








Y32 vs Y27: differenze tra formatura e imbutitura profonda
In questo articolo esplorerò le principali differenze tra le macchine Y32 e Y27, concentrandomi sulle loro applicazioni specifiche nei processi di formatura e imbutitura profonda. Comprendere queste differenze è fondamentale per scegliere l'attrezzatura giusta per le vostre specifiche esigenze di produzione. Approfondendo le capacità e le caratteristiche di entrambi i modelli, potrete comprendere il funzionamento di ciascuna macchina e i vantaggi che offre. Che stiate valutando un upgrade o desideriate semplicemente saperne di più su queste tecnologie, questa guida vi fornirà informazioni preziose per migliorare il vostro processo decisionale.
Abbattimento delle differenze
La differenza tra la formazione con un Y32 pressa idraulica e imbutitura profonda con un Y27 pressa idraulica risiede nelle tecniche, nelle applicazioni e nei risultati specifici di ciascun processo. Ecco una panoramica delle differenze tra formatura e imbutitura, insieme alle rispettive applicazioni della pressa idraulica:
Formatura con pressa idraulica Y32:
●Tecnica:
La formatura con una pressa idraulica Y32 comporta la rimodellazione di materiali piatti o preformati nelle forme desiderate utilizzando varie tecniche quali piegatura, stiramento, punzonatura e forgiatura.
Il materiale subisce una deformazione plastica ma generalmente mantiene il suo spessore originale durante tutto il processo di formatura.
●Applicazioni:
Le presse idrauliche Y32 vengono utilizzate per un'ampia gamma di applicazioni di formatura in diversi settori, tra cui quello automobilistico, aerospaziale, edile, dei beni di consumo e dei macchinari industriali.
Tra le parti formate più comuni rientrano staffe, pannelli, involucri, tubi e componenti strutturali.
●Risultato:
L'obiettivo principale della formatura con una pressa Y32 è quello di ottenere forme o configurazioni specifiche dei pezzi senza alterare in modo significativo lo spessore del materiale.
Le parti formate possono avere geometrie complesse, ma il loro spessore rimane relativamente costante rispetto alle parti imbutite.
Imbutitura profonda con pressa idraulica Y27:
●Tecnica:
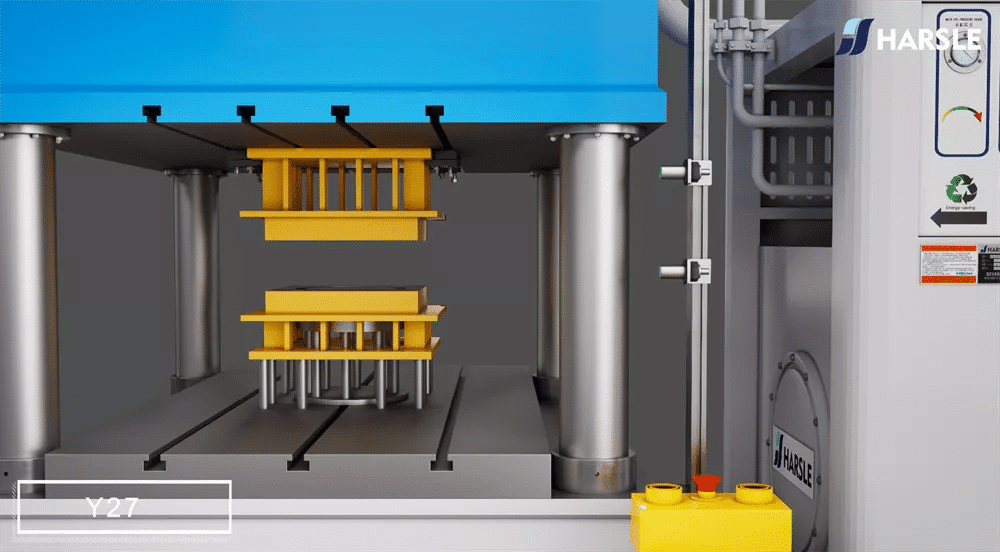
L'imbutitura profonda con una pressa idraulica Y27 è un processo di formatura specializzato utilizzato per creare parti cave tridimensionali da fogli di lamiera piana.
Il materiale grezzo viene inserito in una cavità dello stampo mediante un punzone, con conseguente notevole assottigliamento e allungamento del materiale.
●Applicazioni:
Le presse idrauliche Y27 sono progettate specificamente per applicazioni di imbutitura profonda, comunemente presenti in settori quali l'automotive, gli imballaggi di consumo, gli utensili da cucina, l'elettronica e i dispositivi medici.
Lo stampaggio profondo viene utilizzato per produrre componenti quali lattine, contenitori, pannelli di carrozzeria per automobili, alloggiamenti per elettrodomestici e custodie per dispositivi medici.
●Risultato:
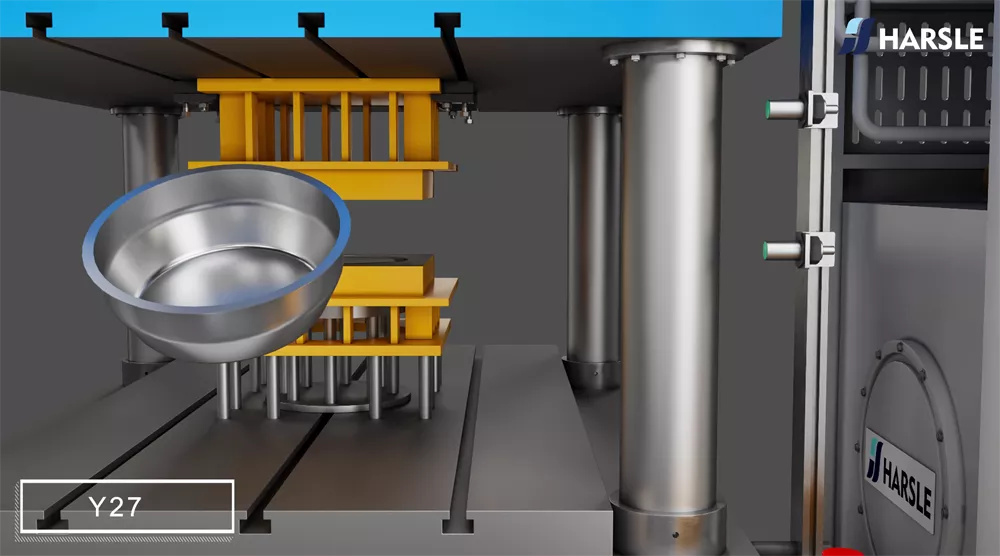
Il risultato principale dell'imbutitura profonda con una pressa Y27 è la creazione di parti cave complesse con una profondità maggiore dello spessore originale del materiale.
Le parti profondamente imbutite presentano in genere un notevole assottigliamento e allungamento del materiale, con transizioni fluide e pieghe minime.
Riepilogo delle differenze:
1. Processo: la formatura con una pressa Y32 comporta la rimodellazione dei materiali nelle forme desiderate senza assottigliamento significativo, mentre l'imbutitura profonda con una pressa Y27 comporta lo stiramento e l'assottigliamento del materiale per creare parti cave e tridimensionali.
2. Applicazioni: le presse idrauliche Y32 vengono utilizzate per un'ampia gamma di applicazioni di formatura, mentre le presse Y27 sono specializzate per applicazioni di imbutitura profonda.
3. Risultati: i pezzi stampati da una pressa Y32 mantengono uno spessore relativamente costante, mentre i pezzi stampati da una pressa Y27 presentano un assottigliamento e un allungamento significativi.
Processo di lavoro dettagliato
Formatura con pressa idraulica Y32:

Preparazione del materiale:La formatura con una pressa idraulica Y32 inizia con la preparazione del materiale da formare, che può comprendere fogli piatti o pezzi grezzi preformati di metallo.
Configurazione degli utensili:Gli utensili, tra cui matrici (femmina) e punzoni (maschio), vengono selezionati e installati sul piano della pressa in base alla forma e alle dimensioni desiderate del pezzo stampato.

Materiale di carico:Il materiale viene posizionato sulla superficie dello stampo, garantendone il corretto allineamento e posizionamento per il processo di formatura.

Serraggio e tenuta:La pressa fissa saldamente il materiale in posizione per impedirne il movimento durante la formatura, garantendo così una sagomatura precisa del pezzo.

Operazione di formatura:La pressa idraulica applica una forza controllata al punzone, che poi deforma il materiale nella forma della cavità dello stampo.


A seconda dei requisiti del pezzo, è possibile impiegare diverse tecniche di formatura, come piegatura, stiramento, punzonatura o forgiatura.
Operazioni multiple:Per le parti complesse, è possibile eseguire più operazioni di formatura in sequenza, con regolazioni degli utensili e delle impostazioni della pressa tra ogni operazione.
Espulsione e finitura:Una volta completato il processo di formatura, il pezzo formato viene espulso dalla cavità dello stampo. Il materiale in eccesso viene rifilato e, se necessario, possono essere eseguite operazioni di finitura come sbavatura o trattamento superficiale.


Imbutitura profonda con pressa idraulica Y27:

Preparazione del materiale:L'imbutitura profonda con una pressa idraulica Y27 inizia con la preparazione del materiale, in genere lamiere piatte di spessore adeguato alla parte desiderata.
Impostazione dello stampo:Viene selezionato uno stampo specializzato per imbutitura profonda e installato sul letto della pressa, con una cavità dello stampo sagomata per adattarsi alla geometria del pezzo finale.
Caricamento del materiale:Il materiale grezzo viene posizionato sulla superficie dello stampo e allineato all'interno della cavità dello stampo, garantendo il corretto posizionamento per il processo di trafilatura.
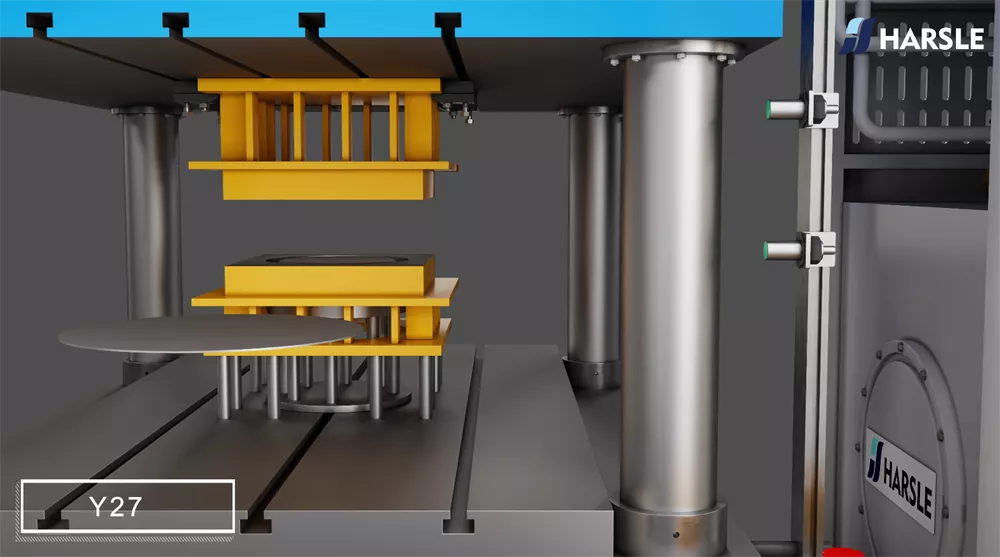
Serraggio e tenuta:La pressa fissa saldamente il materiale grezzo lungo i bordi, tenendolo fermo per evitare che si muova durante l'estrazione.
Operazione di disegno:La pressa idraulica applica una forza controllata al punzone, che trascina il materiale grezzo nella cavità dello stampo.

Durante la trafilatura, il materiale subisce un notevole assottigliamento e allungamento, adattandosi alla forma della cavità dello stampo per creare il pezzo finale.
Controllo della formazione:I cuscini di trafilatura e i cuscini di matrice, se presenti, forniscono ulteriore supporto e controllo durante il processo di trafilatura, riducendo al minimo le pieghe e garantendo la precisione dei pezzi.


Ridisegno e finitura:Per parti con geometrie complesse o tolleranze strette, è possibile eseguire più operazioni di trafilatura in modo iterativo per ottenere la forma e le dimensioni desiderate. Una volta completata la trafilatura, la parte formata viene espulsa dalla cavità dello stampo, rifilata del materiale in eccesso e rifinita secondo necessità.

In sintesi, sebbene sia la formatura con una pressa idraulica Y32 sia l'imbutitura profonda con una pressa idraulica Y27 siano processi di lavorazione dei metalli che coinvolgono presse idrauliche, differiscono per tecniche, applicazioni e risultati, soddisfacendo diverse esigenze di produzione e requisiti del prodotto.

Russia-Customer-Feedback-5.jpg)
Russia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)







