








Pour un traitement efficace des métaux, il est essentiel de comprendre le fonctionnement des poinçonneuses. Si vous vous demandez comment fonctionnent les poinçonneuses et pourquoi elles sont essentielles à la fabrication, vous êtes au bon endroit. Dans cet article, j'expliquerai leur fonctionnement, leur processus de réglage et les principales raisons pour lesquelles elles sont indispensables à la fabrication des métaux. Que vous envisagiez l'automatisation ou que vous cherchiez à améliorer la qualité de votre production, ce guide vous apportera les informations pratiques dont vous avez besoin.
Comment fonctionne une poinçonneuse ?
Une poinçonneuse applique une force contrôlée à un ensemble poinçon-matrice, créant ainsi des trous ou des formes dans la tôle ou d'autres matériaux. Le poinçon exerce une pression importante sur le matériau, le cisaillant contre la matrice pour former une découpe nette et précise. Les poinçonneuses modernes utilisent souvent des systèmes hydrauliques, mécaniques ou CNC pour une vitesse et une précision accrues. Comprendre le processus de fabrication d'une poinçonneuse est essentiel pour obtenir des résultats de haute qualité avec un minimum de déchets.
Poinçonneuse Caractéristiques
⒈Interface d'utilisation conviviale, il suffit de saisir les paramètres de coordonnées du trou du produit pour traiter le produit sans programmation ;
⒉L'interface de fonctionnement de l'écran de commande numérique est plus intuitive et pratique ;
⒊Large gamme de traitement : peut traiter une variété de trous de diverses spécifications et formes en changeant le moule ;
⒋Alimentation pneumatique, poinçonnage hydraulique, fonctionnement stable ;
⒌La machine peut traiter jusqu'à un nombre illimité de trous en continu, et les trous traités sont exempts de bavures, ce qui est simple et beau ;
⒍La machine-outil est facile à régler et le changement de moule est rapide, ce qui peut considérablement économiser le temps de réglage ;
⒎La cohérence des produits de traitement automatisé est bonne et la qualité du produit est plus stable.

Portée de la poinçonneuse :
1. Traverse de réseau de distribution du secteur électrique 10KV, alésage de tour en fer, réparation de trou, ouverture ; centrale électrique, sous-station, jeu de barres en cuivre et en aluminium, collier de serrage de ligne d'équipement, acier plat et autres ouvertures.
2. Inspection et renforcement des secteurs ferroviaire, des postes et télécommunications, du pétrole, de la géologie et de la construction. Ne nécessitant pas d'énergie électrique, la machine est particulièrement adaptée aux opérations sur le terrain, en haute altitude et sous-marines.
Notes sur la poinçonneuse :
1. Vérifiez si le poinçon et la matrice correspondent avant l'opération, sinon l'hôte sera endommagé.
2. Avant le poinçonnage, la matrice doit être vissée fermement.
3. Si des défauts anormaux sont détectés pendant le fonctionnement, le poinçonnage doit être arrêté et le défaut doit être éliminé pour éviter d'endommager la machine.
4. La vis et l'écrou doivent être lubrifiés avec de l'huile.
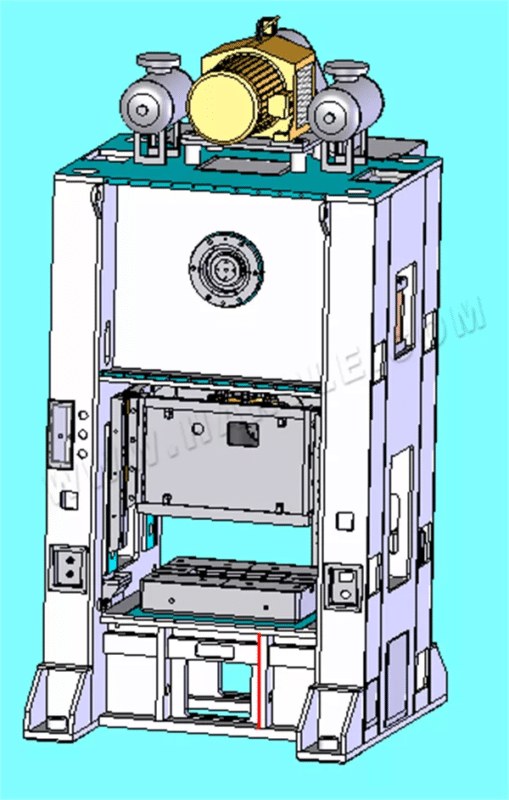
Le principe de fonctionnement de la poinçonneuse :
Son principe de fonctionnement est le suivant : le moteur entraîne la roue d'inertie pour qu'elle continue de fonctionner. Lorsqu'elle n'est pas activée, la roue d'inertie continue d'emmagasiner de l'énergie grâce au ressort. Lorsque la semelle est enfoncée dans la pédale, l'énergie emmagasinée par la roue d'inertie suit le guide de transmission. Lorsque la tige est transférée au foret, un poinçon est appliqué sur l'objet.
Classification des poinçonneuses :
On distingue aujourd'hui principalement les poinçonneuses CNC et les poinçonneuses hydrauliques. Les premières sont principalement utilisées pour le poinçonnage de produits plus souples comme le cuir, le plastique, le PVC, le papier, etc. Les secondes sont généralement utilisées pour percer des trous dans des tôles métalliques telles que les tôles de cuivre, d'acier et les cornières. Elles sont particulièrement adaptées à certaines opérations dans les secteurs de l'énergie et de la construction.
Remarque sur le Poinçonneuse:
Les poinçonneuses sont généralement adaptées à l'usinage de matériaux tendres. La gravité permet au foret de s'enfoncer lors de l'usinage. Il est donc important d'utiliser une force de levage appropriée, sous peine de fissures dans le matériau. Évitez de baisser les yeux pendant l'opération afin d'éviter les blessures oculaires causées par les chutes. Ne mettez pas vos mains dans la zone d'emboutissage et assurez-vous qu'aucun autre travailleur non concerné ne se trouve dans la zone de danger.
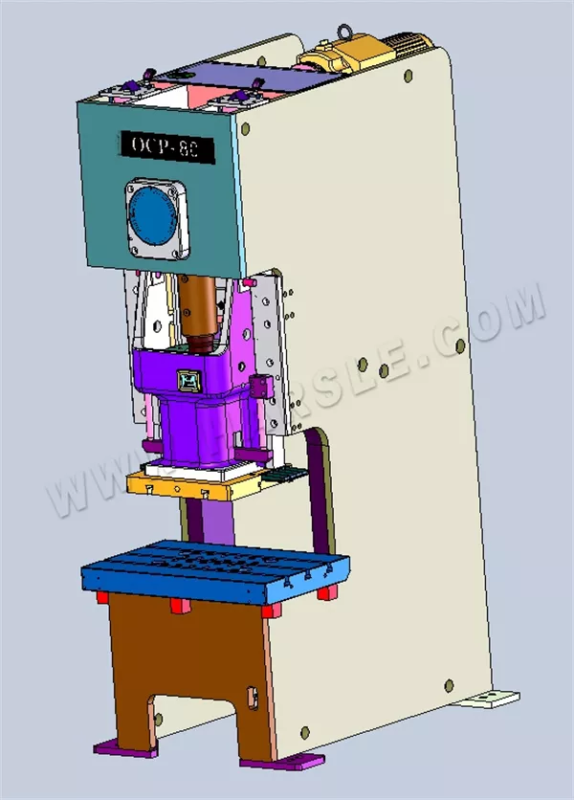
Présentation de la structure de la poinçonneuse
Il existe différents types de poinçonneuses, mais leurs principes structurels varient en conséquence, entraînant des variations de prix et de traitement. Bien entendu, même pour différents types de presses, la structure présente toujours des points communs. Cet article présente quelques structures et composants courants des presses, et détaille leurs caractéristiques et composants afin de vous aider à mieux les comprendre et à les utiliser.
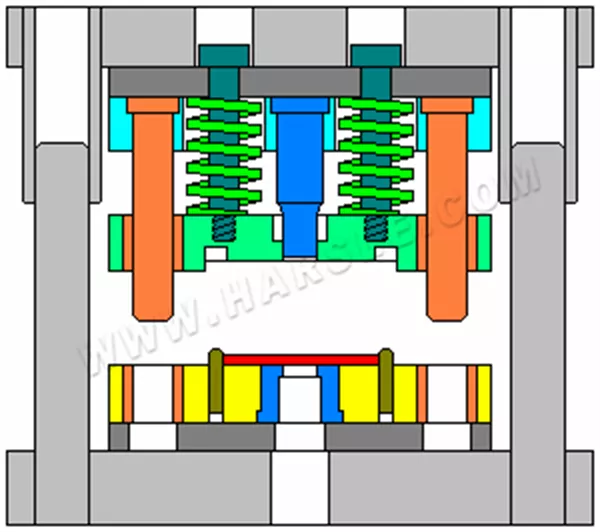
●Structure brève
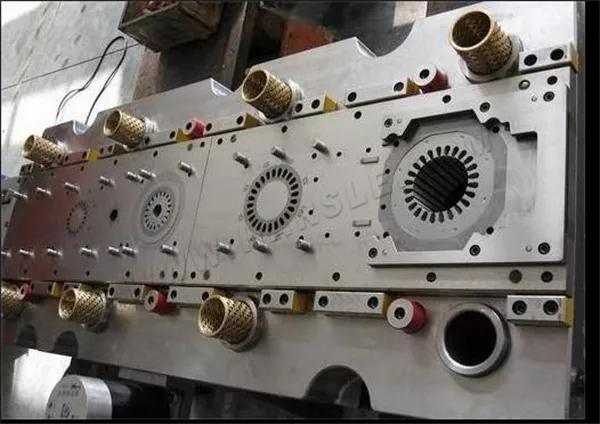
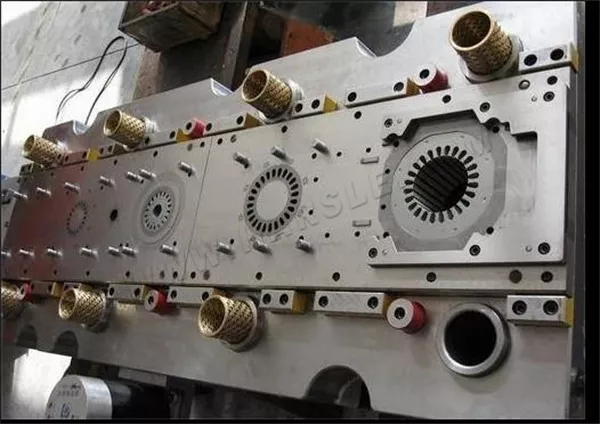
Moule supérieur : Le moule supérieur est la partie supérieure de l'ensemble du moule de poinçonnage, c'est-à-dire la partie du moule de poinçonnage installée sur le coulisseau de la presse.
Support de moule supérieur : Le support de moule supérieur est la partie de plaque la plus haute du moule supérieur, qui est proche de la glissière de presse pendant le travail et fixée à la glissière de presse par la poignée du moule ou directement.

Moule inférieur : Le moule inférieur est la partie inférieure de l'ensemble du moule, c'est-à-dire la partie du moule montée sur la table de la presse.
Porte-moule inférieur : Le support de moule inférieur est la partie de la plaque de la surface inférieure du moule inférieur, qui est fixée directement à la table de presse ou au tampon pendant le travail.
Mur de bordure : La paroi de bord est la paroi latérale du bord du trou du moule pour le poinçonnage.
Pente du bord : La pente du bord est la pente de chaque côté de la paroi du bord du trou du moule de découpe.
Coussin d'air : Le coussin d'air est un dispositif escamotable alimenté par de l'air comprimé.

Bloc de pression côté arrière : Le bloc de pression côté arrière est la pièce qui supporte le moule convexe à force unidirectionnelle de l'autre côté de la surface de travail.
Manchon de guidage : le manchon de guidage est une pièce tubulaire qui fournit un guidage précis pour le mouvement relatif des supports de moule supérieur et inférieur, principalement fixé dans le support de moule supérieur et utilisé en conjonction avec le pilier de guidage fixé dans le support de moule inférieur.
Plaque de guidage : La plaque de guidage est une plaque avec un trou de coulissement précis dans le moule convexe, utilisée pour assurer l'alignement mutuel du moule convexe et du moule concave, et pour décharger le matériau (pièces).
Pilier de guidage : Le pilier de guidage est une pièce cylindrique qui fournit un guidage précis pour le mouvement relatif des supports de moule supérieur et inférieur, principalement fixé dans le support de moule inférieur et utilisé en conjonction avec le manchon de guidage fixé dans le support de moule supérieur.
Goupille de guidage : La goupille de guidage est une pièce en forme de goupille qui s'étend dans le trou du matériau pour guider sa position dans le moule concave.
Moule de plaque de guidage : La plaque de guidage est un moule guidé par une plaque de guidage, et le moule convexe n'est pas séparé de la plaque de guidage lorsque le moule est utilisé.
Plaque de guidage : La plaque de guidage est une pièce de guidage en forme de plaque pour guider le matériau en bande (bande, rouleau) dans le moule concave.

Porte-moule à pilier de guidage : Le support de moule à pilier de guidage est le support de moule où le pilier de guidage et le manchon de guidage glissent l'un contre l'autre.
Moule de poinçonnage : Le moule de poinçonnage est un équipement de processus installé sur la presse pour la production de pièces poinçonnées et se compose de deux parties, supérieure et inférieure, qui s'emboîtent l'une dans l'autre.
Moule convexe : Le moule convexe est une partie convexe du moule qui forme directement la pièce poinçonnée, c'est-à-dire la pièce ayant la forme de la surface de travail.
Moule concave : Le moule concave est une partie concave du moule qui forme directement la pièce poinçonnée, c'est-à-dire la pièce avec la forme intérieure de la surface de travail.
Plaque de protection : La plaque de protection est une pièce de plaque qui empêche les doigts ou les objets étrangers de pénétrer dans la zone dangereuse de la mort.
Plaque de pressage (cercle) : La plaque de pressage (ou cercle) est une partie du moule utilisée pour maintenir le matériau d'emboutissage ou les pièces de traitement afin de contrôler le flux de matière. Dans les moules d'emboutissage profond, la plupart des plaques de pressage sont appelées cercles de pressage.
Sertissage du tendon : Le tendon de sertissage est une saillie semblable à un tendon utilisée pour contrôler le flux de matière dans le moule d'emboutissage ou le moule d'emboutissage profond, qui peut être une structure partielle du moule ou de la bague de sertissage ou une pièce séparée placée dans le moule ou la bague de sertissage.
Seuil de matériau pressé : Le seuil en matériau pressé est le nom spécifique de la barre en matériau pressé de section rectangulaire. Voir « tendon en matériau pressé ».
Plaque porteuse de matériau : La plaque porteuse de matériau est une pièce de plaque utilisée pour étendre le plan supérieur du moule concave afin de supporter le matériau pressé.
Moule continu : Un moule continu est un moule comportant deux ou plusieurs stations où le matériau est introduit dans une station à la fois avec la course de la presse afin que la pièce poinçonnée soit progressivement formée.
Bord latéral : Le bord latéral est un moule convexe qui découpe une encoche de position d'alimentation sur le côté du matériau en bande (bande, bobine).
Plaque de pression latérale : La plaque de pression latérale est une pièce de plaque qui exerce une pression sur un côté du matériau en bande (bande, bobine) au moyen d'un ressort pour rapprocher l'autre côté de la plaque de guidage.

Barre supérieure : La barre supérieure est une pièce en forme de tige qui éjecte directement ou indirectement l'œuvre (séquence) ou les chutes avec une action vers le haut.
Plaque supérieure : La plaque supérieure est une pièce de plaque qui se déplace dans le moule concave ou le module pour éjecter le travail (séquence) ou les déchets directement ou indirectement par action vers le haut.
Anneau: L'anneau est une saillie annulaire de dents sur le moule de découpe fin ou la plaque de presse avec des dents, et est une structure partielle du moule ou de la plaque de presse avec des dents plutôt qu'une pièce séparée.
Manchon limite : Le manchon de limite est une pièce tubulaire utilisée pour limiter la hauteur de fermeture minimale du moule et est généralement placé à l'extérieur du pilier de guidage.
Colonne limite : La colonne de limite est une pièce en forme de colonne permettant de limiter la hauteur de fermeture minimale du moule.
Goupille de positionnement (plaque) : La broche de positionnement (plaque) est une pièce qui assure la position constante des pièces du processus dans le moule, et est appelée broche de positionnement ou plaque de positionnement en raison de ses différentes formes.
Plaque fixe : La plaque fixe est une pièce de plaque permettant de fixer le moule convexe.
Plaque de déchargement fixe : La plaque de déchargement fixe est la plaque de déchargement fixée sur le moule dans une position immobile.
Goupille de butée fixe (plaque) : La goupille de butée fixe (plaque) est une goupille de butée (plaque) qui est fixée dans le moule.
Déchargeur: Le déchargeur est une pièce ou un dispositif non en plaque qui retire le travail (séquence) de la surface extérieure du moule.
Plaque de déchargement : La plaque de déchargement est une pièce fixe ou mobile en forme de plaque qui permet de retirer la matière ou les pièces du moule. Elle est parfois intégrée à la plaque de guidage et joue également le rôle de guide de matière.
Vis de déchargement : La vis de déchargement est une vis fixée sur la plaque de déchargement escamotable, utilisée pour limiter la position statique de la plaque de déchargement escamotable.
Moule à processus unique : Les moules à processus unique sont des moules qui effectuent un seul processus en un seul coup de presse.

Coupe-ferraille : Il existe deux types de coupe-ferraille :
1. coupeur installé sur le moule de bord de coupe de bride pour couper tout le cercle de ferraille de bord de coupe pour faciliter le retrait ;
2. coupeur installé sur la presse ou le moule pour couper les chutes de bande (bande, rouleau) selon la longueur fixe pour faciliter l'enlèvement.
Moule de poinçonnage combiné : Un moule de poinçonnage combiné est un ensemble général et réglable de moules de poinçonnage permettant de réaliser différentes pièces de poinçonnage étape par étape, selon des éléments géométriques (droite, angle, arc, trou). Le contour d'une pièce de poinçonnage plate nécessite généralement plusieurs jeux de moules combinés à poinçonner par étapes.
La butée de démarrage (plaque) : La butée de démarrage (plaque) est une pièce de positionnement lors de l'alimentation de l'extrémité de départ du matériau. Les butées de démarrage (plaques) sont mobiles.
Pièce : La pièce est un moule concave complet, un moule convexe, une plaque de déchargement ou une plaque fixe, etc.
Bloc (plaque) : le bloc (plaque) est destiné au bord latéral du matériau entaillé alimentant les pièces trempées pour le positionnement et servant à équilibrer le bord latéral de la force de coupe unilatérale. Le bloc (plaque) est généralement utilisé en conjonction avec le bord latéral.
Goupille d'arrêt (plaque) : la goupille d'arrêt (plaque) est le matériau qui, suivant le sens d'avance des pièces de positionnement, se présente sous différentes formes et est appelé goupille d'arrêt ou plaque d'arrêt. La goupille d'arrêt (plaque) est le nom collectif des goupilles d'arrêt fixes, des goupilles d'arrêt mobiles et des goupilles d'arrêt de démarrage, etc.
Tampon : Le tampon est une pièce de plaque durcie entre la plaque fixe (ou le moule concave) et la base du moule, pour réduire la contrainte de compression unitaire de la base du moule.

● Structure détaillée
Le moule sur la presse est la partie supérieure du moule, c'est-à-dire la partie montée sur le coulisseau de la presse. Le moule inférieur est la partie inférieure du moule, c'est-à-dire la partie montée sur la table de la presse. Le support de moule inférieur est la plaque située sur la face inférieure du moule inférieur. La paroi de bord est la paroi latérale du trou du moule de poinçonnage. La pente du bord est la pente de chaque côté de la paroi du moule. Le coussin d'air est un dispositif de soulèvement alimenté par de l'air comprimé. La contre-presse est la pièce qui soutient le moule soumis à une contrainte unidirectionnelle depuis l'autre côté de la surface de travail.
Le guide de poinçonnage est un composant tubulaire conçu pour assurer l'alignement précis des porte-moules supérieur et inférieur pendant le processus de poinçonnage. Il est généralement fixé au porte-moule supérieur et coopère avec un pilier de guidage monté sur le porte-moule inférieur. La goupille de guidage, quant à elle, est une pièce en forme de goupille insérée dans le trou du matériau pour le positionner précisément dans le moule concave, garantissant ainsi un positionnement correct pendant le processus de poinçonnage.
La plaque de guidage, quant à elle, est un élément en forme de plaque qui guide la bande ou le matériau laminé dans le moule concave. Dans un moule à plaque de guidage, le moule convexe reste fixé à la plaque de guidage pendant l'utilisation, conservant ainsi son alignement tout au long de l'opération. De plus, le porte-moule à tige de guidage est un type de porte-moule où la tige de guidage et le manchon de guidage coulissent l'un contre l'autre pour un mouvement fluide et précis.
Un moule de poinçonnage est un outil installé sur une presse pour produire des pièces poinçonnées. Il se compose de deux parties complémentaires : les moules supérieur et inférieur. Le moule convexe est la partie en relief qui façonne directement la pièce poinçonnée, tandis que le moule concave est la partie en creux qui la complète et contribue également à la forme finale de la pièce. Pour garantir la sécurité pendant l'opération, une plaque de protection est installée pour empêcher les doigts ou les corps étrangers de pénétrer dans la zone dangereuse autour du moule.
La barre de presse est une saillie en forme de nervure présente dans les moules d'emboutissage ou d'emboutissage profond, conçue pour contrôler l'écoulement de la matière pendant le formage. Elle peut faire partie intégrante du moule concave ou de la bague de presse. Lorsque la barre de presse a une section rectangulaire, on parle alors de seuil de pressage. De plus, une plaque de support prolonge la surface supérieure du moule, offrant ainsi un soutien supplémentaire à la matière pressée.
Le bord latéral de la presse est un moule convexe conçu pour découper une encoche de positionnement le long de la bande ou de la bobine, garantissant ainsi un alignement correct pendant le traitement. La plaque de pression latérale utilise un mécanisme à ressort pour exercer une pression sur un côté de la bande ou de la bobine, pressant ainsi le côté opposé contre la plaque de guidage pour un positionnement précis. La barre supérieure est un élément en forme de tige qui pousse directement ou indirectement la pièce ou la chute vers le haut pour faciliter le démoulage.
La plaque supérieure fonctionne à l'intérieur du moule ou du module et se déplace vers le haut pour éjecter la pièce ou le rebut, directement ou indirectement. Le manchon de limitation est un composant tubulaire utilisé pour limiter la hauteur minimale de fermeture du moule, évitant ainsi toute surcompression. De même, le montant de limitation est une pièce profilée qui définit et maintient également la hauteur minimale de fermeture pendant le fonctionnement du moule, garantissant ainsi des performances constantes et sûres.
La plaque de fixation du poinçon maintient le moule. La plaque de déchargement fixe est une plaque fixée au moule. La goupille de butée fixe (plaque) est une goupille de butée fixée au moule. Le déchargeur est un dispositif, autre qu'une plaque, qui retire la pièce de la surface extérieure du moule. La vis de déchargement est une vis fixée à la plaque de déchargement escamotable.

Un moule à processus unique est un moule qui ne réalise qu'une seule opération en un seul passage de presse. Il existe deux types de découpeuses de chutes. Les moules combinés sont des ensembles de moules universels et ajustables qui forment différentes pièces de poinçonnage étape par étape selon des éléments géométriques (droite, angle, arc, trou). Le contour d'une pièce de poinçonnage plate nécessite généralement le poinçonnage par étapes de plusieurs ensembles de moules combinés. La butée de départ (plaque) est une pièce servant au positionnement lors de l'alimentation de l'extrémité de départ du matériau. Le bloc est un moule concave complet, un moule convexe, une plaque de déchargement ou une plaque fixe, etc. Le bloc (plaque) est généralement utilisé en conjonction avec le bord latéral.
Conclusion
Comprendre le fonctionnement d'une poinçonneuse est essentiel pour accélérer et optimiser la production dans la fabrication métallique. En maîtrisant la configuration, le fonctionnement et la maintenance de votre poinçonneuse, vous optimiserez votre productivité tout en minimisant les temps d'arrêt et les déchets. Si vous êtes prêt à explorer des solutions de poinçonnage hautes performances ou si vous avez besoin de conseils d'experts pour choisir la machine idéale pour votre usine, n'hésitez pas à contacter notre équipe HARSLE pour un accompagnement personnalisé.



