








3 Tipi di piegatura Conoscenze di base

Mentre mi addentro nel mondo di pressa piegatrices, trovo affascinante esplorare i fondamenti della flessione. Comprendere i tre tipi di piegatura—piegatura in aria, piegatura a tazza e coniatura—ha trasformato il mio approccio alla lavorazione dei metalli. Ogni metodo offre vantaggi unici, consentendo un controllo preciso e flessibilità nella formatura della lamiera. Che tu sia un professionista esperto o alle prime armi, padroneggiare queste tecniche può migliorare significativamente le tue competenze e la tua efficienza. Unisciti a me per scoprire i principi essenziali alla base delle operazioni di piegatura e accrescere insieme la nostra competenza nella piegatura!
Riesci a spiegare facilmente la differenza tra piegatura in aria, piegatura a fondo e coniatura? Se sì, questo articolo non fa per te. Se sei alle prime armi con la lavorazione dei metalli o stai semplicemente cercando un ripasso sui principi fondamentali della piegatura, continua a leggere.
Piegatura in aria, piegatura a fondo e coniatura sono i tre tipi di piegatura più comunemente utilizzati dai produttori di metalli di precisione. Questo articolo illustra le definizioni di base di ciascuna di esse e le differenze tra le tre.
Tipi di piegatura-Coniazione
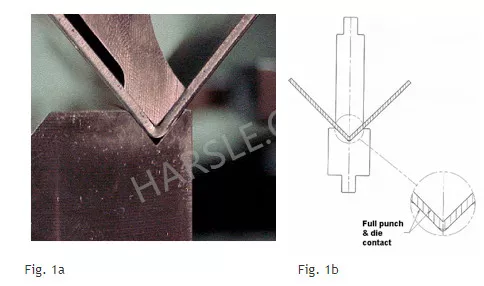
Il termine "coniatura" deriva dalla coniazione delle monete. Per imprimere il profilo Lincoln su un penny, macchine ad altissimo tonnellaggio comprimono un disco di metallo con una forza sufficiente a conformare il metallo all'immagine incisa sulla matrice.
Allo stesso modo, la "coniatura" con una pressa piegatrice (Fig. 1a) comporta l'utilizzo di una potenza sufficiente a conformare la lamiera all'angolo esatto del punzone e della matrice utilizzati. Nella coniatura, la lamiera non viene semplicemente piegata, ma viene effettivamente assottigliata dall'impatto del punzone e della matrice, in quanto viene compressa tra di essi lungo le superfici di piegatura (Fig. 1b).
La teoria alla base della coniatura è che con un tonnellaggio sufficiente, la lamiera si piegherà fino a raggiungere l'angolo preciso dell'utensile, che quindi dovrà corrispondere esattamente all'angolo desiderato.
Tipi di piegatura-Piegatura inferiore
Nella piegatura inferiore o “bottoming” (Fig. 2a), il punzone e la matrice vengono avvicinati in modo che il materiale entri in contatto con la punta del punzone e le pareti laterali dell’apertura a V (Fig. 2b).
Si differenzia dalla coniatura in quanto il punzone e la matrice non sono completamente a contatto con il metallo e non viene utilizzato un tonnellaggio sufficiente per imprimere effettivamente o assottigliare il metallo.
Poiché la piegatura inferiore richiede meno tonnellaggio rispetto alla coniatura, il materiale non si adatta completamente all'angolo di piega dell'utensile. Infatti, con la piegatura inferiore, il metallo subisce il cosiddetto "ritorno elastico", che si verifica quando si rilassa a un angolo più ampio dopo essere stato piegato. Pertanto, con la piegatura inferiore, per ottenere un certo angolo, è necessario utilizzare utensili con un angolo leggermente più acuto per compensare il ritorno elastico che si verificherà naturalmente una volta rilasciata la lamiera. Ad esempio, potrebbe essere necessario che punzone e matrice siano a 88° per ottenere una forma finita a 90°. Materiali e spessori diversi determinano diversi valori di ritorno elastico.

Tipi di piegatura-Piegatura in aria
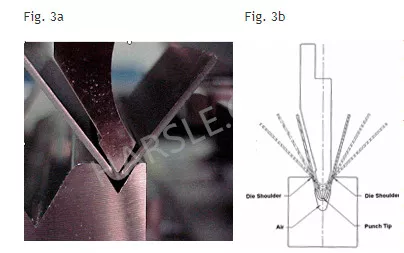
Nella piegatura in aria (vedi Fig. 3a), il contatto tra l'utensile e il metallo è minimo rispetto alla piegatura dal basso. Il materiale tocca l'utensile solo in tre punti specifici: la punta del punzone ed entrambe le spalle della matrice (Fig. 3b). Di conseguenza, l'angolo effettivo dell'utensile ha un'influenza minima sull'angolo di piega finale. L'angolo di piega è invece determinato principalmente dalla profondità di discesa del punzone nella matrice; una maggiore profondità del punzone crea un angolo più acuto. Pertanto, regolando la profondità della corsa, gli operatori possono ottenere più angoli di piega utilizzando un unico set di utensili, limitati solo dagli angoli del punzone e della matrice.
Poiché il tonnellaggio non produce la curvatura nella piegatura in aria, non è necessaria tanta forza quanto nella coniatura. E come per la piegatura dal basso, anche nella piegatura in aria è previsto un certo ritorno elastico, quindi sarà probabilmente necessario piegare con un angolo leggermente più acuto per ottenere la curvatura finale desiderata.
Conclusione
Comprendere le differenze tra coniatura, piegatura dal basso e piegatura in aria è fondamentale per scegliere la tecnica di piegatura più adatta al vostro progetto. Ogni metodo offre vantaggi unici a seconda delle esigenze di precisione, del tipo di materiale, del volume di produzione e del tonnellaggio disponibile. Padroneggiare queste nozioni di base sulla piegatura vi aiuterà a migliorare l'efficienza, ridurre gli sprechi di materiale e ottenere risultati di piegatura di alta qualità in ogni operazione.











