








2 règles simples de correction mécanique des tôles
Correction mécanique La correction à froid consiste à corriger les pièces déformées et l'acier déformé à l'aide d'équipements mécaniques. La correction à froid est généralement utilisée. La correction à froid consiste à corriger la pièce à température ambiante par martelage et étirage. Cette correction entraîne un écrouissage à froid de la surface de l'acier, ce qui augmente la résistance et la dureté, et diminue la plasticité et la ténacité. Par conséquent, elle ne convient qu'aux aciers bas carbone ou à l'aluminium présentant une bonne plasticité. En cas de déformation importante, des fissures ou des ruptures peuvent se produire si le redressage à froid est utilisé. En cas de capacité insuffisante de l'équipement, le redressage à froid ne peut pas dépasser la limite d'élasticité et la pièce ne peut être surmontée. La rigidité de la pièce est trop élevée ou le matériau la composant est très cassant. Lorsque le redressage à froid ne peut être utilisé, on a recours au redressage à chaud. Le redressage à chaud est réalisé en chauffant l'acier à une température élevée de 700 à 1 000 °C dans un bain oxyacétylénique. Le redressage à chaud convient à l'acier au carbone et à l'acier allié présentant une grande déformation et une faible plasticité ou à l'acier à faible teneur en carbone utilisé à basse température.
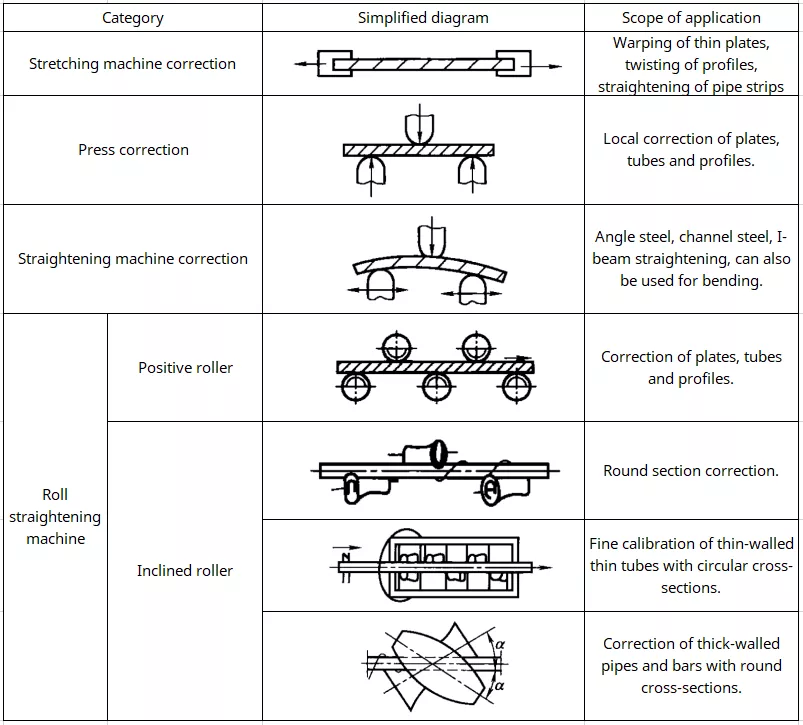
L'équipement utilisé pour le redressage mécanique comprend machine à rouler les plaques, machine à arrondir, machine à niveler spéciale, machine à redresser et diverses presses, telles que presse mécanique, presse hydraulique, presse à vis, etc. La méthode et la portée de la correction mécanique sont indiquées dans le tableau ci-dessous.
La méthode de correction mécanique et son champ d'application
1. Correction mécanique - Correction des plaques
La déformation des tôles d'acier est généralement corrigée sur une planeuse multi-rouleaux. Lors du planage, plus la tôle est épaisse, plus la correction est facile ; plus elle est fine, plus elle se déforme facilement et plus la correction est difficile. En général, les tôles d'acier de plus de 3 mm d'épaisseur sont planées sur une planeuse à cinq ou sept rouleaux, tandis que les tôles fines de moins de 3 mm d'épaisseur doivent être planées sur une planeuse à neuf, onze rouleaux ou plus.
Le principe de correction de roulement de la planeuse multi-rouleaux est illustré dans la figure ci-dessous. La partie active est composée de deux rangées de rouleaux supérieurs et inférieurs. On compte généralement de 5 à 11 rouleaux de travail. Les rouleaux actifs sont reliés au corps de la machine par des roulements et entraînés en rotation par un moteur. Leur position est fixe. La colonne supérieure est le rouleau entraîné. Son réglage vertical est assuré par une vis manuelle ou un dispositif de levage électrique. L'écartement entre les rangées de rouleaux supérieurs et inférieurs est ainsi modifié pour s'adapter au nivellement de tôles d'acier de différentes épaisseurs.

Lors du laminage, la plaque d'acier s'engage dans la rotation du rouleau et est soumise à des forces opposées entre les rouleaux supérieur et inférieur, ce qui provoque une flexion alternée de faible rayon de courbure. Lorsque la contrainte dépasse la limite d'élasticité du matériau, une déformation plastique se produit, ce qui a pour effet de maintenir la cohérence des fibres de longueurs initiales inégales de la plaque lors des étirements et compressions répétés, afin de corriger la déformation.
Il existe deux principales méthodes de disposition des rouleaux d'arbre d'une planeuse multi-rouleaux. La figure (a) illustre la correction parallèle des rangées de rouleaux. Les rouleaux d'arbre supérieur et inférieur sont disposés parallèlement. L'espace entre les rangées de rouleaux supérieur et inférieur est légèrement inférieur à l'épaisseur de la plaque d'acier à corriger. Après son passage, la plaque d'acier est pliée à plusieurs reprises, puis nivelée par le rouleau de guidage final.
Les deux rouleaux situés aux deux extrémités de la colonne supérieure sont des rouleaux de guidage de petit diamètre, à faible force et sans fonction de pliage. Ils se contentent de guider la plaque d'acier vers le rouleau de redressage ou de la niveler lorsqu'elle sort du rouleau de redressage.
Le rouleau de guidage peut être réglé individuellement de haut en bas à la hauteur requise pour assurer le nivellement final de la tôle d'acier. Généralement, la tôle d'acier doit être roulée plusieurs fois sur la planeuse pour obtenir une correction de meilleure qualité.
La figure (b) illustre la correction de l'inclinaison de la rangée de rouleaux. La rangée supérieure est disposée obliquement, et l'axe de liaison des rangées supérieure et inférieure forme un petit angle inclus. Le rouleau supérieur est réglable en hauteur et l'angle d'inclinaison peut être modifié par le mécanisme d'angle. L'écart entre les rangées supérieure et inférieure augmente progressivement vers l'extrémité de sortie.
Lorsque la plaque d'acier passe entre les rangées de rouleaux, sa courbure diminue progressivement ; les premières paires de rouleaux d'axe effectuent la flexion de base de la plaque d'acier, tandis que les paires restantes exercent une tension sur la plaque lorsqu'elles pénètrent dans la rangée. Avant le dernier arbre de rouleau, la déformation de la plaque d'acier sous l'action d'une force de traction supplémentaire a atteint un niveau de flexion élastique, ce qui a permis de corriger la plaque d'acier. Par conséquent, ce type de planeuse permet d'améliorer l'effet de correction de la plaque d'acier en s'appuyant sur la force de traction supplémentaire générée par l'arbre du rouleau arrière, sans nécessiter de rouleau de guidage réglable séparément. Ce type de planeuse est principalement utilisé pour la correction des plaques minces.
Selon les différentes déformations des tôles, les mesures prises lors de l'opération de planage varient également. Le tableau suivant présente quelques mesures spécifiques permettant de corriger des tôles déformées ou des flans (ou pièces) plus petits sur une planeuse multi-rouleaux.
Aplanissement de feuilles dans plusieurs situations particulières

En général, la tôle doit passer plusieurs fois dans la planeuse multi-rouleaux pour atteindre l'objectif. Le nombre de corrections est déterminé par le coefficient de contrainte de la tôle à corriger. Plus la valeur de a est élevée, plus le planage est facile. La relation entre a et le nombre de corrections est indiquée dans le tableau.
| un | ≤1 | 4~6 | >6 | ≥10 |
| Temps plats | Ne peut pas être nivelé | 3 | 1 | Convient pour l'acier à haute résistance |

| Nombre de rouleaux N | 5 | 7 | 9 |
| c | 1.17 | 0.9 | 0.8 |
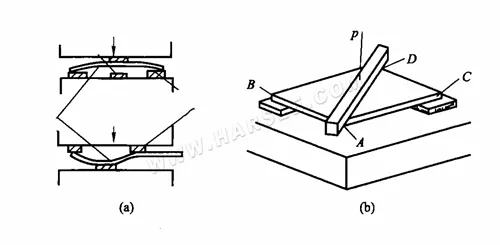
Le planage de tôles épaisses peut généralement être réalisé sur des équipements sous pression tels que des presses hydrauliques. La méthode de planage avec des presses est la suivante : placer la tôle sur la table de la presse, de manière à ce que la partie saillante soit orientée vers le haut et les deux plus basses. Placer deux patins d’épaisseur égale comme points d’appui. Si la courbure de déformation de la tôle est faible, la distance du point d’appui peut être réduite, puis un carré d’acier est ajouté sur la partie convexe, et ce carré d’acier est pressé jusqu’à ce que la partie déformée initiale de la tôle devienne plate, puis légèrement concave. L’ampleur de la dépression est égale à la valeur du retour élastique, et la tôle devient plate après décompression. Pour éviter toute surpression, un fer de sécurité d’épaisseur appropriée peut être placé sous la partie sollicitée, et la pression peut être arrêtée lorsque la tôle est pressée contre le fer de sécurité (voir figure (a)). Pour corriger la déformation, placez d'abord deux patins de même épaisseur en B et C, sous les angles diagonaux de la plaque en contact avec la plateforme, puis une équerre en diagonale au-dessus des angles diagonaux de A et D. L'acier ou le rail est ensuite mis sous pression jusqu'à ce que A et D soient en contact avec la surface de la table et que la charge soit retirée. À ce stade, utilisez une règle plate pour vérifier la planéité. Si elle n'est pas conforme aux exigences, augmentez la profondeur des patins en B et C jusqu'à obtenir la correction, comme illustré à la figure (b).
Si la déformation de la plaque d'acier est plus compliquée, il y a à la fois flexion et distorsion, la séquence d'opérations de nivellement est la suivante : d'abord corriger la déformation locale, puis corriger la déformation globale ; d'abord corriger la distorsion, puis corriger la courbure.
2. Correction mécanique - Correction du profil
Le redressement des tuyaux, des profilés en acier et d'autres profils utilise principalement le redressement à froid, où L dans le tableau est la longueur de la corde de pliage et t est l'épaisseur de la plaque.
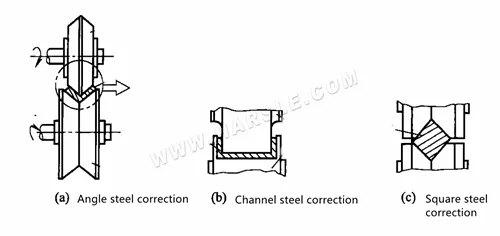
● Le principe de fonctionnement de la redresseuse de profilés multi-rouleaux est similaire à celui de la planeuse de tôles. La différence réside dans le fait que le rouleau de redressage est un rouleau dont le contour est adapté à la section du profilé à redresser, comme illustré sur la figure. Pour corriger différents profils, des rouleaux de contours différents peuvent être interchangés. Similaire au principe de planage de tôles, lorsque le profilé passe entre les rangées supérieure et inférieure de rouleaux, il est courbé à plusieurs reprises, ce qui allonge et corrige les fibres. Les axes des rouleaux de la machine à rouleaux positifs sont parallèles, ce qui convient à différents profils. La ligne des rouleaux de la machine à rouleaux inclinés est hyperbolique et la plupart des rouleaux sont disposés en groupes (2 à 3 par groupe). L'arbre du rouleau est incliné pour former le matelassage. Le redressage des matériaux ronds produit un mouvement de rotation supplémentaire, ce qui améliore l'effet de correction et est adapté à la correction des tubes, des tiges et des fils.
● Utilisez une machine à redresser les profils pour rectifier.
La déformation par flexion des profilés en acier et de diverses poutres soudées peut également être corrigée grâce à la méthode de pliage inversé de la redresseuse de profilés en acier. Les pièces mobiles de la redresseuse sont disposées horizontalement et sont généralement à double extrémité.
Pendant le fonctionnement, le profilé est placé entre le support et le poussoir. La partie saillante est bloquée par le poussoir, pressée contre le support et peut être déplacée longitudinalement. La position du support peut être ajustée à l'aide du volant de manœuvre pour s'adapter aux différents degrés de flexion du profilé. Lorsque le poussoir est entraîné par le moteur pour un mouvement alternatif horizontal, il applique périodiquement une poussée sur le profilé corrigé, provoquant sa flexion dans le sens inverse pour obtenir la correction.
La position initiale du support de poussée peut être ajustée pour contrôler la déformation. La table est équipée de rouleaux pour soutenir le profilé et réduire les frottements lors de ses mouvements de va-et-vient. La redresseuse de profilés peut également être utilisée pour le pliage de profilés, offrant ainsi une double fonction : pliage et redressage.
● Utiliser la presse pour redresser le profilé. Le principe, la séquence et la méthode de redressement de la presse pour redresser le profilé et diverses poutres soudées sont identiques à ceux de l'aplanissement de tôles épaisses. Cependant, la position de positionnement, la position de pression et la position de pression de la pièce doivent être réglées de manière raisonnable en fonction de la taille et de la déformation de la pièce pendant l'opération. L'épaisseur et la position de la cale, ainsi que la taille et la forme de l'acier carré, sont nécessaires pour améliorer la qualité et la rapidité de la correction.

Le rayon de courbure minimal et la déflexion maximale pouvant être redressés à froid pour les aciers de section générale sont indiqués dans le tableau.
Si elle dépasse la plage spécifiée dans ce tableau, des mesures de processus appropriées (telles que le pressage à chaud, le recuit intermédiaire du profil et des corrections multiples) doivent être prises pour éviter de nouvelles distorsions et déformations dans la section pendant la correction.