








Analyse du diagnostic et du traitement des pannes de presses plieuses hydrauliques
Dans ma vaste expérience avec presses plieuses hydrauliquesJ'ai rencontré divers défauts pouvant perturber les opérations et affecter la qualité des pliages. Un diagnostic précis de ces problèmes est crucial pour minimiser les temps d'arrêt et maintenir la productivité. Au fil des ans, j'ai développé une approche systématique du diagnostic des défauts et de l'analyse de leur traitement, ce qui m'a permis d'identifier les problèmes courants tels que les fuites hydrauliques, les problèmes d'alignement et l'usure des composants. Dans cet article, je partagerai mes réflexions sur presse plieuse hydraulique diagnostic des pannes et analyse du traitement, fournissant des conseils pratiques et des solutions pour aider les opérateurs à relever efficacement ces défis et à améliorer les performances de leurs machines.
Presse plieuse hydraulique

La vitesse de retour du bloc coulissant est lente, ce qui entraînera une diminution de l'efficacité de la production de la tôle. machine à cintrer et affectent l'efficacité de la production de l'entreprise. Cet article analyse les causes de la panne de la cintreuse hydraulique de tôles, établit un diagnostic complet et corrige le défaut, ce qui offre une nouvelle perspective pour la maintenance des pannes concernées et revêt une importance pratique pour l'amélioration de l'efficacité de la production de l'entreprise.
Paramètres techniques
Le modèle de pliage hydraulique de tôle est wc67y-125t / 3200, la pression nominale est de 1250KN, la longueur de la table est de 3200mm, la course du curseur est de 120mm, la vitesse de course du curseur est rapide vers le bas/l'intérieur/l'extérieur est de 36/9/45mm/s, et la pression de service maximale du système hydraulique est de 20MPa
Principe de fonctionnement
Grâce à la coopération du système de transmission de la presse plieuse hydraulique et du système de commande électrique, cette machine peut permettre au curseur de réaliser le cycle de travail de maintien de la pression rapide, lente, suivante, de décharge de pression et de retour, afin de répondre aux exigences de pliage de la pièce.
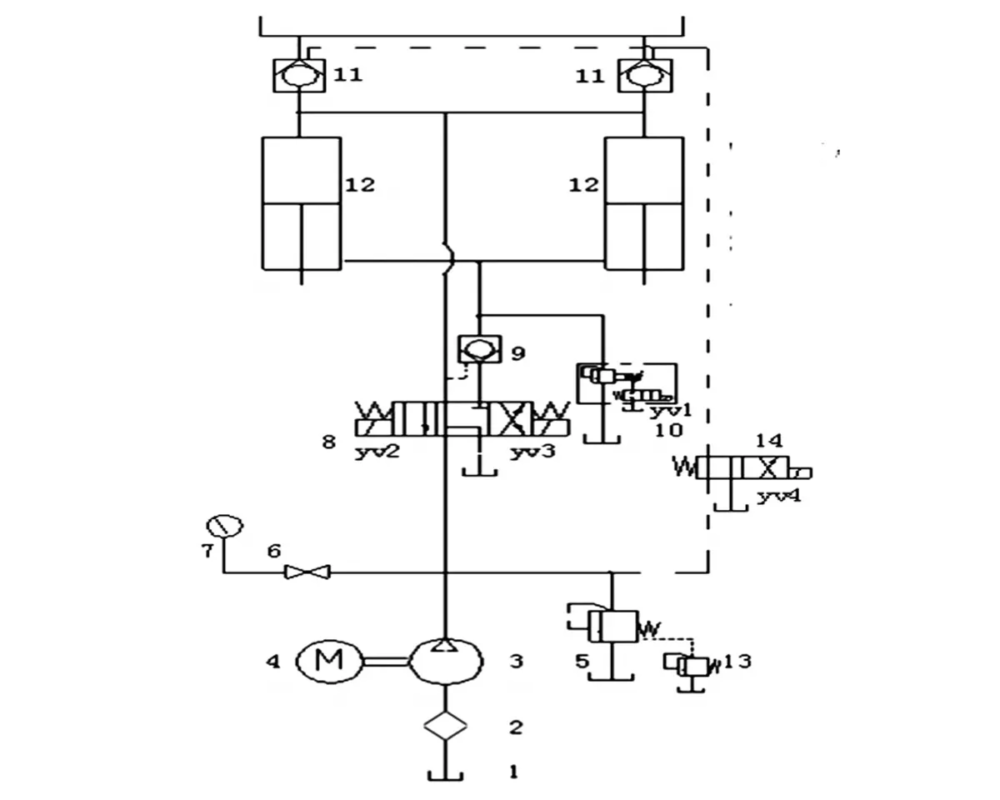
1) Glissement rapide vers le bas. Électrovanne d'inversion 8 YV2 (électricité), électrovanne de trop-plein 10 YV1 (électricité). Admission d'huile : l'huile refoulée par la pompe à huile 3, via la vanne 8, vers la chambre supérieure des deux vérins à huile 12, pousse la tige de piston de ces derniers pour entraîner le coulisseau vers le bas. Contrôler le niveau d'huile dans le circuit d'huile pour ouvrir la vanne unidirectionnelle de régulation de liquide 9 et la vanne de remplissage de liquide 11.
Lors de la descente du coulisseau, la vanne 11 effectue un remplissage d'huile important pour une descente rapide. Retour d'huile : l'huile contenue dans la chambre inférieure des deux vérins est renvoyée dix fois vers le réservoir par la vanne de décharge électromagnétique.
2) Ralentissement du coulisseau. L'électrovanne 8 YV2 est alimentée et les deux vannes quatre voies 14 YV4 sont alimentées. L'huile est refoulée de la pompe à huile 3, via la vanne 8, vers la chambre supérieure des deux vérins à huile 12, poussant la tige de piston de ces derniers pour entraîner le coulisseau vers le bas. Le niveau d'huile dans le circuit hydraulique est contrôlé pour ouvrir le clapet anti-retour hydraulique 9. Retour d'huile : l'huile de la chambre inférieure des deux vérins à huile 12 retourne au réservoir d'huile via le clapet anti-retour à liquide 9 et l'électrovanne 8.
3) Maintien de la tension du système. Contrôlé par le relais temporisé KTI, le maintien de la pression du curseur permet de façonner et de cintrer la pièce. Le temps de maintien de la pression est réglable.
4) Décompression du système. Afin de réduire l'impact inverse sur le retour du coulisseau, Yv2 perd de la puissance pendant une courte période avant le retour du coulisseau. La décompression du système est d'abord activée, puis le retour du coulisseau. Le temps de décompression est réglable.
5) Retour du coulisseau. Électrovanne d'inversion 8 de l'alimentation YV3. Admission d'huile : l'huile est refoulée de la pompe à huile 3 via l'électrovanne directionnelle 8 et le clapet anti-retour hydraulique 9 jusqu'à la chambre inférieure des deux vérins 12, ce qui entraîne le coulisseau vers l'arrière grâce à la tige de commande. Parallèlement, le niveau d'huile dans le circuit d'huile est contrôlé via la vanne d'inversion 4 voies à deux positions 14 pour ouvrir le clapet anti-retour hydraulique 11 et préparer le retour d'huile depuis la chambre supérieure.
Retour d'huile : l'huile dans la chambre supérieure des 12 cylindres est directement renvoyée au réservoir d'huile via la soupape unidirectionnelle de commande hydraulique 11, de manière à réaliser le retour rapide du curseur.
6) Régulation de la pression de service du système. La pression requise par les pièces de la presse plieuse hydraulique peut être ajustée en réglant le bouton de la vanne de régulation de pression à distance 6. Après le réglage, le capuchon situé derrière le bouton doit être verrouillé et la vanne haute pression 5 doit être réglée avant de quitter l'usine. La pression de service maximale du système ne doit pas dépasser 20 MPa.
Analyse des causes de défaillance
Français Grâce à l'analyse du schéma de principe de fonctionnement et du processus de fonctionnement du système hydraulique de la presse plieuse hydraulique, les raisons de la vitesse de retour lente du curseur peuvent être les suivantes : 1) le cylindre hydraulique et le piston ne sont pas strictement scellés, ce qui entraîne une fuite mutuelle entre les chambres supérieure et inférieure. 2) la soupape de décharge électromagnétique 10 est bloquée et n'est pas strictement fermée. 3) la soupape unidirectionnelle de commande hydraulique 9 n'est pas en place. 4) le bouchage du même trou d'amortissement de noyau de la soupape unidirectionnelle de commande hydraulique 11 entraîne un mauvais retour d'huile. 5) le noyau de lecture 8 de l'électrovanne d'inversion est très usé, ce qui entraîne la défaillance de l'inversion.
Diagnostic des pannes et mesures de traitement
1) Analyser l'état de fonctionnement de la presse plieuse hydraulique. Le coulisseau fonctionne normalement pour presser rapidement la tôle, et aucune fuite n'est constatée sur la surface externe du vérin hydraulique. Par conséquent, on peut exclure une fuite entre les cavités supérieure et inférieure du vérin hydraulique et un défaut du clapet anti-retour de commande hydraulique 9.
2) Réglez la pression de la soupape de débordement électromagnétique 10 lorsque le cylindre de traversée de pression effectue un trajet de retour, et les lectures du manomètre changeront régulièrement en conséquence, de sorte que les performances de la soupape de débordement électromagnétique 10 soient normales.
3) Vérifiez et vérifiez la soupape unidirectionnelle de commande hydraulique 11. Il n'y a pas de blocage dans le trou d'amortissement du noyau de soupape et la soupape 11 s'ouvre et se ferme en place avec des performances normales.
En vérifiant, comparant et vérifiant les conditions ci-dessus une par une, nous avons pu éliminer leur influence sur le défaut et déterminer préliminairement que le défaut de l'électrovanne 8 est à l'origine de la lenteur de retour de la cintreuse. La révision de l'électrovanne 8 a révélé une usure importante de la surface du noyau de l'électrovanne 8, ce qui a entraîné un blocage du bloc coulissant de l'électrovanne 8 lors du retour électrique YV3. L'huile hydraulique nécessaire à l'électrovanne et à la commande hydraulique unidirectionnelle est nécessaire.
La tige de poussée de la veine inférieure 12 des cylindres 9 à 8 entraîne le coulisseau lors du retour. En raison d'une perte importante du noyau de la soupape 8, la commande directionnelle n'atteint pas la position prévue. La pression d'huile hydraulique du coulisseau est insuffisante, ce qui ralentit la vitesse de retour. Remplacez l'électrovanne directionnelle 8 et effectuez un essai. La vitesse de retour s'accélère et la soupape 1 fonctionne normalement.
Conclusion
Pour résumer, afin de dépanner la presse plieuse hydraulique, il est nécessaire de maîtriser la structure et le principe de fonctionnement du système hydraulique et des composants hydrauliques associés, d'avoir une compréhension approfondie du fonctionnement de chaque composant hydraulique pendant le travail de course correspondant de l'équipement hydraulique, et de dépanner avec précision l'équipement en observant le dysfonctionnement de l'équipement.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




