








I 4 pilastri dei limiti di tonnellaggio delle presse piegatrici
Come professionista nel settore della lavorazione dei metalli, ho capito l'importanza dei 4 pilastri della tonnellaggio della pressa piegatrice limiti. Questi pilastri sono essenziali per garantire operazioni di piegatura sicure ed efficienti, massimizzando al contempo le capacità della vostra pressa piegatrice. In questo articolo, condividerò con voi approfondimenti su questi quattro fattori critici che influenzano i limiti di tonnellaggio, tra cui tipo di materiale, spessore, raggio di piegatura e progettazione dello stampo. Comprendendo questi concetti, potete migliorare i vostri processi di piegatura, ridurre gli sprechi di materiale e ottenere risultati ottimali nei vostri progetti di fabbricazione. Esploriamo insieme questi pilastri!
Segui questi quattro passaggi e non avrai mai più a che fare con una pressa piegatrice danneggiata
D: Ho letto molte discussioni sui tonnellaggi di formatura, ma non mi è ancora chiaro. Ho sentito parlare di numerose variabili: carico utensile, tonnellaggio per piede, tonnellaggio per pollice, limiti di interasse, persino tonnellaggio di "affondamento". Quale è quello giusto per me? Dovrei usare più di uno di questi valori?
R: Come molti aspetti del commercio della lamiera, i termini possono essere confusi, il modo in cui vengono applicati può essere confuso e, cosa peggiore, non capire come viene calcolato e applicato il tonnellaggio può portare a conseguenze disastrose. Io e molti altri abbiamo scritto articoli che trattano il tonnellaggio e i suoi molteplici aspetti. Ma non ne ho trovato uno che li metta insieme tutti, il che alla fine avrebbe risposto alla tua domanda. Ecco quindi tutte queste variabili, in ordine di progressione, tutte insieme.
Si noti, tuttavia, che alcune formule qui menzionate richiedono conoscenze specifiche sui materiali utilizzati nella produzione della pressa piegatrice e degli utensili, quindi non si dovrebbero considerare i valori calcolati come valori assoluti. Piuttosto, si consiglia di utilizzarli come linee guida ragionevoli. Per essere certi di utilizzare la propria attrezzatura in sicurezza entro i limiti di tonnellaggio, consultare il produttore della pressa piegatrice e degli utensili.
1. Calcolare i limiti di tonnellaggio della pressa piegatrice richiesti dal lavoro
Mi piace chiamarlo "Cosa ci vorrà per fare quello che ho intenzione di fare?". I calcoli del tonnellaggio per la piegatura delle presse piegatrici sono relativamente semplici. Il trucco sta nel sapere dove, quando e come applicarli. Iniziamo con il calcolo del tonnellaggio, che si basa sul punto in cui lo snervamento si verifica nel materiale e inizia la piegatura vera e propria. La formula si basa sull'acciaio laminato a freddo AISI 1035 con resistenza alla trazione di 60.000 PSI. Questo è il nostro materiale di base. La formula di base è la seguente:
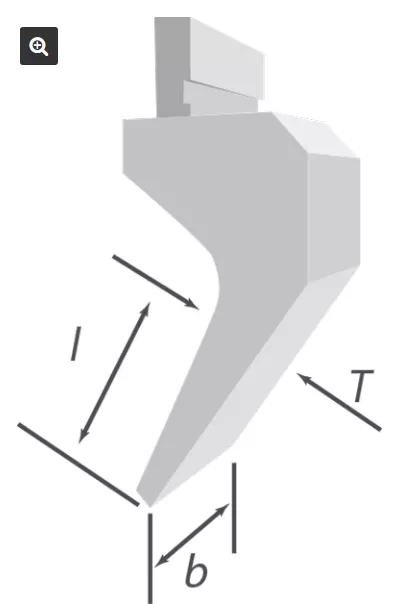
Per calcolare i limiti di carico dell'utensile per utensili americani rettificati in piano, senza informazioni sulla classificazione dell'utensile dalla fabbrica, è necessario conoscere la distanza tra la punta dell'utensile e il punto tangente tra il collo e il raggio interno (l), la larghezza del collo nello stesso punto (T) e la lunghezza dell'utensile (b).
carico per piegatura in aria AISI 1035 =
{[575 × (Spessore del materiale2)] /
Larghezza di apertura dello stampo /12} x Lunghezza della piega
Il valore 575 è una costante; la larghezza dell'apertura dello stampo, lo spessore del materiale e la lunghezza della piega sono espressi in pollici. Rispettando l'ordine matematico delle operazioni, si eleva prima al quadrato il valore dello spessore del materiale, quindi si moltiplica tale valore per 575. Quindi si divide tale valore per la larghezza dello stampo in pollici e infine si divide nuovamente per 12 (pollici). Ora si conosce il tonnellaggio per pollice necessario per formare il pezzo. Successivamente, si moltiplica per la lunghezza della piega, ovvero il numero di pollici di interfaccia tra l'utensile e il materiale.
Questo presuppone che si stia piegando in aria il materiale di base, acciaio laminato a freddo AISI 1035 con resistenza alla trazione di 60.000 PSI. Per altri tipi di materiale, è necessario includere un fattore materiale nella formula. Per determinare il fattore materiale, dividere il valore di resistenza alla trazione del materiale per 60.000 PSI, la resistenza alla trazione del materiale di base. Se l'acciaio inossidabile 304 che si sta piegando ha una resistenza alla trazione di 84.000 PSI, dividere questo valore per 60.000 per ottenere un fattore materiale di 1,4. Altri fattori materiale comuni sono:
●Alluminio T-6: 1,0 – 1,2
●AISI 1053: 1.0
●Alluminio serie H: 0,5
●Laminati a caldo decapati e oliati: 1.0
Questo è solo un breve elenco. Ancora una volta, per ottenere il fattore materiale, confronta il valore di trazione del materiale che vuoi formare con il valore di trazione di 60.000 del materiale di base. Se il valore di trazione del nuovo materiale è 120.000, il fattore materiale è 2.
L'area di contatto dell'utensile, ovvero il punto in cui punzone e matrice entrano in contatto, si calcola misurando la larghezza della spalla e moltiplicandola per 2. Quindi si moltiplica questo numero per 12.
Tutto questo presuppone che si stia eseguendo la piegatura in aria. Si noti che nella piegatura in aria, i tonnellaggi possono essere ridotti o aumentati restringendo o allargando la larghezza dell'apertura dello stampo. Si ricordi inoltre che, nella piegatura in aria, la larghezza dell'apertura dello stampo influisce direttamente sul raggio di piegatura interno. Ciò significa che è necessario calcolare la detrazione di piegatura in base al raggio interno flottante creato nella larghezza dello stampo selezionata.
Tuttavia, se si piega con un altro metodo di formatura, il tonnellaggio richiesto cambierà e sarà necessario includere un fattore di metodo nella formula. Se si piega dal basso, potrebbe essere necessario un tonnellaggio cinque volte superiore, mentre per la coniatura può essere dieci volte superiore o anche di più. (Nota: la piega dal basso consiste nella formatura a una profondità entro il 20% dello spessore del materiale, mentre la coniatura si verifica quando la formatura viene eseguita a una profondità inferiore allo spessore del materiale.)
Un'altra variabile poco discussa è il fattore utensili a piega multipla quando si utilizzano utensili speciali che formano più pieghe contemporaneamente, come utensili offset, utensili a cappello e operazioni di orlatura. Ad esempio, l'utilizzo di utensili per piegatura offset o utensili a cappello può quintuplicare il tonnellaggio necessario; un utensile per orlatura può quadruplicare il tonnellaggio necessario; e se si utilizza un utensile offset su materiali spessi, il tonnellaggio richiesto può aumentare di un fattore 10.
Per riassumere e rivedere, ecco la formula completa per calcolare il tonnellaggio di formatura richiesto da un lavoro, tenendo conto del materiale, del metodo di formatura, della lunghezza della piega e dei fattori relativi agli utensili per piegature multiple. Spessore del materiale, larghezza dell'apertura dello stampo e lunghezza della piega sono tutti espressi in pollici.
Formazione del tonnellaggio = {[575 x (Spessore del materiale al quadrato)] /Larghezza dell'apertura dello stampo/12} × Lunghezza della piega × Fattore del materiale × Fattore del metodo × Fattore dell'attrezzatura a piega multipla
Fattore materiale = Resistenza alla trazione del materiale in PSI/60.000
Fattore metodo = 5,0+ per la flessione inferiore;
10.0+ per la coniatura; 1.0 per la piegatura in aria
Fattore di utensili a piega multipla = 5,0 per piegatura offset;
10 per piegatura offset in materiale spesso;
5.0 per piegatura con utensile a cappello;
4.0 per piegatura con utensile orlatore;
1.0 per utensili convenzionali
La piegatura in aria di AISI 1035 a 60.000 psi con utensili convenzionali darebbe un valore di 1,0 per tutti i fattori (fattore materiale, fattore metodo e fattore utensili a piega multipla), quindi non influiranno sui requisiti di tonnellaggio. Ma se si piega un altro materiale con un valore di trazione diverso, utilizzando un metodo di piegatura diverso e forse anche utensili speciali, i requisiti di tonnellaggio saranno notevolmente diversi.
2. Identificare i limiti di carico degli utensili
Se sei fortunato, stai utilizzando utensili per presse piegatrici rettificati di precisione, che vengono forniti con le specifiche di fabbrica. Stampato sull'utensile o sul catalogo, troverai il tonnellaggio nominale per quello specifico utensile.
Se si utilizzano utensili piallati di tipo americano, queste informazioni non vengono fornite. Non lo sono mai state e probabilmente non lo saranno mai. Per prevedere la massima resistenza dell'utensile o la resistenza alla pressione, i calcoli devono essere piuttosto complessi. Le formule utilizzano il tipo di materiale dell'utensile, i trattamenti termici e la durezza, nonché un coefficiente di snervamento: anche in questo caso, tutti dati piuttosto complessi, quindi eviteremo questo aspetto e spiegheremo invece come ottenere una stima rapida della capacità di un punzone di sopportare il carico.
Per eseguire questi calcoli, è necessario conoscere la distanza tra la punta dell'utensile e il punto di tangenza tra il collo e il raggio interno (l), la larghezza del collo in quello stesso punto (T) e la lunghezza dell'utensile (b), come mostrato in Figura 1. Si noti che i valori di l, T e b sono in millimetri. Sarà inoltre necessario incorporare un coefficiente di sicurezza (δ) di 19,98. (Per curiosità, questo coefficiente si ottiene moltiplicando 60 kg/mm2 per il 33%). Z e P1 nelle formule seguenti sono fattori di calcolo utilizzati per raggiungere il limite di carico di un utensile.
P = Resistenza del punzone alla pressione, in tonnellate per metro quadrato
l = Distanza dalla punta dell'utensile al punto tangente
tra il collo e il raggio interno dell'utensile, in millimetri
T = Larghezza del collo dell'utensile nel punto tangente, in millimetri
δ = 19,98
b = Lunghezza dell'utensile in millimetri
Formule:
Z = (b × T2)/6
P1 = (δ × Z) / l
P = √ (2 × P1)
Tonnellate per pollice = P/39,37
Tonnellate per piede = Tonnellate per pollice × 12
Supponendo di lavorare al centro della pressa piegatrice, si verificherà una flessione, ovvero la deflessione del bancale e del montante. Il limite di progetto medio per la flessione del bancale e del montante è di 0,0015 pollici per piede tra i telai laterali.
Se l è 38,1 mm, T è 15,87 mm e b è 1.000 mm, i calcoli devono essere eseguiti come segue:
Z = (b × T2)/6
Z = (1.000 × 15,872)/6 = 41.976
P11 = (δ × Z) / l
P1 = 19,98 × 41.976 / 38,1 = 22.012
P = √ (2 × P1)
P = √(2 × 22.012) = 209 tonnellate per metro
Tonnellate per pollice = P/39,37
Tonnellate per pollice = 209/39,37= 5,308
Tonnellate per piede = Tonnellate per pollice × 12
Tonnellate per piede = 5,308 × 12 = 63,696 tonnellate per piede
Il carico totale di sicurezza per l'attrezzo descritto in questo esempio è di 63,696 tonnellate per piede. Si noti che questo calcolo si basa sul limite inferiore, considerando la sicurezza come la preoccupazione principale. In ogni caso, si tenga presente che questa è solo una stima del carico di tonnellaggio.
Si noti inoltre che gli utensili piallati americani sono relativamente morbidi, con una durezza compresa tra 30 e 40 Rockwell C, mentre i nuovi utensili rettificati di precisione hanno una durezza di circa 70 HRC. Se si supera il limite di carico di un utensile piallato, questo si piegherà, farà un botto e un pezzo cadrà a terra; se si sovraccarica un utensile rettificato di precisione, lancerà schegge.
3. Calcolare il limite di tonnellaggio di affondamento
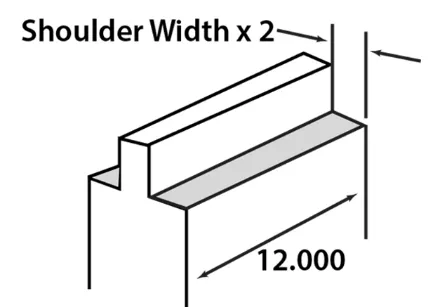
Il limite di tonnellaggio di affondamento si riferisce a quanto necessario per incorporare fisicamente l'utensile nel basamento o nella traversa della pressa piegatrice. Questo valore considera il "flusso di potenza" attraverso l'utensile e il tonnellaggio massimo per piede o pollice di carico. Per iniziare, dobbiamo conoscere il numero di pollici quadrati di interfaccia tra l'utensile (sia il punzone che la matrice). Questa è l'area di contatto, come mostrato in Figura 2.
Per calcolare l'area di contatto, misura la larghezza della spalla sia sul punzone che sulla matrice. Poiché ogni utensile ha due spalle, raddoppia la misura della spalla. Infine, per ottenere l'area totale in pollici quadrati, moltiplica questo risultato per 12. Per il tonnellaggio totale, moltiplica questo risultato per 15, un numero che rappresenta le tonnellate per piede quadrato che il materiale del punzone può sopportare prima che inizi la deformazione. Quindi moltiplica questo risultato per un fattore di sicurezza di 0,80, riducendo il limite di tonnellaggio del 20%. Riassumendo:
Superficie = (Larghezza spalle × 2) × 12
Tonnellate totali = Superficie terrestre × 15
Limite di tonnellaggio in affondamento = Tonnellate totali × 0,80
Per fare un esempio, se i tuoi utensili hanno una larghezza della spalla di 0,350 pollici:
Superficie terrestre = (0,350 × 2) × 12
Superficie del terreno = 8,4 pollici quadrati di interfaccia
Tonnellate totali = 8,4 × 15 = 126
Limite di tonnellaggio in affondamento = fattore di sicurezza 126 × 0,80
Limite di tonnellaggio in affondamento = 100,8 tonnellate per piede.
Il tonnellaggio è troppo elevato? Valuta l'utilizzo di spalle più grandi! Una superficie di appoggio più ampia sui tuoi attrezzi può sopportare una pressione maggiore.
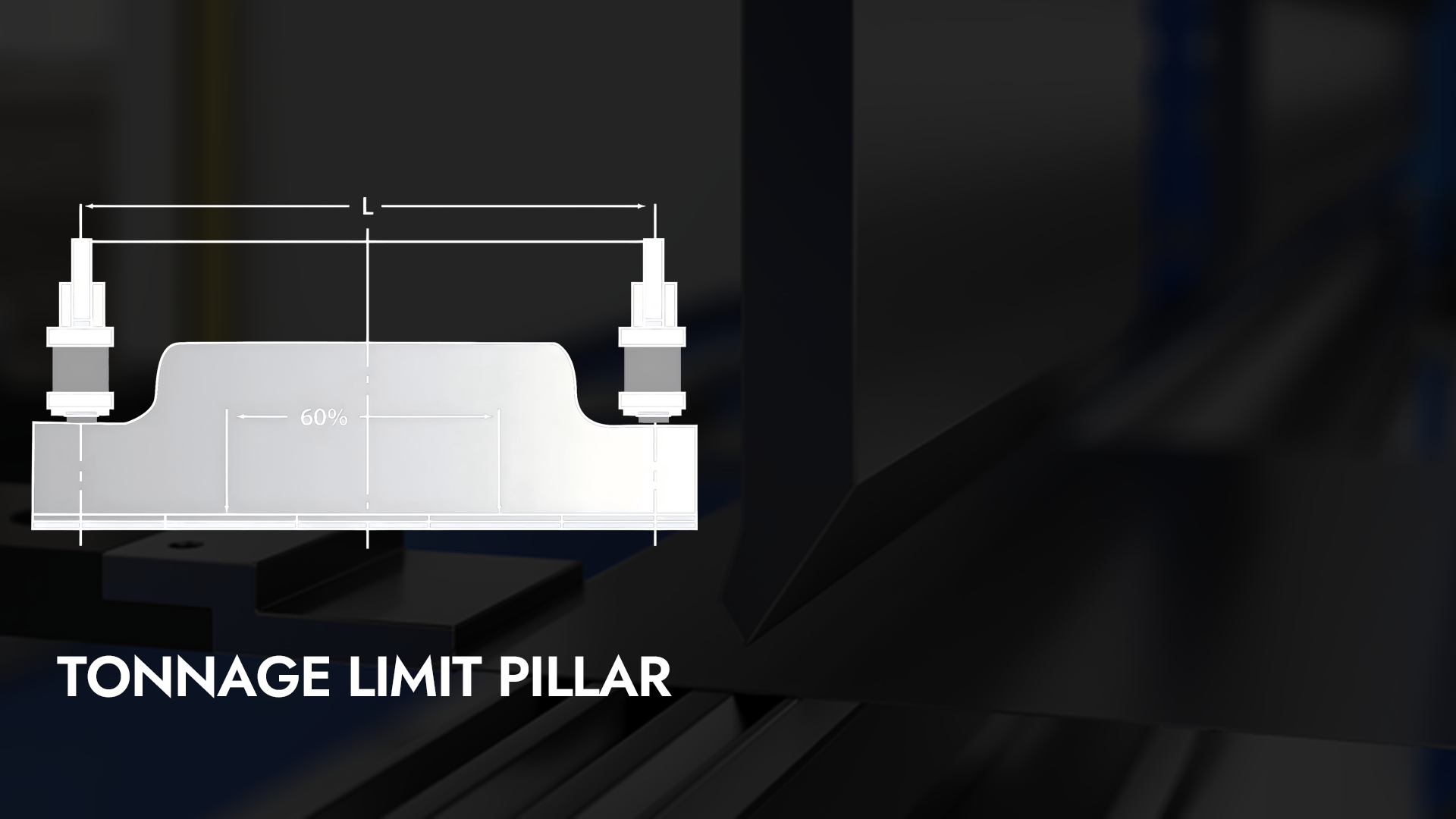
4. Calcolare il limite di carico della linea centrale della pressa piegatrice
Tutte le presse piegatrici sono progettate per il carico in asse, ovvero per lavorare al centro della pressa. Questo non significa che non si possa lavorare decentrati. Alcune macchine possono lavorare decentrati, altre no. Tuttavia, supponendo che si lavori al centro della pressa piegatrice, si verificherà una flessione, ovvero la flessione del bancale e della slitta, come mostrato in Figura 3. (Se si riesce a lavorare decentrati, soprattutto sotto il flusso di potenza, dove non c'è flessione nella slitta, l'inserimento degli utensili può diventare un problema; vedere n. 3.)
Tutto presse piegatrici flessione sotto carico normale, e tale flessione è basata sullo spessore e sull'altezza del montante e del basamento della pressa piegatrice. La flessione normale è l'entità a cui il montante e il basamento possono essere sottoposti e tornare alla loro forma originale dopo la rimozione del carico.
Il limite di progetto medio per la flessione del bancale e del pistone tra i telai laterali è di 0,0015 pollici per piede. Pertanto, una pressa piegatrice con 10 piedi tra i telai laterali ha un limite di flessione ammissibile del bancale e del pistone di 0,015 pollici (10 piedi × 0,0015 pollici per piede = 0,015 pollici) al centro. Si noti che questa flessione di 0,0015 pollici rappresenta l'innalzamento massimo al centro utilizzando il dispositivo di bombatura o compensazione medio.
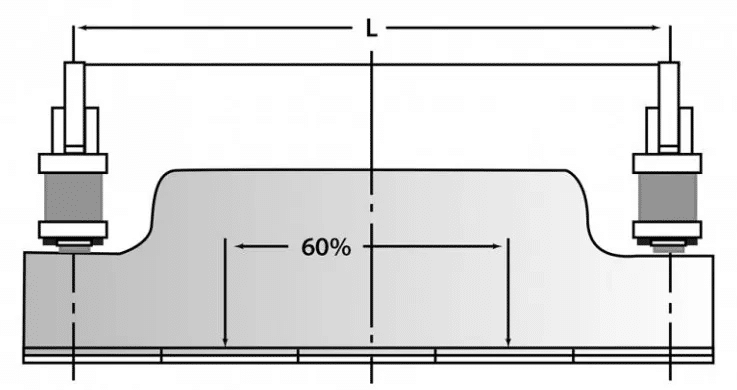
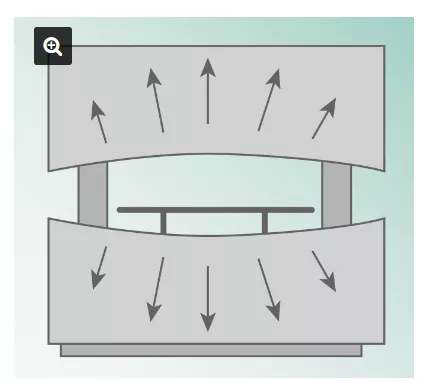
La maggior parte delle presse piegatrici è progettata per avere una flessione massima consentita nel pistone e nel bancale quando viene applicato un carico a pieno tonnellaggio su oltre il 60 percento della distanza tra i telai laterali.
Tuttavia, quando il carico flette la mazza e il bancale oltre il limite di progetto, la mazza e il bancale assumono una nuova forma fissa e non torneranno mai più alle loro condizioni originali. Questo fenomeno è chiamato "ribaltamento della mazza", in cui la mazza della pressa piegatrice viene permanentemente flessione sul piano verticale, lasciando la distanza tra la mazza e il bancale maggiore al centro della macchina rispetto alle due estremità.
Ad eccezione delle macchine di dimensioni molto ridotte, le presse piegatrici sono progettate per avere una flessione massima consentita del bancale e del maglio quando un carico a pieno tonnellaggio viene applicato su oltre il 60% della distanza tra i telai laterali (vedere Figura 4). Ne consegue che una pressa piegatrice da 100 tonnellate con 3 metri di distanza tra i telai laterali si piegherà fino al limite di progetto quando le 100 tonnellate vengono applicate su 1,8 metri, divise sulla linea centrale del maglio e del bancale, senza alcun danno alla pressa. Tuttavia, se le stesse 100 tonnellate fossero distribuite su un'area inferiore a 1,8 metri (182 cm), la macchina supererebbe i limiti di flessione previsti e danneggerebbe permanentemente il bancale e il maglio.
Seguendo il nostro esempio della pressa piegatrice da 10 piedi e 100 tonnellate, dividiamo 100 tonnellate per 72 pollici (ovvero il 60% della lunghezza del piano) e otterremo il tonnellaggio massimo per pollice che possiamo raggiungere senza superare il limite di carico sulla linea centrale. Riassumendo:
Limite di carico della linea centrale = Tonnellaggio nominale della macchina /
(Distanza tra i telai laterali in pollici × 0,60)
Limite di carico della linea centrale = 100/(120 × 0,60) =
1,3888 tonnellate per pollice, o 16,66 tonnellate per piede
Non superare mai il limite di carico sull'asse centrale. Per essere assolutamente certi di non superare il limite di flessione, contatta il produttore della tua pressa piegatrice e chiedi qual è il limite di carico sull'asse centrale per la marca e il modello specifici della tua macchina.
Conclusione
Segui questi quattro passaggi in ordine e assicurati di non superare nessuno di questi limiti. Certo, ci sono altri fattori di tonnellaggio da considerare: carico decentrato, bilanciamento del carico e utilizzo di utensili in uretano, per citarne alcuni. Ma se rivedi e applichi questi quattro passaggi, manterrai i carichi entro i limiti previsti e non dovresti mai avere a che fare con una pressa piegatrice danneggiata o, peggio ancora, con schegge volanti provenienti da un utensile che esplode.
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)


