








7 principali soluzioni ai problemi di flessione

Nella mia esperienza con la fabbricazione dei metalli, ho incontrato vari problemi di flessione che possono ostacolare la produttività e la qualità. Nel corso degli anni, ho identificato sette soluzioni principali per piegatura problemi che possono contribuire a ottimizzare il processo e migliorare i risultati. Comprendere queste soluzioni mi ha permesso di risolvere efficacemente i problemi e migliorare le prestazioni delle operazioni di piegatura. In questo articolo, condividerò queste sette principali soluzioni ai problemi di piegatura, fornendo spunti che possono aiutare sia i principianti che i professionisti esperti a superare le sfide e ottenere piegature precise nei loro progetti.
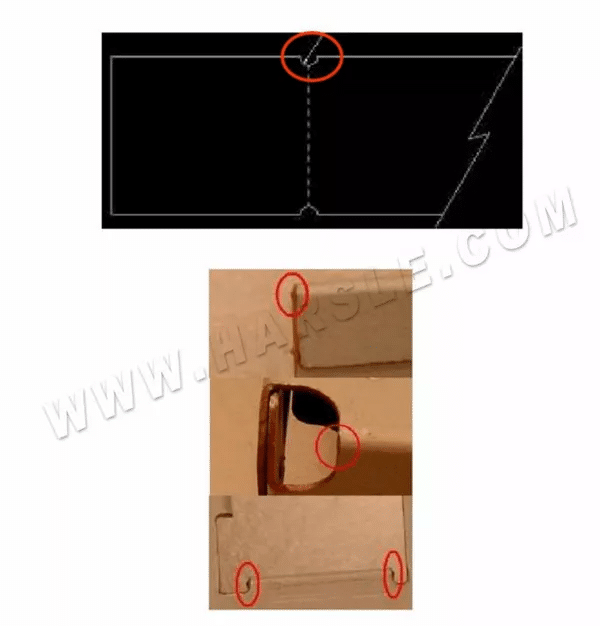
1. Su entrambi i lati dell'angolo della lamiera dopo piegatura, il materiale metallico sporgerà a causa dell'estrusione. La larghezza è maggiore della dimensione originale e la dimensione della sporgenza è correlata allo spessore del materiale utilizzato. Più spesso è il materiale, maggiore è il punto di sporgenza. Per evitare questo fenomeno, è possibile tracciare in anticipo un semicerchio su entrambi i lati della linea di piegatura. Il diametro del semicerchio è preferibilmente superiore a 1,5 volte lo spessore del materiale. Quando il materiale del bordo è progettato per essere ripiegato, viene utilizzato lo stesso metodo.
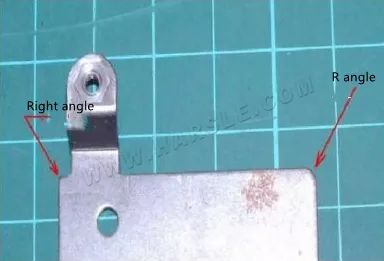
2. Quando la lamiera viene piegata, l'angolo R interno è preferibilmente maggiore o uguale a metà dello spessore del materiale. Se non si esegue l'angolo R, dopo diverse punzonature, l'angolo retto scomparirà gradualmente e l'angolo R si formerà naturalmente. Successivamente, la lunghezza dell'angolo R su uno o entrambi i lati dell'angolo R sarà leggermente maggiore.

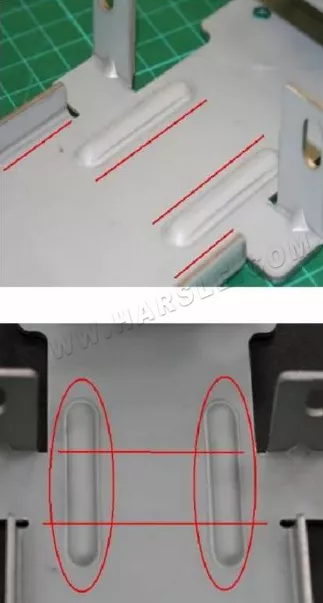
3. La lamiera si deforma facilmente sotto sforzo dopo la piegatura. Per evitare la deformazione, è possibile aggiungere un numero adeguato di nervature di rinforzo con un angolo di 45 gradi nel punto di piegatura, aumentandone la resistenza in base al principio di non interferire con altre parti.

4. In genere, le parti in lamiera non sono facili da mantenere rettilinee quando sono lunghe e strette, e sono più soggette a deformarsi dopo essere state sottoposte a sollecitazioni. Pertanto, pieghiamo un bordo a forma di L o due bordi a forma rotonda per mantenerne la resistenza e la rettilineità, ma spesso le forme a L e rotonde non possono essere collegate dall'inizio alla fine. Cosa dovremmo fare quando vengono interrotte a causa di alcuni fattori? La giusta quantità di nervature per aumentarne la resistenza.
5. È preferibile praticare un foro stretto nel punto di transizione tra la superficie piana e quella di piegatura, oppure retrarre il bordo dell'apertura dopo la piegatura. In caso contrario, si formeranno delle sbavature. La larghezza del foro stretto è preferibilmente maggiore di 1,5 volte lo spessore della carne. Durante la trafilatura, non dimenticare o essere pigro senza segnare l'angolo R. Gli stampi maschio e femmina degli stampi ad angolo retto o acuto sono facili da rompere. In futuro, la sospensione e la macinazione costituiranno ulteriori perdite.

6. Se non vi sono requisiti particolari per l'angolo della lamiera che deve essere a 90 gradi, assicurarsi di trattarlo come un angolo R appropriato. Poiché l'angolo retto sul bordo della lamiera può facilmente causare punte taglienti e tagliare il bastone. Nel caso dello stampo femmina, la punta ad angolo retto è soggetta a crepe dovute alla concentrazione di stress. Lo stampo maschio è facile da rompere in punta, quindi lo stampo deve essere riparato e la produzione in serie viene ritardata. Anche se non si rompe, formerà un angolo R a causa dell'usura nel tempo, che causerà la produzione di bave e prodotti difettosi.
7. Orlo
Può essere suddiviso in sconto unilaterale e sconto bilaterale. Se è richiesta precisione, è preferibile utilizzare lo sconto bilaterale, che offre una maggiore accuratezza.
L'altezza del bordo piegato dovrebbe essere preferibilmente maggiore di 3 mm. (T: 1,0~1,2 mm). Altrimenti, la dimensione sarà instabile a causa di una dimensione di serraggio troppo piccola.

● l Quando si piega il bordo, le parti sulla parete laterale o le sporgenze interne non devono essere troppo vicine alla superficie inferiore, preferibilmente più di 10 mm, altrimenti gli angoli sotto le sporgenze saranno più grandi degli angoli R sui lati sinistro e destro senza una matrice maschio. L'angolo R non è continuo, il che influirà sull'aspetto. La soluzione può essere quella di praticare una rientranza di una lunghezza appropriata sulla linea di piega prima della piegatura, il che ne migliorerà l'aspetto.

● l Quando si piega il bordo, l'apertura sulla parete laterale non deve essere troppo vicina alla superficie inferiore, preferibilmente più di 3 mm, altrimenti l'apertura verrà deformata a causa della piegatura. La soluzione può essere quella di praticare un foro lungo con una lunghezza pari all'apertura e 1,5 volte lo spessore del materiale sulla linea di piegatura prima di piegare. La sua funzione può tagliare il coinvolgimento senza compromettere l'aspetto dell'apertura.

I problemi di flessione pongono sfide significative in vari settori, influenzando le prestazioni e la longevità di strutture e componenti. Implementando l' 7 principali soluzioni ai problemi di flessioneGrazie a un'attenta selezione dei materiali, all'ottimizzazione del progetto, a tecniche di rinforzo, a sistemi di supporto adeguati, a processi di produzione avanzati, a una manutenzione regolare e all'utilizzo dell'analisi agli elementi finiti, ingegneri e progettisti possono mitigare efficacemente questi problemi. L'adozione di queste strategie non solo garantisce l'integrità strutturale, ma migliora anche l'efficienza e la sicurezza complessive, aprendo la strada ad applicazioni più resilienti e affidabili.











