Guide ultime du pliage de tôles
Le pliage de tôles est principalement utilisé machines à cintrer Pour plier la tôle en ligne droite, ce qui est idéal pour l'usinage de pièces linéaires étroites et longues. Le pliage est réalisé par les matrices supérieures et inférieures fixées sur le coulisseau et la table.

Méthodes de pliage courantes
La méthode de pliage varie selon l'équipement utilisé. Trois méthodes sont couramment utilisées :
1. Flexion libre
Lors du pliage libre, la tôle est généralement serrée ou maintenue en place à une extrémité, tandis que l'autre extrémité est manipulée pour obtenir l'angle de pliage souhaité. Ce procédé permet de réaliser une grande variété d'angles et de formes de pliage, selon les compétences de l'opérateur et les caractéristiques du matériau à plier.
Le principe de fonctionnement du pliage libre est illustré à la figure (a) ci-dessous. La matrice inférieure 1 en V est fixée sur la table de la presse, tandis que la matrice supérieure 2 effectue un mouvement de va-et-vient avec le coulisseau de la presse. La tôle 3 est placée sur le moule inférieur, qui la plie vers le bas et contrôle la profondeur de pliage du moule supérieur dans le moule inférieur afin d'obtenir des pièces présentant différents angles de pliage.
Les avantages sont les suivants : une série d’angles de pliage différents peut être obtenue avec un ensemble de moules simples en forme de V.
Les inconvénients sont : la déformation verticale de la presse, la différence dans les performances de la plaque et les petits changements entraîneront des changements évidents dans l'angle de pliage, il est donc nécessaire de contrôler avec précision le point mort bas du mouvement du curseur, ainsi que la déformation élastique de la presse et le rebond de la pièce elle-même. Attendez la compensation.
2. Flexion forcée
Le pliage forcé est couramment utilisé dans les procédés de fabrication industrielle pour sa capacité à produire des pliages précis et reproductibles sur les pièces en tôle. Il convient à la production en grande série et permet de réaliser des formes complexes avec des tolérances strictes.
Le principe de fonctionnement du pliage forcé est illustré à la figure (b) ci-dessous. Le pliage forcé se produit en phase finale. La matrice supérieure 2 presse la tôle 3 contre la rainure en V de la matrice inférieure 1, assurant ainsi sa fonction de correction. Le rebond de la pièce est limité. Cependant, un ensemble de moules en V ne permet d'obtenir qu'un certain angle de pliage ; tous les angles de la pièce doivent donc être égaux, faute de quoi le moule doit être remplacé.
3. Flexion à trois points
Le principe de fonctionnement du pliage trois points est illustré dans la figure (c) suivante. Outre les deux points de la matrice inférieure 1 en contact avec la tôle 3, le plan supérieur du bloc mobile inférieur 4 est également en contact avec la tôle ; on parle alors de « pliage trois points ».
Le coulisseau est équipé d'un amortisseur hydraulique. Ainsi, la précision du mouvement, la déformation de la presse et les variations de performance de la tôle n'affectent pas l'angle de pliage de la pièce. L'angle de pliage dépend uniquement de la profondeur (H) et de la largeur (W) de la rainure inférieure de l'outil. Grâce au pliage forcé, il est possible d'obtenir une pièce avec un faible retour élastique et une grande précision. Bien entendu, le réglage et le contrôle des positions supérieure et inférieure du bloc mobile permettent également d'obtenir différents angles de pliage de la pièce sur le moule.
Sur les cintreuses modernes, le pliage forcé est rarement utilisé, tandis que le pliage libre et le pliage trois points sont couramment utilisés. Par exemple, la cintreuse hydraulique de tôles la plus répandue actuellement adopte un système de régulation de pression hydraulique continue et un mode de pliage libre. En fonctionnement, la montée et la descente du coulisseau ainsi que le réglage des positions haute et basse sont assurés avec précision par des vérins hydrauliques.
Le réglage de la course du coulisseau et le réglage du positionnement de la butée arrière sont principalement utilisés pour le réglage électrique rapide et le réglage manuel fin. Ils sont généralement équipés d'un affichage numérique et peuvent être équipés d'un système de commande numérique pour le contrôle automatique de la butée arrière et de la course du coulisseau. La précision de maintien de ce type de mécanisme de commande numérique atteint généralement ± 0,1 mm ou plus, ce qui permet le pliage continu et rapide de pièces présentant différents angles de pliage, améliorant ainsi considérablement l'efficacité de la production.

Types et utilisation des matrices de pliage
Les matrices de pliage installées sur la cintreuse peuvent être divisées en deux types : les matrices générales et les matrices spéciales. La figure ci-dessous illustre la forme de la face d'extrémité de la matrice générale.

Le moule supérieur est généralement en forme de V. Il existe deux types : à bras droit et à bras courbé. L'angle du moule supérieur, avec ses coins arrondis plus petits, est de 15°, et le rayon du congé est défini selon plusieurs dimensions fixes pour faciliter le remplacement en fonction des besoins de la pièce.
La matrice inférieure est généralement constituée de plusieurs encoches fixes sur ses quatre faces, adaptées au pliage des pièces de la machine-outil. Elle permet généralement de cintrer des pièces en V ou rectangulaires, à angles obtus ou aigus. La longueur de la matrice inférieure est généralement identique à celle de la pièce. Les plateaux sont égaux ou légèrement plus longs. La hauteur des matrices supérieure et inférieure de la matrice de pliage est déterminée en fonction de la hauteur de fermeture de la machine-outil, et l'angle de pliage est supérieur à 18° lorsque la matrice est utilisée.
Lors de l'utilisation d'une matrice de pliage universelle pour plier des pièces sur une cintreuse, la largeur B de la rainure inférieure de la matrice ne doit pas être inférieure à deux fois la somme du rayon de congé de pliage R de la pièce et de l'épaisseur du matériau t, plus un espace de 2 mm, soit : B>2(t+R)+2. Ainsi, la pièce brute ne sera pas bloquée et ne produira ni empreintes ni rayures lors du pliage. Parallèlement, pour réduire l'effort de pliage, il est conseillé d'utiliser une entaille plus large pour les matériaux durs et une entaille plus petite pour les matériaux plus tendres. Une entaille large courbera le côté droit en arc de cercle.
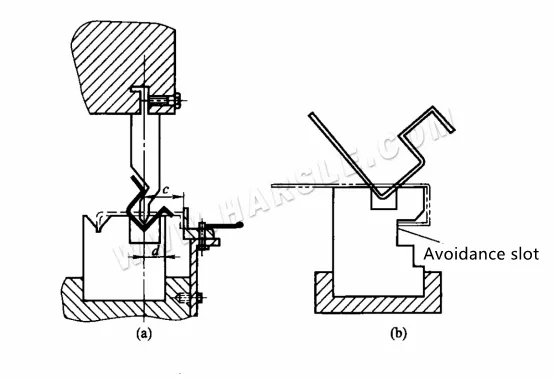
Lors du pliage d'une pièce brute à bord plié, la distance entre le centre de la fente de la matrice inférieure et son bord ne doit pas être supérieure à la longueur du côté droit de la pièce pliée. La dimension d de la figure (a) ci-dessous doit être inférieure à la dimension C, sinon la pièce brute ne peut être mise en place. Pour le pliage du produit semi-fini en forme de crochet, puis son pliage, il est recommandé d'utiliser une matrice inférieure avec rainure d'échappement, comme illustré à la figure (b) ci-dessous.
Le choix du moule supérieur doit également être effectué en fonction des exigences de forme et de taille de la pièce. Le rayon de congé de l'extrémité de travail du moule supérieur doit être légèrement inférieur au rayon de courbure de la pièce. On utilise généralement un moule à bras droit. En cas de blocage, il est conseillé de le remplacer par un moule à bras courbé.
Lors de l'utilisation de moules polyvalents pour cintrer des pièces complexes comportant plusieurs angles, le déflecteur doit être ajusté plusieurs fois et les moules supérieur et inférieur doivent être remplacés en fonction du nombre d'angles, du rayon de cintrage et de la forme des pièces. L'ordre de pliage est crucial. Il influence non seulement la structure du moule et le nombre de pièces à cintrer, mais détermine également parfois la faisabilité de la fabrication.
Le principe général est le suivant : lors du pliage, le pliage doit être effectué de l'extérieur vers l'intérieur, c'est-à-dire d'abord l'angle extérieur du pliage, l'angle intérieur du pliage arrière, le pliage précédent doit prendre en compte le positionnement fiable du pliage suivant, et le pliage suivant ne peut pas affecter la forme du pliage précédent.
Des moules de pliage spéciaux sont nécessaires pour plier des pièces en grande série ou de formes spéciales. La matrice de pliage spéciale peut être utilisée en complément de la matrice de pliage standard, ou les pièces peuvent être pliées séparément. L'image ci-dessous illustre la matrice de pliage spéciale utilisée sur la plieuse.
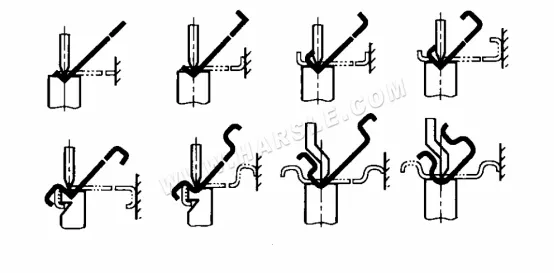
Les figures (a) à (c) suivantes illustrent le processus de pliage d'un tube rond en plusieurs étapes à l'aide d'une matrice de cintrage spéciale. La matrice illustrée à la figure (d) permet de cintrer plusieurs pièces simultanément, avec un rendement de production très élevé. Le moule illustré à la figure (e) est le moule de cintrage spécial utilisé pour le dernier processus. En raison de la petite ouverture de la pièce, le moule de cintrage standard ne permet que le pliage des premières étapes.

Fonctionnement de la cintreuse
Peu importe le type de matrice de pliage Avant d'utiliser la cintreuse, les préparatifs suivants doivent être effectués : tout d'abord, éliminer les obstacles sur la surface de travail et la machine-outil, puis lubrifier la machine ; ensuite, vérifier le bon fonctionnement de toutes les pièces de la machine. En cas de problème, réparer rapidement, en particulier vérifier la flexibilité de la pédale. Si la pédale est connectée à la voiture, ne jamais l'utiliser.
D'une manière générale, la cintreuse peut être utilisée selon le processus suivant.
1. Abaissez le curseur de la cintreuse à la position la plus basse et ajustez le point le plus bas du curseur de sorte que la hauteur fermée du curseur par rapport à la table de travail soit de 20 à 50 mm supérieure à la hauteur totale des matrices de pliage supérieure et inférieure.
2. Soulevez le coulisseau et installez les moules supérieur et inférieur. La procédure générale consiste à placer d'abord le moule inférieur sur la table de travail, puis à abaisser le coulisseau, puis à installer le moule supérieur. Lors de l'installation du moule supérieur, maintenez les deux extrémités parallèles, déplacez le coulisseau d'une extrémité vers la rainure du moule fixe et poussez-le vers l'intérieur. La position médiane du coulisseau équilibre la force de la machine et la fixe solidement à l'aide de vis.
Pour éviter que le moule supérieur ne tombe et n'endommage le moule inférieur ou ne vous blesse les mains lors de l'installation, vous pouvez placer quelques blocs de bois sur le moule inférieur, de préférence quelques bâtons de bois du même diamètre, ce qui peut non seulement empêcher les accidents ci-dessus, mais aussi utiliser des bâtons de bois pour soutenir Lorsque le moule supérieur est poussé vers l'intérieur car il est parallèle, il est économique et sûr.
3. Démarrez le mécanisme de réglage du curseur pour faire entrer le moule supérieur dans la fente du moule inférieur et déplacez le moule inférieur de sorte que la ligne centrale du sommet du moule supérieur soit alignée avec la ligne centrale de la fente du moule inférieur et que le moule inférieur soit fixé.
Actuellement, sur certaines cintreuses, compte tenu de la commodité d'installation et de débogage des moules supérieur et inférieur, le moule inférieur est également conçu comme un tampon de moule inférieur et une fente de moule inférieur, qui sont connectés sous la forme d'une encoche en forme de U, bien que le remplacement ultérieur du moule soit plus pratique, mais la première installation et le premier débogage doivent toujours être effectués conformément aux étapes ci-dessus.
4. Soulevez le curseur et ajustez le mécanisme de butée installé à l'arrière de la table de travail en fonction de la taille de pliage, de sorte que l'ouverture supérieure de la matrice et la ligne de pliage de la tôle coïncident. Si l'équipement est équipé d'un affichage numérique ou d'une commande numérique, il peut être réglé électriquement et sa taille de positionnement peut être affichée directement ou programmée.
Si l'équipement ne dispose pas de réglage électrique, la taille de positionnement de la pièce brute peut être ajustée manuellement pendant le travail. La structure du mécanisme de butée est illustrée dans la figure ci-dessous. Parmi ces éléments : le support 5 est fixé dans la rainure en T sur le côté de l'établi à l'aide d'une poignée de fixation 6 et peut être ajusté vers le haut et vers le bas. Le curseur 2 peut se déplacer d'avant en arrière le long du support 5 pour s'adapter à la position souhaitée. Si le réglage est faible, la plaque de déflecteur 1 peut également être ajustée d'avant en arrière à l'aide de l'écrou de réglage fin 4 et fixée à l'aide de la poignée 3.

Lors du travail, marquez généralement la valeur de la dimension mesurée A, sa valeur est :
A=L+ B/2+C
A : La distance entre le côté de la matrice inférieure et le déflecteur, mm ;
B- Largeur de la fente inférieure de la matrice, mm ;
C1 La distance entre le côté de la matrice inférieure et le bord de la fente de la matrice inférieure, mm ;
L - La distance entre la ligne de pliage et le bord de la pièce, mm.
La valeur A doit être testée puis ajustée en conséquence. La taille de pliage ne peut être déterminée qu'après la première inspection, l'auto-inspection et l'inspection spéciale.
5. Ajustez l'angle de pliage selon vos besoins. Il suffit d'ajuster la profondeur du moule supérieur dans le moule inférieur pour obtenir l'angle de pliage souhaité. Généralement, après plusieurs essais de pliage avec des chutes, le travail de pliage peut être déterminé.
La séquence de flexion
Pour les pièces devant être pliées plusieurs fois, l'ordre de pliage est généralement le suivant : de l'extérieur vers l'intérieur. Il faut donc commencer par plier les coins des deux extrémités, puis ceux de la partie centrale. Le pliage précédent doit tenir compte du positionnement fiable du pliage suivant, et ce dernier n'affecte pas la forme du pliage précédent.
Méthodes de traitement des pièces pliées courantes
La cintreuse universelle est équipée de matrices spéciales pour le pliage, ce qui la rend non seulement rapide à mettre en production, mais aussi très économique. C'est pourquoi elle est largement utilisée en production.
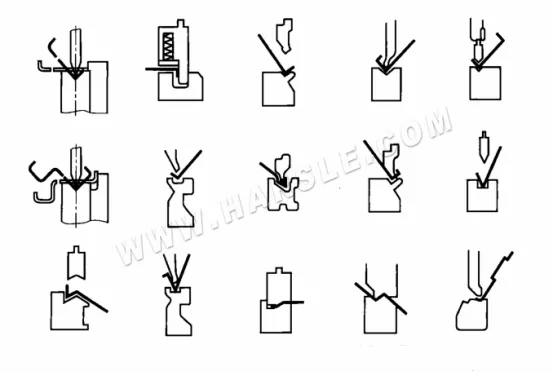
La figure 1 montre une pièce de pliage commune et sa matrice de pliage formée en pliant les bords et les coins.
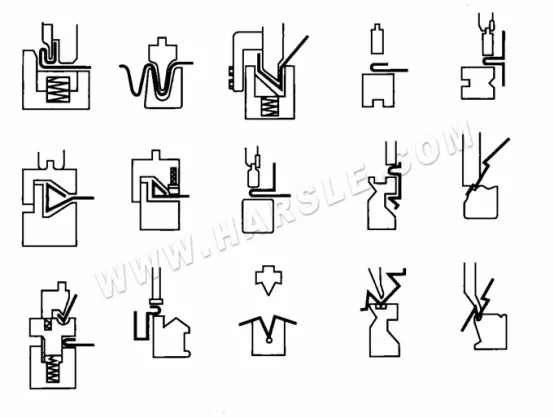
La figure 2 montre une pièce de pliage et de formage courante et sa matrice de pliage.
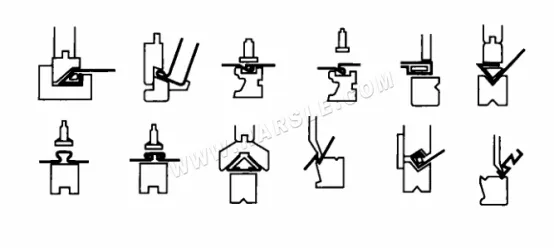
La figure 3 montre une pièce de pliage courante formée par une serrure et sa matrice de pliage.
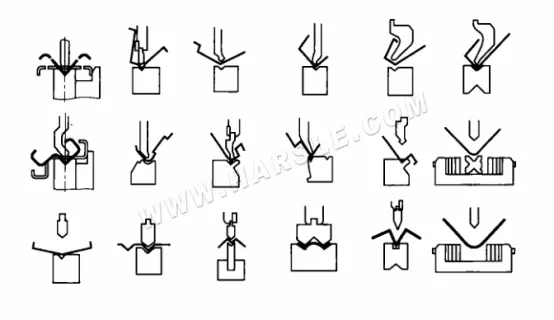
La figure 4 montre une pièce de pliage courante et sa matrice de pliage.
Conclusion
Le pliage de tôle est un procédé polyvalent et essentiel dans les secteurs modernes de la fabrication, de la construction et de la fabrication. En maîtrisant les principes et techniques de pliage de tôle présentés dans ce guide, vous serez en mesure d'aborder une large gamme de projets de pliage avec confiance et précision. Que vous soyez débutant ou professionnel expérimenté, ce guide essentiel est une ressource précieuse pour approfondir vos connaissances en pliage de tôle et obtenir des résultats optimaux pour vos projets.