








Stampo di piegatura comune per macchina piegatrice

In qualità di professionista esperto nel settore della lavorazione dei metalli, ho lavorato a lungo con vari utensili e attrezzature, tra cui le piegatrici. Un aspetto cruciale per ottenere piegature precise è la scelta dell'attrezzatura giusta, in particolare quella comune. stampi di piegatura per macchine piegatrici. In questo articolo, condividerò approfondimenti sui diversi tipi di stampi di piegatura, le loro applicazioni e come ogni stampo possa migliorare l'efficienza e la precisione dei processi di piegatura. Conoscendo questi stampi comuni, potrete prendere decisioni consapevoli che porteranno a risultati migliori nei vostri progetti di fabbricazione. Immergiamoci nel mondo degli stampi di piegatura!
1. Stampo di piegatura comune
Comunemente usato stampi di piegatura, come mostrato di seguito. Per prolungare la durata dello stampo, i pezzi sono progettati con angoli il più possibile arrotondati.

Anche un'altezza della flangia troppo piccola, ovvero l'uso di una matrice di piegatura, è svantaggiosa per la formatura e generalmente l'altezza della flangia L ≥ 3t (incluso lo spessore della parete).
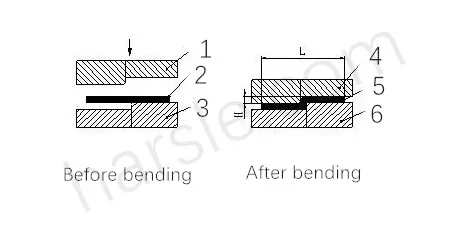
Metodo di elaborazione graduale.
Alcuni gradini a Z in lamiera a basso profilo vengono piegati e i produttori di lavorazione spesso utilizzano stampi semplici per la lavorazione su punzonatrici o presse idrauliche. I lotti possono essere lavorati sulla piegatrice tramite lo stampo differenziale, come mostrato nella figura seguente. Tuttavia, l'altezza H non dovrebbe essere troppo elevata, generalmente dovrebbe essere compresa tra (0 e 1,0) t; se l'altezza è compresa tra (1,0 e 4,0) t, la forma dello stampo della struttura di carico e scarico deve essere considerata in base alla situazione effettiva.
L'altezza del gradino di stampaggio può essere regolata aggiungendo un distanziatore. Pertanto, l'altezza H viene regolata in modo arbitrario. Tuttavia, vi è anche lo svantaggio che la lunghezza L e la verticalità del lato verticale non sono facilmente garantite. Se l'altezza H è elevata, si consiglia di piegare il pezzo con la piegatrice.
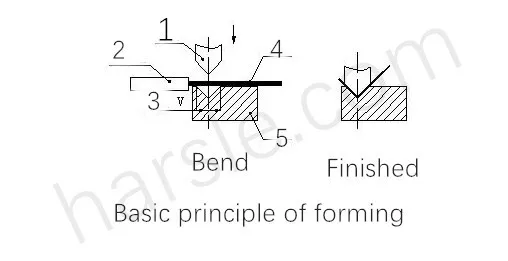
Le piegatrici si dividono in due tipologie: piegatrici ordinarie e piegatrici CNC. A causa degli elevati requisiti di precisione e della forma irregolare della piega, la piegatura della lamiera per le apparecchiature di comunicazione viene generalmente eseguita da una piegatrice a controllo numerico. Il principio di base consiste nell'utilizzare la lama di piegatura (stampo superiore) e la scanalatura a V della piegatrice. La matrice (o stampo) piega e forma le parti in lamiera.
Vantaggi: serraggio comodo, posizionamento preciso e velocità di elaborazione elevata;
Svantaggi: La pressione è bassa, è possibile realizzare solo forme semplici e l'efficienza è bassa.
Il principio di base della formazione
Il principio di base della formazione è illustrato nella figura sottostante:
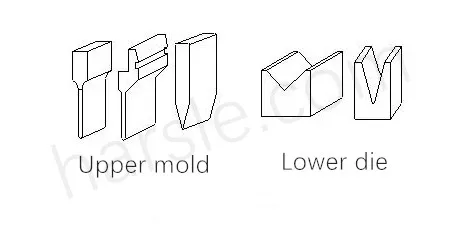
Coltello piegatore (matrice superiore)
La forma dei coltelli di piegatura è quella mostrata nella figura sottostante. La lavorazione si basa principalmente sulla forma del pezzo. La forma dei coltelli di piegatura dei produttori di lavorazione generale è ampia, soprattutto per i produttori con un alto grado di specializzazione, al fine di elaborare varie piegature complesse. , coltelli di piegatura su misura con numerose forme e specifiche.
Lo stampo inferiore è generalmente modellato con V = 6t (t è lo spessore del materiale).
Sono molti i fattori che influenzano il processo di piegatura, tra cui il raggio dell'arco della matrice superiore, il materiale, lo spessore del materiale, la resistenza della matrice inferiore e le dimensioni della matrice stessa. Per soddisfare le esigenze dei prodotti, il produttore ha già serializzato la matrice di piegatura, al fine di garantire la sicurezza della macchina piegatrice. Durante il processo di progettazione strutturale, è necessario avere una conoscenza generale della matrice di piegatura esistente. Vedere la parte superiore a sinistra e la parte inferiore a destra.
Il principio di base della sequenza del processo di piegatura:
(1) piegatura dall'interno verso l'esterno;
(2) piegatura dal piccolo al grande;
(3) prima piegare la forma speciale e poi piegare la forma generale;
(4) Dopo che il processo precedente si è formato, non influenza né interferisce con il processo successivo.
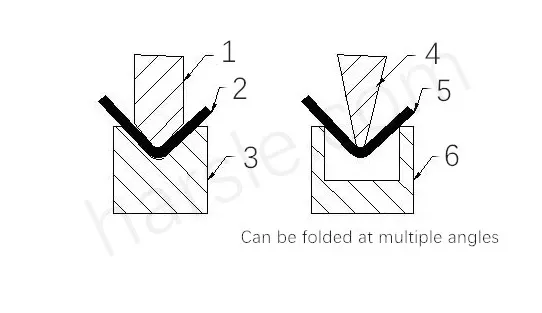
La forma attuale di piegatura è generalmente quella mostrata di seguito:
2. Raggio di curvatura
Quando la lamiera viene piegata, è necessario un raggio di curvatura in corrispondenza della piega, che non deve essere né troppo grande né troppo piccolo e deve essere selezionato in modo appropriato. Se il raggio di curvatura è troppo piccolo, la piegatura si crepa e il raggio di curvatura è troppo grande, rendendo la piegatura facilmente retraibile.
Per le normali piastre in acciaio a basso tenore di carbonio, piastre in alluminio antiruggine, piastre in ottone, piastre in rame, ecc., il raccordo 0,2 non è un problema, ma per alcuni acciai ad alto tenore di carbonio, alluminio duro, alluminio super duro, questo raccordo di piegatura può causare la rottura della piegatura o la rottura del bordo smussato.
3. Piegarsi all'indietro
Angolo di rimbalzo Δα=ba
Dove b è l'angolo effettivo del pezzo in lavorazione dopo il rimbalzo;
A—l'angolo dello stampo.
angolo di rimbalzo
Fattori che influenzano la ripresa e misure per ridurla.
(1) Proprietà meccaniche del materiale L'angolo di rimbalzo è proporzionale al limite di snervamento del materiale e inversamente proporzionale al modulo elastico E. Per le parti in lamiera con requisiti di elevata precisione, per ridurre il rimbalzo, il materiale dovrebbe essere il più possibile acciaio a basso tenore di carbonio, non acciaio ad alto tenore di carbonio e acciaio inossidabile.
(2) Maggiore è il raggio di curvatura relativo r/t, minore è il grado di deformazione e maggiore è l'angolo di rimbalzo Δα. Questo è un concetto più importante. Gli angoli arrotondati delle pieghe della lamiera dovrebbero essere scelti il più piccoli possibile, il che è positivo per la precisione. In particolare, si dovrebbe evitare il più possibile di progettare archi di grandi dimensioni. Come mostrato nella figura seguente, archi così grandi presentano grandi difficoltà in produzione e nel controllo qualità:
Espandi il principio di calcolo:
1. Durante il processo di piegatura, lo strato esterno è sottoposto a sollecitazione di trazione e quello interno a sollecitazione di compressione. Uno strato di transizione tra tensione e pressione non è né neutro né sotto pressione. Lo strato neutro è in fase di piegatura. La lunghezza è la stessa di prima della piegatura, quindi lo strato neutro è il punto di riferimento per il calcolo della lunghezza della parte curva.
2. La posizione dello strato neutro è correlata al grado di deformazione. Quando il raggio di curvatura è ampio e l'angolo di curvatura è piccolo, il grado di deformazione è piccolo e lo strato neutro si trova vicino al centro dello spessore della lamiera. Quando il raggio di curvatura si riduce, l'angolo di curvatura aumenta. Quando è ampio, il grado di deformazione aumenta e lo strato neutro si sposta gradualmente verso il lato interno del centro di curvatura. La distanza tra lo strato neutro e l'interno della lamiera è indicata da λ.
D'altro canto, con l'avvento e la diffusione della tecnologia informatica, per sfruttare al meglio la potente capacità di analisi e di calcolo dei computer, le persone utilizzano sempre più la progettazione assistita da computer, ma quando i programmi per computer simulano la piegatura della lamiera o un metodo di calcolo è necessario espandersi per simulare accuratamente il processo.
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)


