








Découvrez comment l'alignement des rouleaux permet de corriger les écarts de fermeture irréguliers sur une rouleuse à quatre rouleaux. Ce guide d'application explique quand et comment aligner les rouleaux inférieurs et latéraux pour rétablir la précision et la régularité du laminage.
Introduction
Lors du fonctionnement quotidien d'une rouleuse à quatre rouleaux, les irrégularités de fermeture après laminage constituent un problème courant, mais souvent mal compris. De nombreux opérateurs attribuent instinctivement ce problème au rebond du matériau, aux paramètres de réglage ou à la technique de l'opérateur. Cependant, dans les applications industrielles réelles, une grande partie de ces irrégularités est directement liée à des erreurs d'alignement des rouleaux, notamment du rouleau inférieur et des rouleaux latéraux.
L'alignement des cylindres est essentiel pour garantir une répartition symétrique des forces lors du laminage. Un déséquilibre géométrique entre les cylindres entraîne une déformation irrégulière de la tôle, provoquant une fermeture incomplète ou des différences d'écart visibles aux extrémités de la pièce laminée. Cet article explique en détail quand l'alignement des cylindres est nécessaire, pourquoi des erreurs d'alignement se produisent et comment effectuer correctement la compensation d'alignement sur une rouleuse à quatre cylindres.
Comprendre l'alignement des rouleaux dans une rouleuse à quatre rouleaux
L'alignement des rouleaux fait référence à la cohérence géométrique et positionnelle des rouleaux d'une machine à laminer, garantissant que tous les rouleaux mobiles fonctionnent symétriquement par rapport au rouleau de référence fixe.
Dans une configuration standard de rouleuse à quatre rouleaux :
- Le rouleau supérieur agit comme rouleau de formage primaire
- Le rouleau inférieur assure le support vertical et la force de serrage
- Le rouleaux latéraux gauche et droit contrôler le rayon de courbure et faciliter le pré-cintrage
Il est important de clarifier un postulat professionnel essentiel :
Le rouleau supérieur n'est pas conçu pour la compensation de position.. Il peut pivoter et se déplacer verticalement pendant son fonctionnement, mais ne participe pas à la correction d'alignement. Par conséquent, tous les réglages d'alignement des rouleaux sont effectués par compensation. Rouleau inférieur et rouleaux latéraux uniquement.
Lorsque l'alignement des rouleaux devient nécessaire
L'alignement des cylindres ne doit jamais être considéré comme un réglage de routine ou une opération par tâtonnement. Sur les rouleuses à quatre cylindres, la compensation d'alignement n'est nécessaire que lorsque des symptômes mécaniques spécifiques indiquent clairement que la relation géométrique entre les cylindres s'est écartée de son équilibre nominal. D'après une étude approfondie…expérience de service de ld, rouleau L'alignement devient nécessaire dans les conditions bien définies suivantes.
Écarts de fermeture inégaux après roulement
L'un des indicateurs les plus directs et fiables pour corriger l'alignement des cylindres est un écart de fermeture irrégulier observé sur la pièce laminée. Si la tôle ne se ferme pas correctement lors de la dernière étape de laminage, et surtout si la largeur de l'écart aux deux extrémités est visiblement différente, il ne faut pas confondre ce problème avec une simple erreur de paramètre de laminage ou un retour élastique du matériau.
Ces écarts asymétriques indiquent un défaut d'alignement des rouleaux, ce qui signifie que les rouleaux inférieurs ou latéraux n'exercent plus une pression uniforme sur toute la largeur de la tôle. Dans ce cas, un réglage de l'alignement des rouleaux est nécessaire pour rétablir le parallélisme et la transmission synchronisée des forces.
Répartition asymétrique des forces lors du roulement
Un autre scénario courant nécessitant un alignement des rouleaux est un comportement inégal de la force de laminage. Si la plaque se déplace systématiquement d'un côté, si un bord commence à se former avant l'autre, ou si la résistance au laminage diffère sensiblement sur la largeur, ces symptômes indiquent que la force de laminage est répartie de manière asymétrique.
Ce problème résulte généralement de légers écarts de positionnement des rouleaux inférieurs ou latéraux, provoquant un déséquilibre mécanique plutôt que des erreurs du système de contrôle. Un alignement correct des rouleaux garantit une application uniforme des forces de laminage, rétablissant la symétrie mécanique et améliorant la régularité du formage.
Après maintenance mécanique ou exploitation à long terme
Il peut également s'avérer nécessaire de compenser l'alignement des rouleaux après une utilisation prolongée de la machine ou suite à des opérations de maintenance mécanique. Avec le temps, des facteurs tels que l'usure des roulements, la dérive hydraulique, la dilatation thermique ou des interventions de réglage antérieures peuvent modifier subtilement les positions relatives des rouleaux.
Même de légères déviations, à l'accumulation, peuvent compromettre la précision du laminage et la qualité de la fermeture. Le contrôle et la compensation de l'alignement des cylindres dans ces conditions contribuent à maintenir une géométrie machine stable, préviennent les désalignements progressifs et garantissent une précision de laminage durable.
Pourquoi les erreurs d'alignement des rouleaux provoquent-elles des écarts de fermeture inégaux ?
D'un point de vue mécanique, une rouleuse à quatre rouleaux repose sur l'équilibre des forces agissant le long de l'axe longitudinal de la tôle. En cas de désalignement des rouleaux :
- Un côté du rouleau inférieur peut être plus éloigné du rouleau supérieur.
- Les bourrelets latéraux peuvent ne pas être symétriques l'un par rapport à l'autre.
- Les décalages de la ligne centrale roulante
Par conséquent, la plaque subit une déformation plastique irrégulière. Ceci explique pourquoi les espaces de fermeture sont irréguliers. directionnel et répétable, plutôt que des défauts aléatoires. La correction de l'alignement des rouleaux rétablit la relation géométrique prévue entre eux, permettant ainsi à la plaque de se déformer uniformément sur toute sa largeur.
Principe de compensation de l'alignement des rouleaux
La compensation d'alignement des rouleaux fonctionne en corrigeant numériquement la position de référence de chaque rouleau mobile par le biais du système de commande. Au lieu de repositionner physiquement les rouleaux, le système recalibre leurs points zéro pour garantir un mouvement synchronisé.
Le principe fondamental est simple mais essentiel :
La compensation doit toujours être appliquée au côté du rouleau le plus éloigné du rouleau supérieur., pas le côté le plus proche.
Cela permet de s'assurer que la correction d'alignement ramène tous les rouleaux dans un plan géométrique commun.
Procédure d'alignement des rouleaux étape par étape (exemple du rouleau inférieur)
La procédure suivante utilise le rouleau inférieur comme exemple pour illustrer le processus d'alignement des rouleaux. Dans une rouleuse à quatre rouleaux, le rouleau supérieur sert de référence géométrique fixe et ne participe pas au mouvement d'alignement. La même logique de compensation s'applique aux rouleaux gauche et droit.
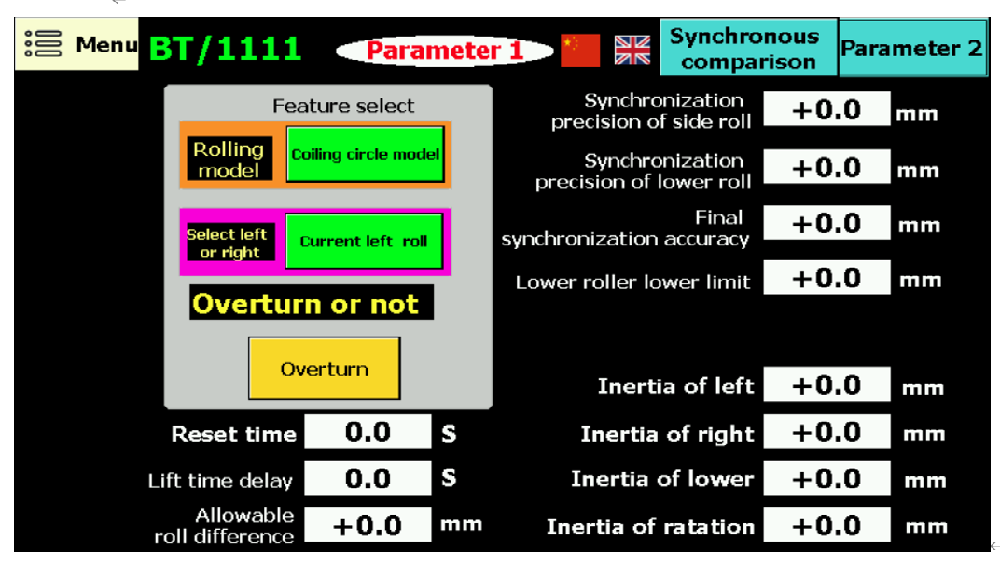
Étape 1 : Accéder à l’interface des paramètres
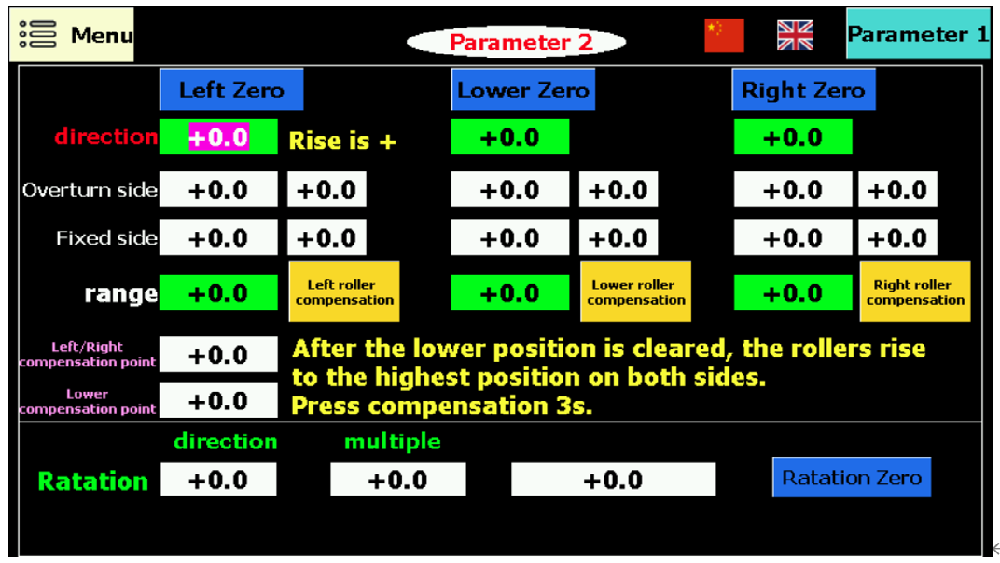
Accédez à l'interface des paramètres système de la machine via le panneau de commande et naviguez jusqu'à Page des paramètres 2.
Des identifiants de connexion autorisés sont nécessaires pour accéder au menu de compensation de roulis, car ces paramètres affectent directement l'alignement mécanique du système de roulis.

Étape 2 : Déplacez le rouleau inférieur à sa position la plus basse
Abaissez complètement le rouleau inférieur jusqu'à sa position mécanique minimale.
Cela établit une condition initiale stable et reproductible, éliminant la précharge résiduelle et assurant un dégagement suffisant pour un étalonnage précis de l'alignement.
Étape 3 : Mise à zéro de la référence de roulement inférieure
Sur le panneau de commande, appuyez sur bouton bleu inférieur de remise à zéro du roulis.
Cette opération réinitialise la référence de position du rouleau inférieur, en utilisant le rouleau supérieur comme référence géométrique fixe. Le rouleau supérieur étant immobile verticalement, tous les calculs d'alignement sont effectués par rapport à cette référence stable.
Étape 4 : Relevez le rouleau inférieur à sa position maximale.
Relevez lentement le rouleau inférieur vers sa position de travail maximale tout en observant la distance entre le rouleau inférieur et le rouleau supérieur aux deux extrémités.
Dans de nombreux cas, un côté du rouleau inférieur s'approchera du rouleau supérieur avant l'autre, révélant clairement une asymétrie dans leur positionnement. Ceci confirme l'existence d'un défaut d'alignement des rouleaux et la nécessité d'une compensation.
Étape 5 : Identifier le côté indemnitaire
Comparez les distances ou les valeurs de retour numérique aux deux extrémités du rouleau inférieur.
Le côté présentant la valeur numérique la plus faible ou l'écart physique le plus important indique un positionnement vertical insuffisant et nécessite donc une compensation. Une identification précise à ce stade est essentielle pour éviter toute surcorrection.
Étape 6 : Appliquer la compensation de roulement inférieur
Appuyez et maintenez enfoncé le bouton jaune de compensation de roulis inférieur pendant environ trois secondes.
Le système de contrôle calculera et enregistrera automatiquement la valeur de compensation pour le côté sélectionné, finalisant ainsi le processus. alignement de rouleau inférieur processus et rétablissement du positionnement symétrique des rouleaux.
Alignement du roulis latéral en utilisant la même méthode
Une fois l'alignement du rouleau inférieur terminé, répétez la même procédure pour :
- Roulement du côté gauche
- Roulement du côté droit
Chaque rouleau doit être compensé indépendamment afin de garantir un alignement parfait sur l'ensemble du système de laminage. La constance du fonctionnement des trois rouleaux mobiles est essentielle pour obtenir des résultats de laminage uniformes.
Vérification après l'alignement des rouleaux
Une fois toutes les étapes de compensation de l'alignement du roulis terminées :
- Effectuer un essai de roulement avec un matériau standard
- Observez l'état de fermeture de la pièce laminée
- Vérifiez que l'écart de fermeture est uniforme aux deux extrémités.
Si le résultat du test montre une fermeture symétrique et un comportement de roulement stable, le processus d'alignement des rouleaux est considéré comme réussi et la machine peut reprendre sa production normale.
Idées fausses courantes concernant l'alignement des rouleaux
Il convient de dissiper un malentendu fréquent :
Les écarts de fermeture irréguliers ne sont pas principalement dus au rebond du matériau..
Bien que les propriétés du matériau influent sur les résultats du laminage, le rebond produit généralement des écarts symétriques. Des écarts irréguliers présentant des différences de direction indiquent presque toujours un déséquilibre d'alignement des cylindres plutôt qu'un problème de paramètres ou de matériau.
Conclusion
L'alignement des rouleaux est un facteur fondamental, mais souvent négligé, pour obtenir une qualité de laminage constante sur une rouleuse à quatre rouleaux. En cas d'écarts de fermeture irréguliers, notamment lorsque les largeurs d'écart diffèrent aux deux extrémités, un alignement correct des rouleaux inférieurs et latéraux devient essentiel.
En comprenant la logique mécanique qui sous-tend l'alignement des rouleaux, en reconnaissant les conditions correctes de compensation et en suivant une procédure d'alignement standardisée, les opérateurs et les techniciens peuvent améliorer considérablement la précision du laminage, réduire les réglages par tâtonnement et garantir des performances stables à long terme de la machine.
Un bon alignement des rouleaux n'est pas seulement une mesure corrective, c'est une bonne pratique pour les opérations de laminage de précision.



