinçon
- Punch: Appuyez pour modifier le poinçon sélectionné ou choisissez-en un nouveau dans la bibliothèque de poinçons.
- Modifier les détails de la matrice
- Mourir: Appuyez pour changer le dé sélectionné ou choisissez-en un nouveau dans la bibliothèque de dés.
- Sélection de l'adaptateur de poinçon
- Adaptateur de poinçon : Modifiez ou sélectionnez un adaptateur dans la bibliothèque d'adaptateurs de perforation. La programmation d'un adaptateur dépend du paramètre « Utiliser l'adaptateur de perforation » en mode Machine.
- Sélection de l'adaptateur de matrice
- Adaptateur de matrice : Modifiez ou sélectionnez l'adaptateur de matrice dans la bibliothèque. Cela dépend également du paramètre « Utiliser l'adaptateur de matrice » en mode Machine.
- Présentation des outils de changement
Cliquez sur le bouton « Changer d'outils » pour accéder à un aperçu de tous les outils disponibles dans la bibliothèque. Utilisez la fonction « Orientation » pour modifier l'orientation des outils si nécessaire.
Positions des jauges
Doigt (1/2/3/4)
La position du doigt (contact), correspondant à la position de l'axe X et à la position de pose.
Axes auxiliaires
axe auxiliaire
La position de l'axe sélectionné.
Rétracter
Distance de retrait de l'axe sélectionné dans le pli actuel. Le retrait de la butée arrière est déclenché lorsque la poutre pince la tôle.
Vitesse
Vitesse de l'axe sélectionné dans le pli en cours. La vitesse peut être programmée en pourcentage de la vitesse maximale possible.
Support de pièces
Les paramètres de prise en charge des pièces optimisés dans la programmation du DELEM DA-66S améliorent la précision des opérations de pliage. Suivez ces étapes pour la configuration :
- Basculer la prise en charge des pièces (axe PST)
- Marche/Arrêt : Choisissez d'activer ou de désactiver le support de pièce. Lorsqu'il est désactivé, il reste à la position zéro pendant le pliage.
- Définir la position R
- Configuration de la hauteur : Ajustez la hauteur du support de la pièce avant et après le pliage. La valeur par défaut est le haut de la matrice (0,00 mm), ce qui est activé par le fabricant de la machine.
- Sélection de la méthode
- Retour à UDP : Le support de la pièce revient lorsque l'axe Y atteint le point mort haut.
- Retour à l'ouverture : Retourne lors de l'ouverture de l'axe Y.
- Inclinaison du produit : Ajoute une inclinaison pour éviter les collisions, en ajustant la hauteur du support en fonction de l'emplacement.
- Support d'angle statique : Fixe le support de la pièce à un angle statique, agissant comme une table de support.
- Options d'inclinaison du produit
- Angle d'inclinaison : Ajuste l'angle de mouvement du support de pièce ; le support avant se déplace plus haut, le support arrière plus bas.
- Vitesse d'inclinaison : Réglez la vitesse pour atteindre l'angle d'inclinaison, en pourcentage de la vitesse maximale.
- Jeu d'inclinaison : Distance supplémentaire pour le mouvement d'inclinaison au-delà de la distance de décompression programmée.
- Options de support d'angle statique
- Angle: Définit l'angle statique avant le début du pliage.
- Vitesse: Vitesse pour atteindre cet angle statique, définie en pourcentage de la vitesse maximale.
- Angles de retour et initiaux
- Vitesse de retour : Détermine la vitesse de retour après le pliage, en pourcentage de la vitesse maximale.
- Angle d'arrêt de sécurité : Angle pour mettre en pause le mouvement de retour pour plus de sécurité ; nécessite un redémarrage manuel.
- Angle initial : Angle pour le réglage du pré-cintrage, valable pour les supports à l'avant de la machine.
- Vitesse angulaire initiale : Vitesse pour atteindre l'angle initial des supports avant.
Implémentez ces paramètres dans la programmation du produit DELEM DA-66S pour optimiser le support des pièces et garantir des opérations de pliage fluides et précises.
Modes d'édition/affichage
Tous les virages
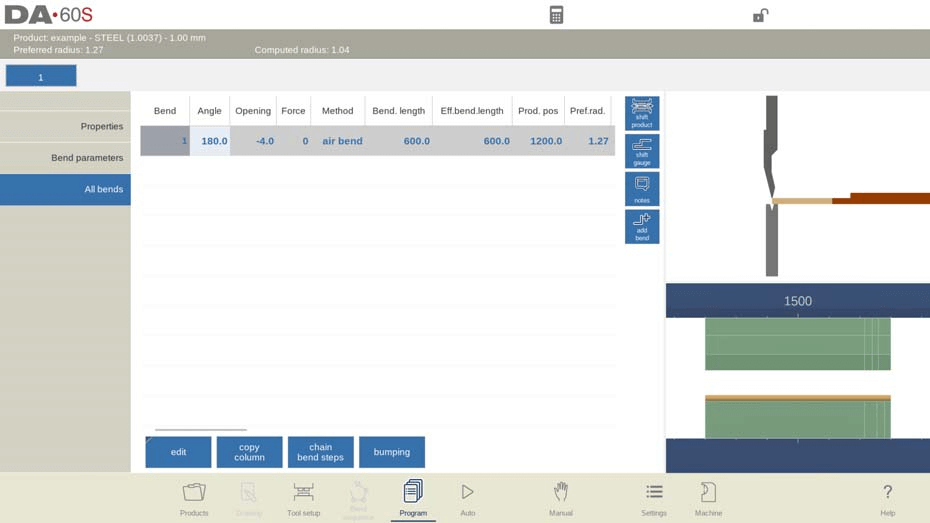
La gestion efficace des séquences de pliage est essentielle à la programmation du produit DELEM DA-66S. Voici un guide simplifié pour naviguer et modifier les pliages dans votre programme CNC :
- Accéder à l'écran Tous les virages
Cliquez sur le bouton « Tous les bends » pour afficher la liste complète de tous les bends de votre programme. Vous pouvez y modifier les paramètres des bends, les réorganiser, en ajouter ou en supprimer. - Navigation dans les colonnes
Faites défiler les paramètres et les colonnes disponibles à l'aide de glissements de doigts pour une expérience d'interaction intuitive dans l'interface de programmation du produit DELEM DA-66S. - Fonctions d'édition
Utilisez ces commandes principales pour modifier votre séquence de pliage :- Insérer le coude : Pour ajouter un pli, sélectionnez une position et le pli actuel sera copié et inséré.
- Marc Bend : Marquez un virage pour le préparer à des actions telles que le déplacement ou l'échange.
- Supprimer le virage : Supprimer un virage sélectionné de la séquence.
- Options d'édition avancées
Après avoir marqué un virage, des fonctions supplémentaires deviennent disponibles :- Déplacer Plier : Modifiez l'ordre des virages en les marquant et en les plaçant dans une nouvelle position.
- Échanger les virages : Échangez les positions de deux coudes en en marquant un, en en sélectionnant un autre et en choisissant « Échanger les coudes ».
- Marque d'abandon : Annulez toutes les marques actuelles si nécessaire, en effaçant les sélections.
- Gestion des paramètres
- Copier la colonne : Dupliquez une valeur de paramètre d'un virage vers tous les autres pour plus de cohérence.
- Étapes de pliage de la chaîne : Connectez les coudes en définissant le nombre d'étapes dans la chaîne et en ajustant le décalage de position de la butée arrière, permettant un décalage positif ou négatif pour plus de flexibilité.
Ces étapes de programmation du produit DELEM DA-66S vous aideront à gérer et à optimiser efficacement vos séquences de pliage pour une meilleure efficacité de production.
Changer d'outils
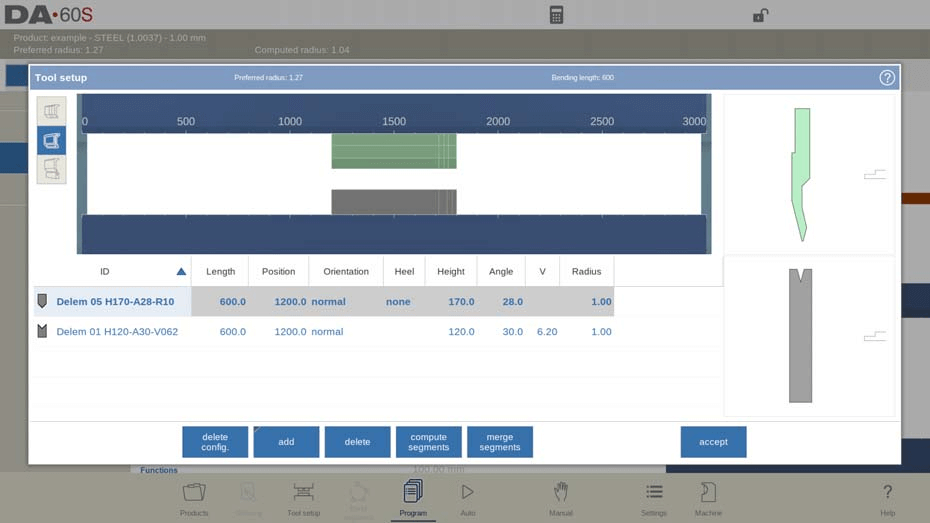
Pour changer d'outils, utilisez le menu Configuration d'outils. En mode Programme pour la programmation numérique, la configuration d'outils est utilisée par défaut. Si la configuration d'outils doit être modifiée pour une seule étape de pliage, utilisez le bouton « Changer d'outils ». La commande demandera toujours si les modifications doivent être appliquées à l'ensemble de la configuration ou à un seul pli. Si la configuration complète de l'outil est requise, le menu Configuration d'outils est automatiquement activé.
Produit de décalage
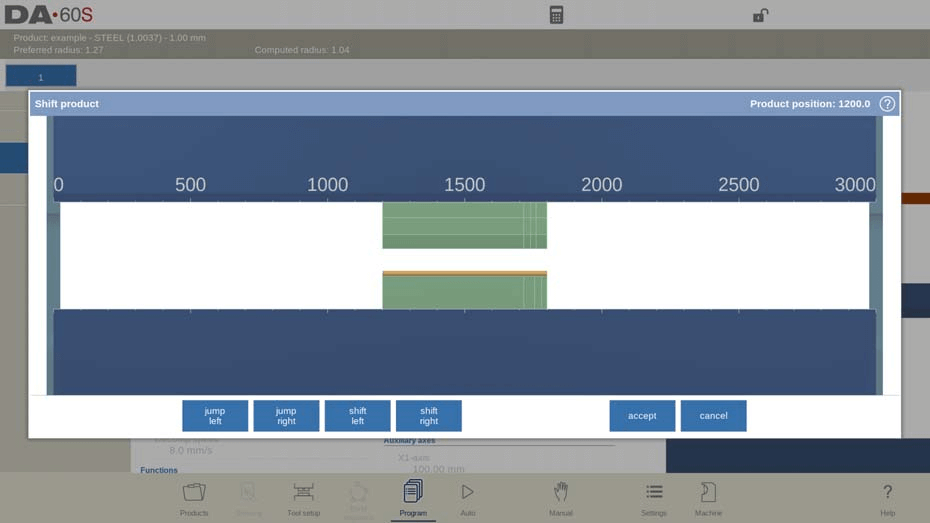
Pour déplacer le produit, la fonction « Déplacer le produit » ouvre une boîte de dialogue permettant de le déplacer sur et entre les outils. Le produit peut même être déplacé au-dessus des postes d'outils. Lors du déplacement, l'utilisateur est assisté par des points d'accrochage. Le produit peut facilement être déplacé sur le côté des outils ou au milieu du poste.
Fonctions:
Sauter à gauche
Déplacez le produit vers une autre combinaison d'outils dans la direction gauche.
Sauter à droite
Déplacez le produit vers une autre combinaison d'outils dans la bonne direction.
Décaler vers la gauche
Déplacez le produit de 1 millimètre vers la gauche dans le même jeu d'outils.
Décalage vers la droite
Déplacez le produit d'1 millimètre vers la droite dans le même jeu d'outils.
Indicateur de changement de vitesse
Le réglage de la butée arrière est un élément clé de la programmation du DELEM DA-66S, permettant une manipulation précise des matériaux. Voici comment gérer efficacement ces réglages :
- Fonction d'accès à la jauge de changement de vitesse
Commencez par ouvrir la boîte de dialogue « Jauge de décalage ». Cette fonctionnalité vous permet d'ajuster visuellement la position de la butée arrière, améliorant ainsi la précision de la programmation du produit DELEM DA-66S. - Modifier les positions de la butée arrière
Faites glisser les doigts de la butée arrière jusqu'à la position souhaitée. Lors du réglage, le système aligne automatiquement les doigts avec le côté du produit, simplifiant ainsi le processus de configuration. - Sélectionnez le doigt à déplacer
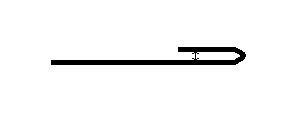
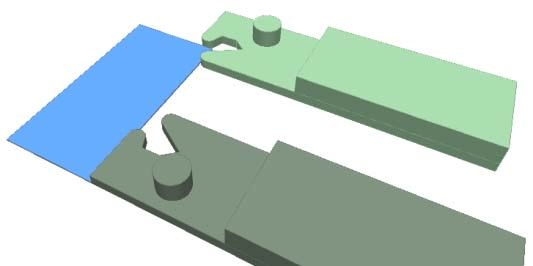
Choisissez le doigt spécifique que vous souhaitez ajuster. Cette flexibilité permet des modifications ciblées dans la configuration de programmation de votre DELEM DA-66S. - Coin pincé (si disponible)
Utilisez cette option pour fixer le doigt de butée arrière autour du coin du produit, assurant ainsi la stabilité dans les directions X et Z. Remarque : cette fonction nécessite une machine dotée de doigts de pincement spéciaux et d'options de commande compatibles. (Voir la figure ci-dessus) - Utiliser l'assistant de jauge
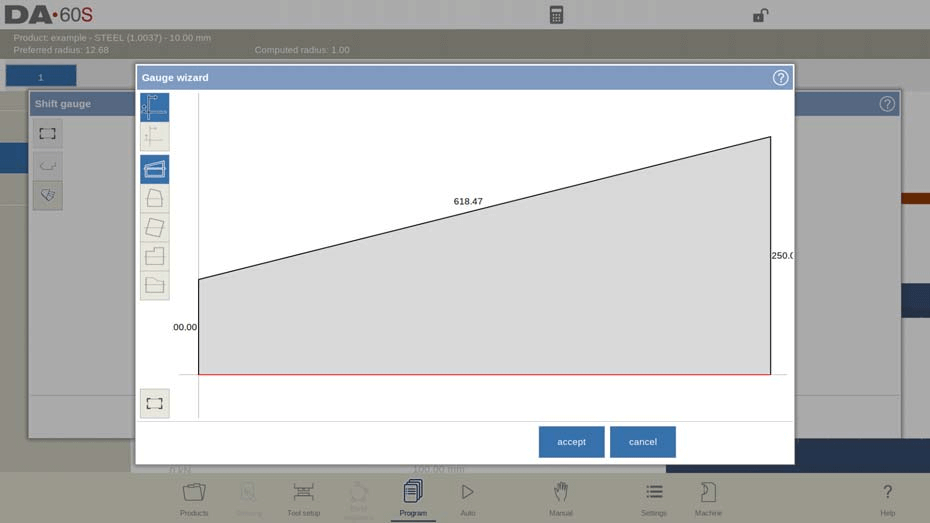
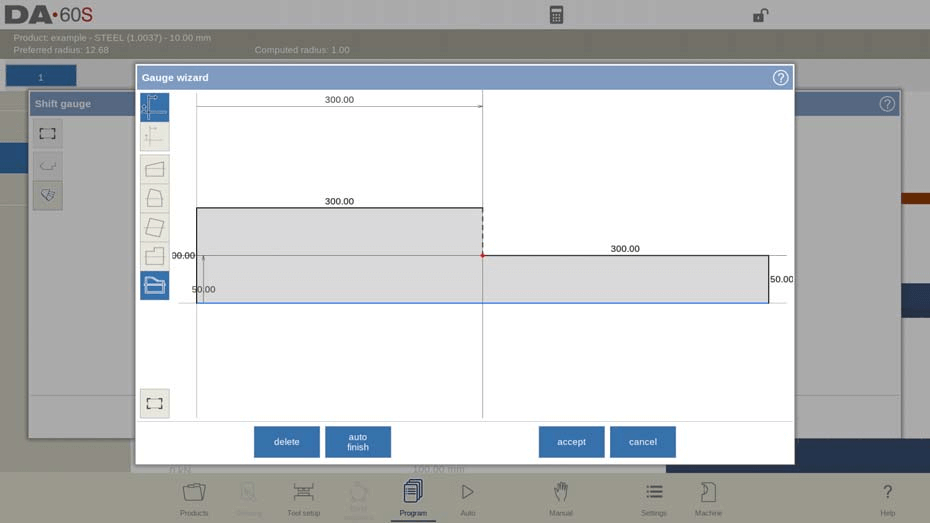
Pour les programmes numériques, l'assistant de gabarit permet de définir la forme latérale souhaitée du produit. Activez la « programmation de l'angle X » pour un repositionnement optimisé des doigts en fonction de la forme du produit. (Voir la figure ci-dessus) - Sélectionner et ajuster les formes
Choisissez parmi quatre modèles de formes standard fournis par l'assistant de jauge ou créez une forme personnalisée pour un placement précis des doigts dans la programmation du produit DELEM DA-66S. - Changer et s'allonger sur les positions
- Changer de côté : Parcourez les positions de butée arrière disponibles pour une configuration optimale.
- Poser sur le doigt : Ajustez les positions de pose du produit, disponibles si votre machine comprend un axe R.
- Changer la position des doigts
- Décalage vers la gauche : Déplacez un doigt sélectionné de 1 mm vers la gauche.
- Décalage vers la droite : Déplacez un doigt sélectionné de 1 mm vers la droite.
- Finaliser les ajustements
- Annuler: Quitter sans enregistrer les modifications.
- Accepter: Enregistrez vos modifications et quittez l'écran.
En suivant ces étapes, vous pouvez garantir des réglages précis de la butée arrière dans la programmation du produit DELEM DA-66S, optimisant ainsi la manutention des matériaux et l'efficacité globale de la production.
Propriétés du produit
Pour modifier les propriétés principales du produit, appuyez sur « Propriétés ». Ces paramètres sont identiques pour chaque courbe (données principales du programme).
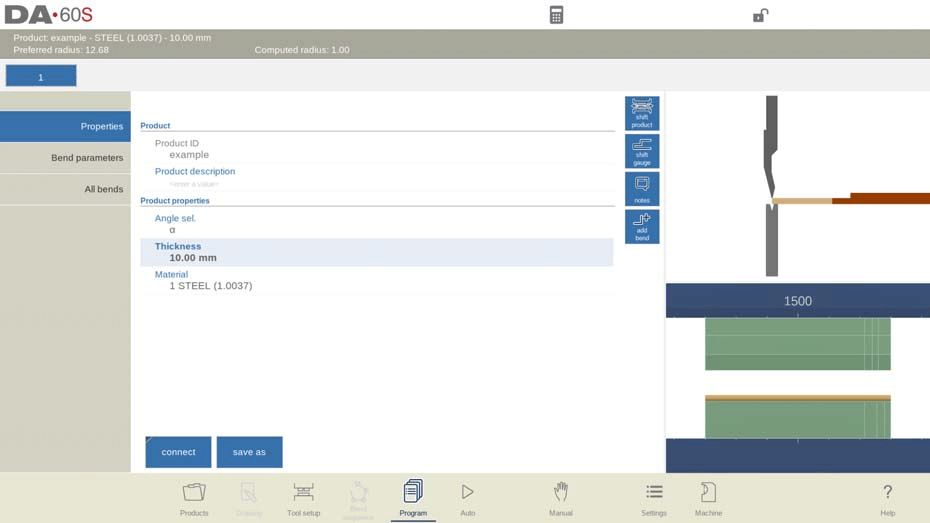
Explication des paramètres
ID du produit
Nom unique pour identifier un programme de produit. Longueur maximale : 25 caractères. L'identifiant du produit peut contenir des lettres et des chiffres.
Description du produit
Numéro ou description de ce programme. Longueur maximale : 25 caractères. La description du produit peut contenir des lettres et des chiffres.
Sélection d'angle
Sélection du mode de programmation pour l'axe Y.
0 = absolu : programme la position absolue de l'axe Y pour un pli.
1 = α : programmer l'angle à plier. La position requise sur l'axe Y est calculée.
En fonction de ce paramètre, soit le paramètre Angle, soit le paramètre Bend
La position apparaîtra dans une étape de pliage.
Épaisseur
Épaisseur de la feuille.
Matériel
Sélection de l'un des matériaux programmés pour le calcul des profondeurs de pliage. La commande contient quatre matériaux préprogrammés. Au total, 99 matériaux peuvent être programmés sur la commande. Ces matériaux sont programmables sur la page « Matériaux » du mode « Paramètres ».

Longueur du blanc
Longueur requise de la tôle d'origine à partir de laquelle le produit est plié. Cette valeur est calculée à partir d'un dessin 2D.
La gestion des propriétés produit est un aspect essentiel de la programmation du DELEM DA-66S. Voici un guide clair et concis pour vous aider à naviguer et à définir efficacement ces paramètres :
- Utiliser la fonction Connecter
- Programmes Connect : Pour créer des produits 3D, liez plusieurs programmes :
- Concevoir des produits dans différentes directions.
- Connectez les programmes via les propriétés du produit, en choisissant l'ID du programme à lier.
- Organisez séquentiellement plusieurs programmes si nécessaire.
- Programmes Connect : Pour créer des produits 3D, liez plusieurs programmes :
- Exécuter des programmes connectés
- Sélectionnez le premier programme : Commencez par le programme initial dans la séquence.
- Activer le mode automatique : Programmez la quantité de produit requise.
- Démarrer la production : Lancez le processus avec la touche « Démarrer ». Le système exécutera automatiquement les programmes connectés.
- Ajuster et gérer les programmes
- Programme de déconnexion : Arrêtez la séquence si nécessaire.
- Enregistrer sous : Créez une copie en saisissant un nouvel ID de produit.
- Supprimer le dessin : Éliminez les dessins graphiques si nécessaire.
- Notes de modification : Accédez et modifiez les notes liées à votre produit.
En suivant ces étapes, vous améliorerez votre efficacité et votre précision dans la programmation des produits DELEM DA-66S, garantissant une production et une personnalisation transparentes de vos opérations de pliage.
Notes
Ajout de notes dans la programmation du produit DELEM DA-66S
Dans la programmation des produits DELEM DA-66S, vous pouvez facilement améliorer la gestion de vos projets en ajoutant des notes. Cette fonctionnalité vous permet d'enregistrer des commentaires ou des informations contextuelles spécifiques à chaque produit ou pli.
Chaque note est un simple champ de texte conçu pour fournir du contexte ou des rappels sans affecter les valeurs du produit ni altérer les calculs de séquence de pliage. L'intégration de notes à la programmation de votre produit DELEM DA-66S peut améliorer votre flux de travail en garantissant l'organisation et l'accessibilité des informations essentielles.
En utilisant efficacement cette fonctionnalité, vous améliorerez l'efficacité globale et la clarté de vos processus de programmation de produits DELEM DA-66S.
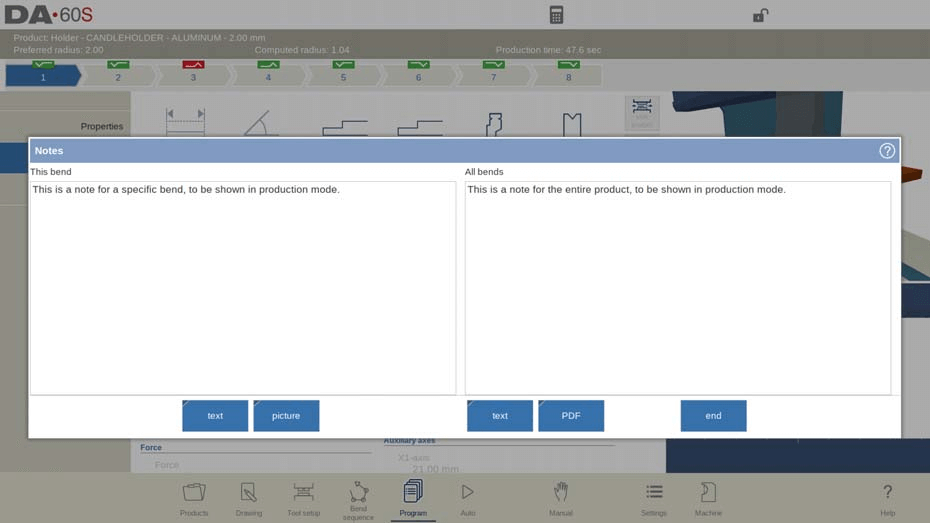
Note PDF
Pour joindre un fichier PDF à la note, appuyez sur « Joindre un PDF ». Le navigateur de répertoire permet de sélectionner un fichier PDF et de l'intégrer au fichier produit.
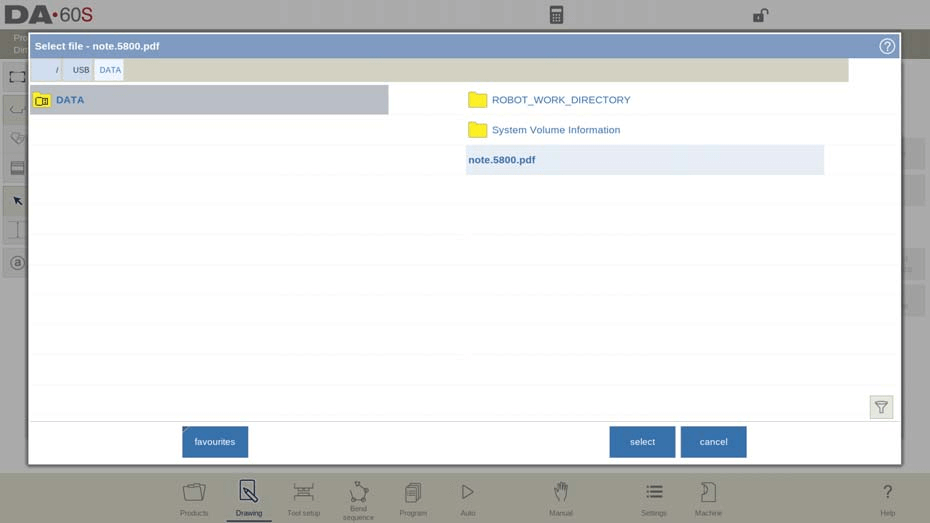
Lorsqu'un seul fichier PDF est joint sans note textuelle, le PDF s'affiche instantanément lorsque l'utilisateur appuie sur l'indicateur Notes en mode automatique.
Notes sur les photos
Pour joindre une photo à un pli spécifique, appuyez sur « Ajouter une image ». L'explorateur de répertoires permet de sélectionner un fichier PNG ou JPG qui sera intégré au fichier produit. Lorsqu'une photo est jointe à un pli spécifique, elle peut être affichée lors du traitement de ce pli.
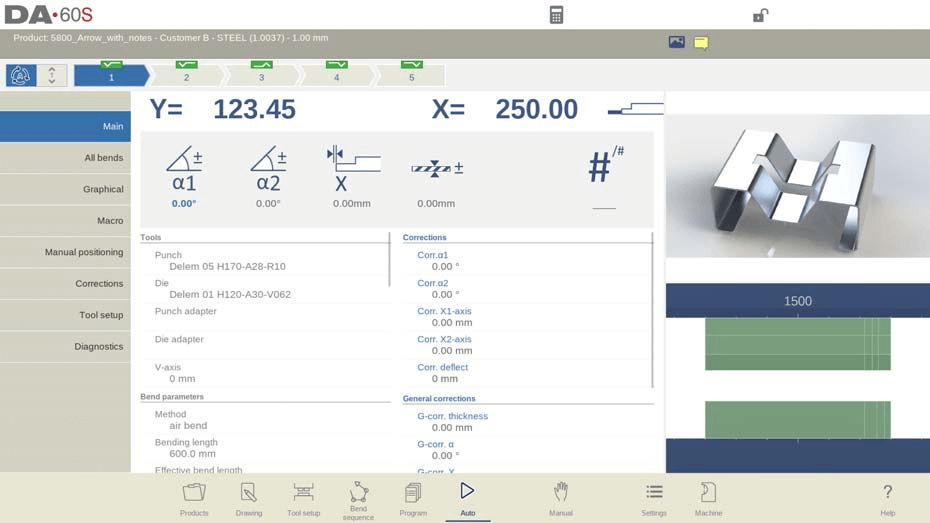
Un mode de visualisation graphique supplémentaire permet de visualiser l'image en plein écran en mode automatique. Une photo spécifique peut aider l'opérateur à comprendre les propriétés spécifiques du produit ou lui rappeler d'être attentif à un point précis.
Ajouter un coude
Pour ajouter un nouveau pli après le précédent. En cliquant sur ce bouton, le dernier pli est copié et ajouté après le précédent.
Cognement
À partir de programmes numériques purs, une seule étape de pliage peut être transformée en un pliage en bosse.
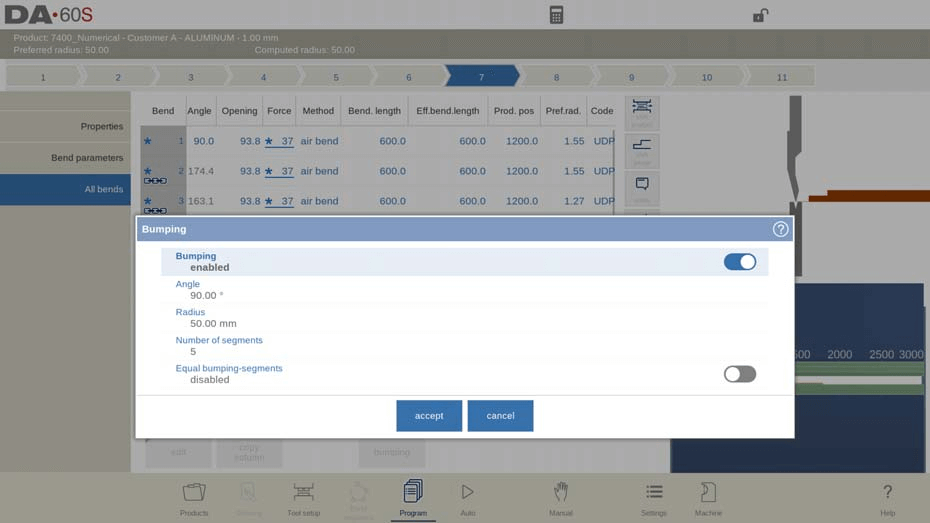
Le bumping est une fonctionnalité avancée de la programmation du DELEM DA-66S, essentielle pour réaliser des pliages précis à grand rayon. Voici un guide simplifié pour sa configuration :
- Activer le bumping
Dans la vue « Tous les coudes », sélectionnez « Recul ». Une fenêtre contextuelle apparaîtra. Choisissez :- Désactivé: Traite les chocs comme un virage aérien normal avec un angle et un rayon définis.
- Activé: Permet de créer de grands rayons grâce à plusieurs étapes de pliage de l'air.
- Définir l'angle et le rayon
Définissez l'angle précis et le rayon souhaité pour le pliage dans les paramètres de programmation du produit DELEM DA-66S. - Déterminer le nombre de segments
Déterminez le nombre de segments à diviser pour le rayon. Plus il y a de segments, plus le nombre de pliages est important, ce qui garantit des tolérances plus strictes et des transitions plus fluides. N'oubliez pas qu'un nombre plus élevé de segments nécessite une ouverture de matrice en V plus petite pour un pliage efficace. - Ajuster la taille du segment
- Segments de choc égaux : Choisissez entre :
- Activé: Tous les segments auront la même taille.Désactivé: Les extrémités sont réduites de moitié pour de meilleurs résultats, mais peuvent compliquer la sélection des matrices en V.
- Segments de choc égaux : Choisissez entre :
- Utiliser les corrections de bosses
En mode automatique, le système aide à répartir les corrections sur les courbes associées, garantissant des résultats optimaux dans la programmation du produit DELEM DA-66S.
En suivant ces étapes, vous pouvez mettre en œuvre efficacement le bumping dans la programmation de votre produit DELEM DA-66S, améliorant ainsi la qualité et la précision de vos opérations de pliage.
Modifier les données numériques
Chaque programme CNC édité commence par des modifications précises des données numériques.
Une fois en mode programme, des vignettes affichent les paramètres clés. Appuyez dessus pour afficher les détails et ajuster les courbures ou les valeurs numériques selon vos besoins.
Lorsqu'un symbole d'information s'affiche avec des paramètres après une valeur modifiée, ce paramètre a été modifié en raison de la dernière entrée modifiée.

Une étoile s'affiche avec les paramètres si leur valeur diffère de la valeur calculée par la commande. Cela peut être utile si une valeur est intentionnellement programmée différemment ou si la valeur d'un paramètre est limitée par les limites des paramètres.

Un symbole d'erreur s'affiche avec les paramètres si la valeur ne correspond pas aux valeurs programmées. Par exemple, lorsqu'un pli d'ourlet est programmé sans outil d'ourlet.
Comprendre les paramètres dans la programmation du produit DELEM DA-66S
Pour les débutants en programmation du DELEM DA-66S, il est essentiel de comprendre l'importance de chaque paramètre. Dans ce système, chaque modification peut influencer l'ensemble du programme. Il est donc crucial de prêter une attention particulière aux symboles indiquant les ajustements de paramètres. Ces symboles servent de guides et indiquent les points à modifier pour garantir une programmation fluide et précise du DELEM DA-66S.
Foire aux questions (FAQ)
Comment puis-je identifier les changements de paramètres dans la programmation du produit DELEM DA-66S ?
Le système DELEM DA-66S utilise des symboles spécifiques pour indiquer la modification d'un paramètre. Ces symboles vous aident à identifier les modifications nécessaires et à maintenir la précision de votre programmation.
Que dois-je faire si je dois connecter plusieurs programmes dans la programmation du produit DELEM DA-66S ?
Dans la programmation de produits DELEM DA-66S, vous pouvez connecter plusieurs programmes pour créer des produits 3D complexes. Accédez simplement à la section Propriétés du produit, associez les identifiants de programme correspondants et organisez-les dans l'ordre souhaité.
À quelle fréquence les programmes de produits doivent-ils être révisés dans DELEM DA-66S pour garantir leur exactitude ?
Il est conseillé de vérifier régulièrement les paramètres de programmation de votre DELEM DA-66S, notamment avant le lancement de la production. Cela inclut la vérification des réglages et des notes des paramètres afin de garantir une configuration optimale.
Conclusion
Maîtriser la programmation du DELEM DA-66S implique de comprendre l'impact de chaque paramètre et d'utiliser des fonctionnalités comme l'ajout de notes pour optimiser votre flux de travail. En maîtrisant ces éléments clés, vous pouvez améliorer la précision et l'efficacité de vos tâches de programmation.
Pour approfondir vos connaissances ou obtenir une assistance supplémentaire, nous vous encourageons à contacter notre équipe. Vous pouvez également consulter une documentation plus détaillée sur notre site web. Que vous ayez besoin de conseils personnalisés ou de ressources plus complètes, nous sommes là pour vous accompagner dans l'optimisation de votre DELEM DA-66S. programmation de produits.



