








Le mode manuel du DELEM DA-66S offre aux utilisateurs la flexibilité nécessaire pour réaliser des pliages précis, indépendamment des réglages automatiques. Grâce à ce mode, les opérateurs maîtrisent pleinement le processus de pliage et personnalisent les paramètres pour chaque tâche. Ce mode est idéal pour les applications nécessitant des réglages spécifiques que les réglages automatiques ne permettent pas toujours.
Dans cet article, nous allons approfondir les fonctionnalités principales du mode manuel DELEM DA-66S, vous fournissant un guide complet pour améliorer les performances et le rendement de votre machine.
Présentation du mode manuel
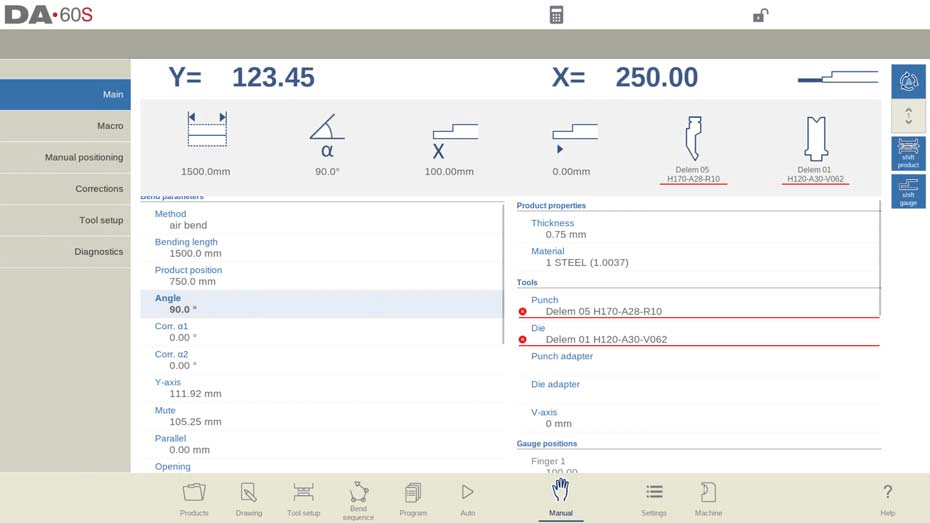
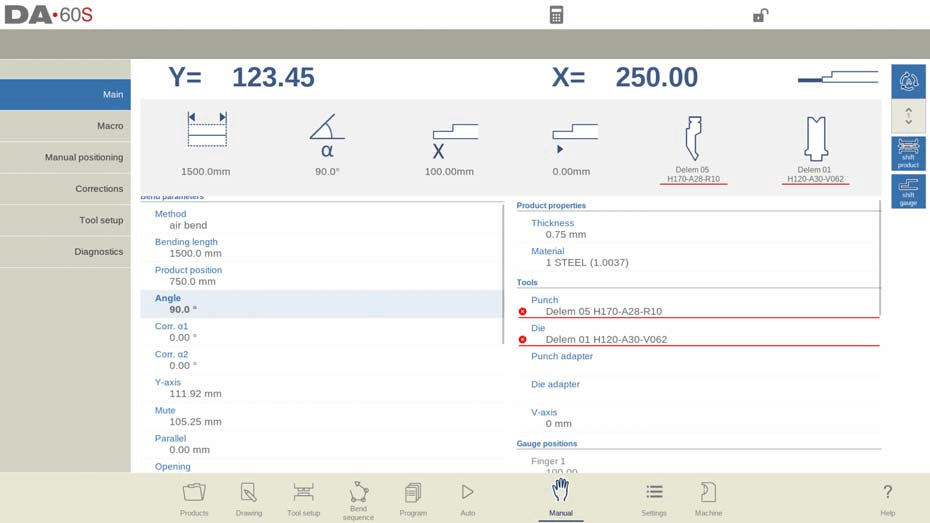
Le mode manuel DELEM DA-66S offre aux utilisateurs la possibilité de contrôler manuellement le presse plieuse, indépendamment des programmes prédéfinis. En mode manuel, vous pouvez visualiser en temps réel les positions des axes clés, tels que l'axe Y et l'axe X principal, à l'écran. Ces indicateurs garantissent l'alignement correct des repères de référence avec les valeurs programmées, pour des opérations de pliage précises.
En mode manuel, vous programmez les paramètres d'un pliage. Ce mode est utile pour les tests, l'étalonnage et les pliages individuels.
Le mode manuel est indépendant du mode automatique et peut être programmé indépendamment des programmes en mémoire.
En haut de l'écran du mode manuel, vous trouverez la position actuelle de l'axe Y et de l'axe X principal. Tous les autres axes et fonctions sont listés un par un dans les deux colonnes ci-dessous. Lorsque les valeurs des axes Y et X sont mises en surbrillance, cela signifie que les repères de ces axes ont été trouvés et qu'ils sont correctement positionnés par rapport à leurs valeurs programmées.
Au-dessus des axes et des fonctions, de grandes icônes (tuiles) avec des valeurs associées indiquent les plus utilisées. Ces tuiles peuvent être sélectionnées et leurs valeurs directement modifiées.

Voici une liste des paramètres disponibles en mode manuel.
Paramètres de courbure
Méthode
Sélectionnez la méthode de pliage souhaitée. Le contrôle prend en charge les méthodes standard suivantes :
• Courbure d'air
• Toucher le fond
• Ourlet
• Ourlet et finition du bas

Les méthodes de pliage ont été expliquées plus en détail dans le mode Programme.
Méthode de déviation
Dynamique : Le bombage sera contrôlé automatiquement en temps réel pendant le pliage, en appliquant les corrections appropriées lorsque cela est nécessaire.
Non dynamique : le couronnement se comportera comme un couronnement hydraulique standard ; il n'y aura pas de corrections en temps réel.
Longueur de courbure
Programmez la longueur de pliage de la tôle.
Position du produit
La valeur de position absolue du produit dans la direction Z. Le côté gauche de la machine est la position de référence zéro.
Angle
Angle à plier.
Corr.α 1, Corr.α 2
Correction sur l'angle à plier.
La correction d'angle doit être saisie comme l'indiquent les exemples suivants :
Valeur programmée : 90 degrés. Valeur mesurée : 92 degrés. Il est ensuite nécessaire de programmer Corr.α à -2.
Valeur programmée : 90 degrés. Valeur mesurée : 88 degrés. Il est ensuite nécessaire de programmer Corr.α à +2.
Ouverture de l'ourlet
Le pliage de l'ourlet peut être réalisé avec une certaine distance d'ouverture entre les deux ailes. La valeur de l'ouverture de l'ourlet servira à calculer la position de la poutre lors du sertissage.
Par défaut, ce paramètre a la valeur du paramètre du mode Paramètres Ouverture de l'ourlet par défaut.
Ourlet rapide
Lorsque le sertissage rapide est activé, l'axe Y se déplace vers le bas à grande vitesse dès qu'il passe sous le haut de la matrice, jusqu'à atteindre l'ouverture de la charge de sertissage. Cela réduit le temps de cycle, notamment pour le sertissage avec une matrice en U.
Disponible uniquement lorsque cette option est activée par le fabricant de la machine.
Corr.Y
Correction sur la position de l'axe Y, dans le cas où le bottoming a été sélectionné.
axe Y
La valeur de l'axe Y programmée ou calculée pour réaliser un certain angle.
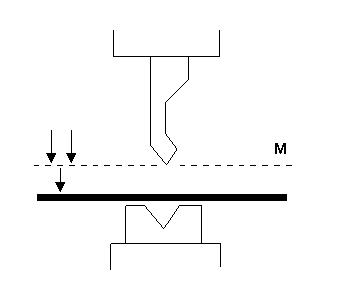
Muet
Point de séquence où l'axe Y passe de la vitesse de fermeture rapide à la vitesse de pressage. Il est programmé ici comme valeur de position sur l'axe Y. La valeur programmée correspond au point de l'axe Y situé au-dessus de la tôle.
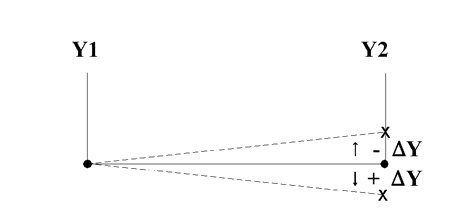
Parallèle
Différence entre les cylindres gauche et droit (Y1 et Y2). Si la valeur est positive, le côté droit est plus bas. Si la valeur est négative, le côté droit est plus haut. La valeur programmée est active sous le point de serrage.
Ouverture
Ce paramètre entraîne une certaine ouverture de l'espace entre le poinçon et la matrice après pliage. Une valeur positive correspond à l'ouverture de l'espace au-dessus de la valeur « Mute », et une valeur négative au-dessous de la valeur « Mute ».
Lorsque vous souhaitez limiter le temps de manipulation du produit, vous pouvez programmer une petite valeur positive ou négative.
Forcer
Forcer
La force programmée appliquée lors de la pression.
Temps de séjour
Temps de maintien du poinçon au point de pliage.
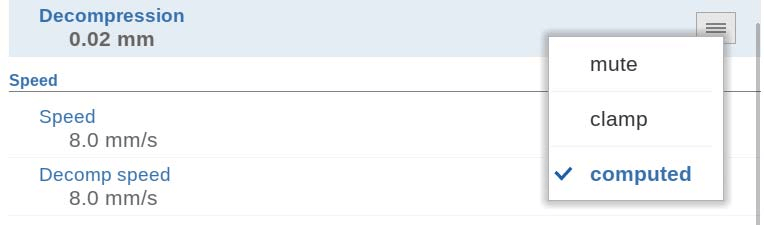
Décompression
Distance de décompression après pliage pour libérer la pression de travail du système. La distance de décompression peut être définie à un point précis du cycle. Par défaut, la distance de décompression est calculée, c'est-à-dire la valeur minimale requise. Vous pouvez également choisir « Mute », le point de muet calculé, ou « Clamp », le point de serrage calculé. Ces deux options ont une distance supérieure à celle calculée.
Vitesse
Vitesse
Vitesse de pressage, vitesse de l'axe Y pendant le pliage.
Vitesse de décomposition
La vitesse de décompression est la vitesse programmable du faisceau pendant la distance de décompression.
Fonctions
Attendre la rétractation
En cas de rétraction, laissez l'axe Y attendre que la rétraction soit terminée, oui ou non.
Non : la rétraction démarre lorsque l'axe Y passe le point de serrage, l'axe Y ne s'arrête pas.
Oui : lorsque l'axe Y atteint le point de serrage, il s'arrête et la rétraction démarre. Une fois la rétraction terminée, l'axe Y reprend son mouvement.
Propriétés du produit
Épaisseur
Programmez l'épaisseur de la feuille.
Matériel
Sélection de l'un des matériaux programmés pour le calcul des profondeurs de pliage. La commande contient quatre matériaux préprogrammés. Au total, 99 matériaux peuvent être programmés sur la commande. Ces matériaux sont programmables sur la page « Matériaux » du mode « Paramètres ».

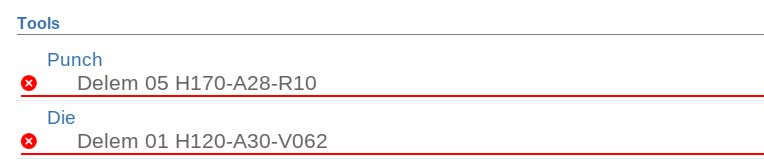
Outils
Punch
Nom (ID) du poinçon sélectionné. Appuyez pour le modifier ou le sélectionner dans la bibliothèque de poinçons.
Mourir
Nom (ID) du dé sélectionné. Appuyez pour le modifier ou le sélectionner dans la bibliothèque de dés.
Adaptateur de poinçon
Nom (ID) de l'adaptateur de perforation sélectionné. Appuyez pour le modifier ou le sélectionner dans la bibliothèque d'adaptateurs de perforation. La programmation d'un adaptateur dépend du paramètre « Utiliser l'adaptateur de perforation » en mode Machine.
Adaptateur de matrice
Nom (ID) de l'adaptateur de matrice sélectionné. Appuyez pour le modifier ou le sélectionner dans la bibliothèque d'adaptateurs de matrice. La programmation d'un adaptateur dépend du paramètre « Utiliser l'adaptateur de matrice » en mode Machine.
Positions des jauges
Doigt (1/2/3/4)
La position du doigt (contact), correspondant à la position de l'axe X et à la position de pose.
Axes auxiliaires
axe auxiliaire
Si vous disposez d'un ou plusieurs axes auxiliaires (par exemple, un axe X, un axe R ou un axe Z), leurs paramètres apparaissent ici. Si vous disposez d'un axe R1 et d'un axe R2, la valeur programmée pour l'axe R1 est automatiquement copiée sur celle de l'axe R2. Cette dernière peut être modifiée ultérieurement si nécessaire.
Rétracter
Distance de retrait de l'axe pendant le pliage. Le retrait de la butée arrière commence au point de pincement.
Vitesse
Vitesse de l'axe dans le pli actuel. La vitesse peut être programmée en pourcentage de la vitesse maximale possible.
Support de pièces
axe PST
Ce paramètre permet d'activer ou de désactiver le support de pièce. Lorsqu'il est désactivé, le support de pièce reste à sa position zéro pendant le pliage.
Position R
Hauteur du support de la pièce avant et après le pliage. Par défaut, la hauteur est définie au sommet de la matrice (position R = 0,00 mm). Disponible uniquement si activé par le fabricant de la machine.
Méthode
En mode manuel du DELEM DA-66S, vous pouvez contrôler comment et quand le support de pièce revient à sa position zéro après un pliage. Vous pouvez notamment configurer le support de pièce pour qu'il revienne lorsque l'axe Y atteint le point de pliage minimal (UDP) ou initialiser le retour dès que l'axe Y commence à s'ouvrir (UDP).
Vous pouvez également utiliser l'option « Inclinaison du produit » pour introduire une inclinaison supplémentaire et éviter ainsi toute collision entre le produit et le poinçon lors de l'ouverture selon l'axe Y. Le réglage « Support d'angle statique » permet au support de pièce de rester à un angle fixe, le transformant en table de support stable plutôt que de suivre les mouvements du produit. Chaque option offre des avantages uniques pour optimiser les opérations de la machine en mode manuel du DELEM DA-66S.
Angle d'inclinaison
L'angle d'inclinaison détermine l'amplitude du mouvement du support de pièce. À l'avant de la machine, le support se déplace vers le haut (angle plus grand), tandis qu'à l'arrière, il se déplace vers le bas (angle plus petit). Cette fonctionnalité est applicable à la méthode « Inclinaison du produit ».
Vitesse d'inclinaison
Cette valeur indique la vitesse à laquelle la pièce se déplace jusqu'à l'angle d'inclinaison, exprimée en pourcentage de la vitesse de fonctionnement maximale. Elle n'est pertinente que lorsque l'option « Inclinaison du produit » est sélectionnée en mode manuel du DELEM DA-66S.
Dégagement d'inclinaison
Si la distance de décompression est insuffisante pour le mouvement d'inclinaison, un « espace d'inclinaison » supplémentaire peut être programmé. Cette distance supplémentaire est incluse dans la distance de décompression programmée, garantissant un fonctionnement fluide. Ce réglage est exclusivement utilisé avec la méthode « Inclinaison du produit » en mode manuel du DELEM DA-66S.
Angle
Angle statique de déplacement du support de la pièce avant le pliage. Disponible uniquement lorsque la méthode « Support d'angle statique » est sélectionnée.
Vitesse
Vitesse, en pourcentage de la vitesse maximale, à laquelle le support de pièce se déplace vers l'angle statique. Disponible uniquement lorsque la méthode « Support d'angle statique » est sélectionnée.
Vitesse de retour
Vitesse de retour du support de pièce après pliage. La valeur de vitesse est programmée en pourcentage de la vitesse maximale.
Angle de butée de sécurité
Angle d'arrêt du support lors du mouvement de retour ; la commande passe alors en mode arrêt. Une action de démarrage supplémentaire sur la commande ramène le support de la pièce à sa position zéro.
Angle initial
Angle initial (généralement l'angle de pré-pliage d'un pliage en deux étapes) auquel le support de pièce sera déplacé lors du changement d'étape. Le support suivra dès que l'angle du produit dépassera l'angle initial du support de pièce. Valable uniquement pour les axes de support de pièce situés devant la machine.
Vitesse angulaire initiale
Vitesse de déplacement du support de pièce jusqu'à l'angle initial. Valable uniquement pour les axes de support de pièce situés devant la machine.
Correction
En mode manuel, la correction des axes de support de la pièce du DELEM DA-66S s'applique progressivement au cours du pliage, à partir du point de pincement. À la position finale du pliage, la correction s'ajuste à la valeur programmée. Ces paramètres du DELEM DA-66S sont facilement programmables et modifiables selon les besoins. Une fois le bouton « Démarrer » enfoncé, les réglages programmés deviennent actifs.
Les paramètres du mode manuel du DELEM DA-66S peuvent être programmés et ajustés selon vos besoins. Appuyez sur le bouton Démarrer pour activer les paramètres configurés.
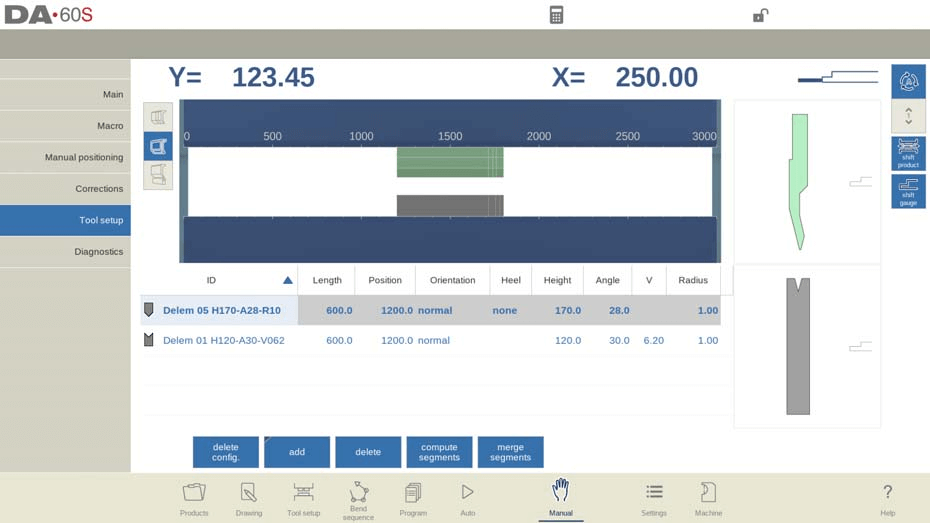
Configuration de l'outil
La configuration de l'outil en mode manuel du DELEM DA-66S est très similaire à celle du mode automatique. Bien que chaque mode offre des configurations distinctes, vous pouvez choisir d'utiliser la configuration du mode automatique en mode manuel, mais soyez prudent avec les configurations différentes.
Dans le menu de configuration des outils du mode manuel du DELEM DA-66S, vous pouvez facilement ajouter, supprimer ou repositionner des outils tels que des poinçons, des matrices et des adaptateurs. Ce processus reproduit les principales fonctions de configuration des outils et permet des ajustements personnalisés pour optimiser vos opérations de pliage. De plus, la segmentation est possible lors de l'ajout d'outils, selon vos besoins spécifiques.
Produit de décalage

En mode manuel du DELEM DA-66S, le déplacement du produit est simplifié grâce à la fonction « Déplacer le produit ». Des points d'accrochage facilitent le déplacement précis du produit, facilitant ainsi son alignement sur le côté des outils ou au centre de la station.
Fonctions clés pour le positionnement du produit :
- Sauter à gauche : Déplacez le produit vers une autre combinaison d'outils sur la gauche.
- Sauter à droite : Déplacez le produit vers une autre combinaison d'outils sur la droite.
- Décalage vers la gauche : Déplacez le produit de 1 millimètre vers la gauche dans le même ensemble d'outils.
- Décalage vers la droite : Déplacez le produit de 1 millimètre vers la droite dans le même ensemble d'outils.
L'utilisation de ces fonctions dans le mode manuel du DELEM DA-66S garantit un contrôle précis du positionnement du produit, améliorant à la fois la flexibilité et la précision des opérations.
Paramètres de programmation et vues
En mode manuel DELEM DA-66S, vous pouvez programmer les paramètres individuellement, chacun étant affiché à côté de symboles et de couleurs d'arrière-plan pour une identification facile.

Un symbole d'information indique un changement dû à une entrée récente, mettant en évidence les ajustements effectués.

Un symbole étoile vous avertit lorsqu'une valeur de paramètre diffère des calculs du contrôle, utile pour les paramètres délibérés ou limités par des contraintes.

Les erreurs sont signalées par un symbole d'erreur si une valeur est incompatible avec le programme actuel, comme un ensemble de plis d'ourlet sans outils appropriés.
Le côté droit de l'écran donne accès à plusieurs vues, notamment Principal, Macro, Positionnement manuel, Corrections et Diagnostics, améliorant ainsi les capacités de contrôle et de surveillance de l'utilisateur dans le mode manuel du DELEM DA-66S.
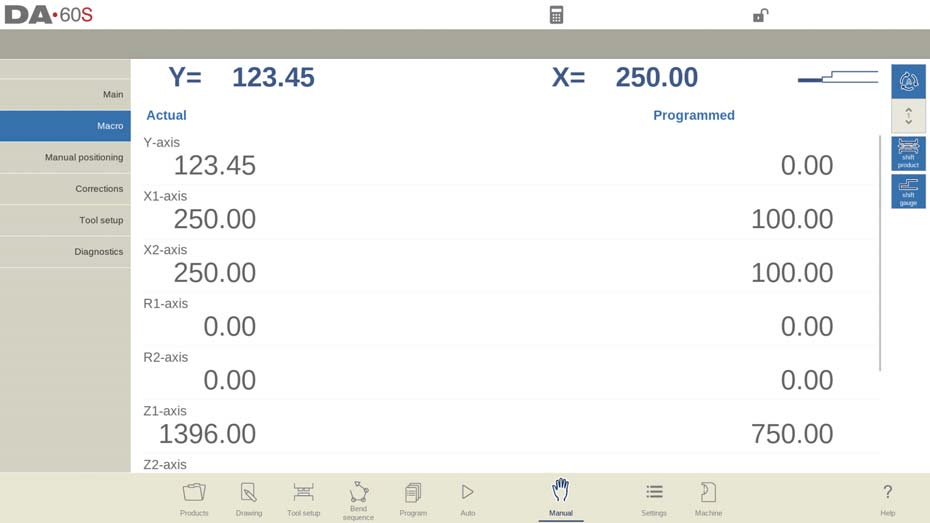
Macro
En mode manuel du DELEM DA-66S, la vue Macro affiche les valeurs des axes en grand format à l'écran, facilitant ainsi leur lecture à distance. Cette fonctionnalité est particulièrement utile pour travailler à distance depuis le panneau de commande.
Exécution d'une opération de pliage sûre et efficace
Procédures de mouvement manuel des axes
Pour déplacer manuellement les axes en toute sécurité, utilisez le volant du DELEM DA-66S. Assurez-vous que la machine est à l'arrêt lors du repositionnement des axes auxiliaires, tandis que l'axe Y nécessite que le système soit actif sous certaines conditions, comme l'activation de la fonction « réglage ».
Après avoir appuyé sur Positionnement manuel dans l'écran principal du mode manuel, l'écran suivant apparaît :

En mode manuel du DELEM DA-66S, vous pouvez déplacer les axes manuellement à l'aide du volant. Les étapes varient selon le type d'axe à régler.
Pour axes auxiliairesAssurez-vous que la machine est arrêtée (voyant du bouton d'arrêt allumé). Sélectionnez l'axe de butée arrière à déplacer et utilisez la molette pour le repositionner.
Avec le axe YLe positionnement manuel est similaire, mais nécessite que la machine soit démarrée (LED du bouton de démarrage allumée). De plus, la fonction « Ajuster » doit être activée (vérifiez les messages en haut à droite si ce n'est pas le cas). Assurez-vous que l'axe Y est sous le point de coupure et qu'une commande de pression est entrée dans la CNC.
En suivant ces procédures en mode manuel DELEM DA-66S, vous pouvez gérer les axes de la machine de manière sûre et efficace.
Utilisation du mode d'enseignement
Pour apprendre efficacement au contrôleur DELEM DA-66S en mode manuel une position déterminée par le réglage manuel d'un axe, suivez cette procédure simple. Utilisez la molette pour déplacer un axe à la position souhaitée. Pour enregistrer cette position, appuyez sur le nom de l'axe dans la colonne « Programmé » ; la valeur réelle de l'axe à gauche s'affichera alors dans le champ « Programmé » à droite.

En revenant à l'écran standard du mode manuel DELEM DA-66S, vous trouverez le paramètre d'axe mis à jour avec cette nouvelle valeur enseignée.
Surveillance et diagnostic pour des opérations sûres
Corrections
En mode manuel du DELEM DA-66S, vous pouvez visualiser et vérifier les corrections des pliages sur une seule ligne, comme en mode automatique. Ces corrections et les entrées dans la base de données de corrections sont essentielles pour des résultats de pliage précis. L'accès à la base de données vous permet de modifier et d'optimiser ces corrections, ce qui peut également faciliter les tests de pliage.

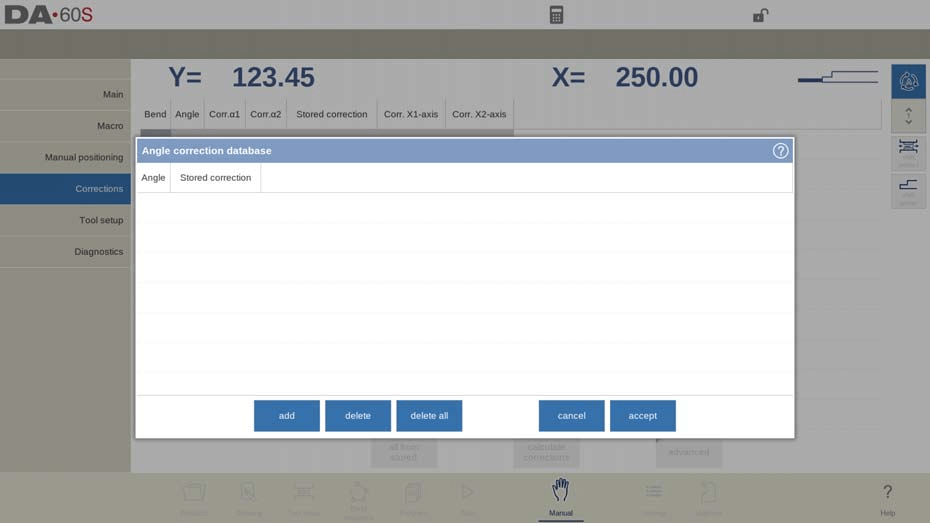
Le tolérance de pliage La fonction du mode manuel du DELEM DA-66S permet de saisir des données dans le tableau des tolérances de pliage. En ajoutant uniquement les corrections de tolérance nécessaires en fonction des paramètres de pliage actifs, vous pouvez calculer la tolérance de pliage à partir de la différence entre les valeurs programmées et mesurées. Pour activer cette fonctionnalité, accédez au mode Paramètres.
Diagnostic et surveillance en temps réel
En mode manuel du DELEM DA-66S, la fonction Diagnostic offre une vue complète de l'état des axes de la machine. Cette fonctionnalité permet aux opérateurs de surveiller l'état de chaque axe en temps réel pendant un cycle de pliage. L'accès aux Diagnostics permet d'observer le comportement des commandes, favorisant ainsi des opérations efficaces et sûres.
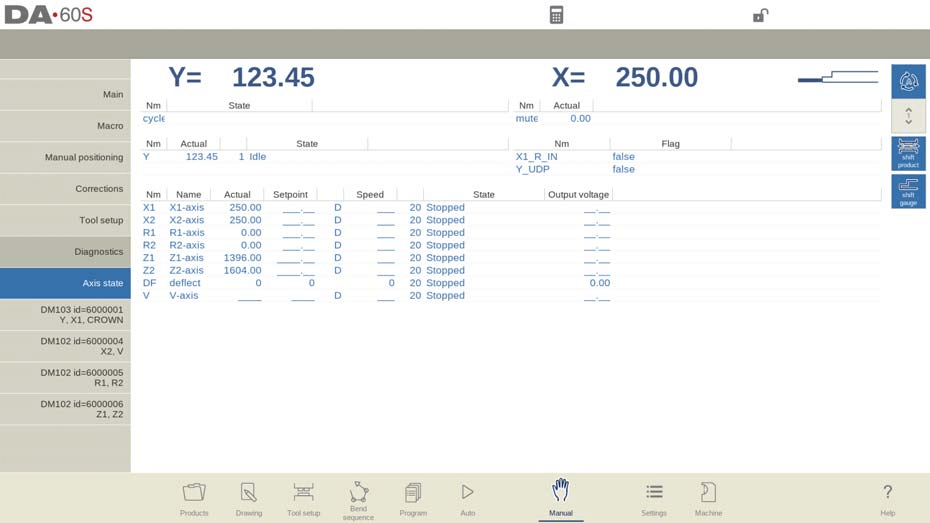
Surveillance de l'état des E/S
Le mode manuel du DELEM DA-66S inclut une fonction détaillée d'état des E/S, offrant un aperçu de l'état actuel de toutes les entrées et sorties. Cette surveillance en temps réel est essentielle pour évaluer les performances de la machine et résoudre rapidement tout problème potentiel pendant l'exploitation.

Vue IO agrandie
Pour une observation optimisée, la fonction Zoom IO du mode manuel du DELEM DA-66S permet de sélectionner jusqu'à huit broches pour une vue agrandie. Cette fonctionnalité facilite la surveillance à distance et vous permet de suivre facilement les entrées et sorties critiques.
Testez le mode de pliage pour plus de précision
Le mode manuel DELEM DA-66S comprend une fonction de test de pliage conçue pour affiner vos opérations de pliage.

Une fois activés, les axes restent en position de retrait après le cycle de pliage initial, le support de pièce conservant son angle s'il est activé. Ce mode interrompt tout changement d'étape.
Une fois le pliage d'essai terminé, l'axe Y s'arrête à l'UDP, permettant aux opérateurs de mesurer les angles avec précision et d'appliquer les corrections nécessaires. Après ajustements, le pliage peut être réexécuté. Le support de la pièce reprend sa position initiale en suivant l'axe Y. Cela garantit des corrections précises et une meilleure précision du pliage.
Foire aux questions (FAQ)
Comment puis-je assurer la sécurité lors de l'utilisation du mode manuel du DELEM DA-66S ?
Respectez toujours les consignes de sécurité du fabricant, assurez-vous que la machine est correctement calibrée et vérifiez la position de tous les axes avant toute opération. Un équipement de sécurité et une formation appropriés sont essentiels.
Comment puis-je maintenir les performances optimales de mon DELEM DA-66S en mode manuel ?
Un entretien régulier est essentiel. Vérifiez la machine toutes les 500 heures, inspectez les composants essentiels, nettoyez le système et lubrifiez les pièces mobiles conformément aux instructions du fabricant.
Comment appliquer des corrections à l'angle de pliage dans le mode manuel DELEM DA-66S ?
Mesurez l'angle actuel après un pliage, puis ajustez les paramètres Corr.α en mode manuel. Cela vous permet de programmer les corrections nécessaires et d'obtenir les angles souhaités avec précision.
Que dois-je faire si les axes ne reviennent pas à leur position d'origine après un test de pliage ?
Après le test de pliage, assurez-vous que l'axe Y est bien au niveau de l'UDP. Si le support de pièce ne suit pas, vérifiez qu'il est activé et vérifiez l'absence d'obstructions ou de désalignements dans la configuration.
Conclusion
Utiliser le DELEM DA-66S en mode manuel de manière sûre et efficace implique de bien comprendre ses fonctionnalités et de procéder à un entretien régulier. Suivre les instructions ci-dessus et résoudre les problèmes courants peut améliorer les performances et la longévité de la machine. Pour une assistance détaillée ou plus d'informations, contactez notre équipe ou consultez notre documentation sur notre site web.



