








Suggerimenti efficaci per la progettazione di presse piegatrici per la formatura
In qualità di professionista esperto nella lavorazione dei metalli, comprendo l'importanza di un'efficace progettazione della pressa piegatrice Suggerimenti per la piegatura. Una pressa piegatrice ben progettata può migliorare significativamente la precisione e l'efficienza delle operazioni di piegatura. In questo articolo, condividerò spunti chiave e suggerimenti pratici che mi hanno aiutato a ottimizzare le configurazioni della pressa piegatrice per diversi materiali e spessori. Seguendo queste linee guida, puoi migliorare il flusso di lavoro, ridurre gli sprechi e ottenere risultati migliori nei tuoi progetti di piegatura. Approfondiamo i suggerimenti di progettazione essenziali che possono fare davvero la differenza nelle tue operazioni!
Suggerimenti per la progettazione della pressa piegatrice –Caratteristiche dell'attrezzatura
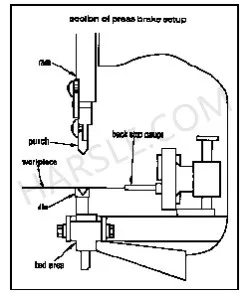
Le presse piegatrici hanno solitamente una capacità compresa tra 20 e 200 tonnellate, con lunghezze del basamento che vanno da 1,2 a 4,3 m (da 4 a 14 piedi), sebbene siano in uso tonnellaggi e dimensioni del basamento molto più grandi e più piccole. Possono essere azionate da sistemi meccanici, idraulici o meccanico-idraulici. Possono essere "up-acting" o "down-acting", a seconda della direzione della corsa di lavoro del pistone. La Figura 1 mostra una pressa piegatrice idraulica CNC down-acting.

presse piegatrici può essere dotato di uno dei vari tipi di calibri posteriori e arresti di profondità, tra cui calibri posizionati e regolati manualmente, perni che innestano i fori nel pezzo in lavorazione e unità programmabili a controllo numerico computerizzato che regolano le impostazioni dopo ogni corsa.
Suggerimenti per la progettazione della pressa piegatrice - Formatura Operazione
La maggior parte delle presse piegatrici è alimentata manualmente. L'operatore tiene il pezzo tra il punzone e la matrice contro l'apposito calibro, fornendo la dimensione preimpostata per la piega.
Una volta posizionato correttamente il pezzo grezzo, la macchina si attiva, facendo muovere la slitta verso il banco e formando il pezzo tra matrice e punzone. Quindi la slitta ritorna indietro, consentendo la rimozione del pezzo.
Un tipo di operazione di piegatura con pressa piegatrice è la piegatura in aria della lamiera in un angolo rettilineo. Come mostrato in Figura 3, il punzone spinge il pezzo nella cavità dello stampo. Durante l'intera operazione, il pezzo tocca solo la punta del punzone e i due bordi dello stampo inferiore. Quando la forza dello stampo superiore viene rilasciata, il pezzo "ritorna" per formare un angolo finale. L'entità del ritorno elastico è direttamente correlata al tipo di materiale, allo spessore, alla grana e alla tempra.
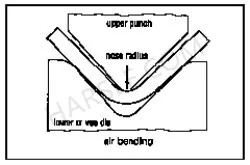
Per ridurre al minimo i tempi di preparazione, la maggior parte degli utensili per la piegatura in aria è realizzata con lo stesso angolo sia nel punzone che nella matrice. Comunemente si utilizza un angolo di 80° o 85° per la matrice, per consentire un ritorno elastico sufficiente a ottenere un angolo finale di 90°.
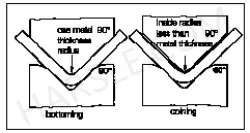
In situazioni che richiedono precisione dimensionale e angolare, è necessario un altro processo di formatura. Questo processo è chiamato "coniatura" o "fondo". La coniatura richiede la produzione di un punzone e di una matrice con l'angolo di piega finale desiderato e la forzatura completa del pezzo nella matrice. La coniatura riduce il ritorno elastico, tuttavia, questo processo è limitato dalla capacità di tonnellaggio della pressa piegatrice.
Suggerimenti per la progettazione della pressa piegatriceVantaggi e limitazioni
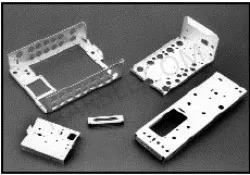
Il vantaggio fondamentale della pressa piegatrice come strumento di formatura risiede nella sua flessibilità. L'utilizzo di matrici a V standard consente attrezzaggi e tempi di produzione ridotti su piccoli lotti e prototipi. Quasi tutte le dimensioni e le forme dei pezzi stampati possono essere realizzate con i set di matrici standard, eliminando i costi e i tempi di consegna associati agli utensili di formatura per presse. Questo dimostra la complessità dei pezzi che possono essere prodotti con una pressa piegatrice.
Le moderne presse piegatrici con registri posteriori programmabili che utilizzano più configurazioni di matrici hanno reso questo processo di formatura molto più competitivo per tirature più lunghe.
Nei casi in cui la progettazione dei prodotti richiede utensili dalla forma particolare, i costi e i tempi di consegna delle matrici per presse piegatrici sono relativamente modesti.
Un altro vantaggio significativo è l'enorme varietà di dimensioni dei pezzi che possono essere lavorati nella pressa piegatrice. I pezzi possono essere lunghi quanto la slitta (entro i limiti di tonnellaggio) e la larghezza è limitata solo dalla possibilità di rimuovere il pezzo dalla macchina dopo la piegatura.
Poiché i cambi di stampo sono rapidi, è possibile creare una varietà di forme standard a costi contenuti, offrendo una notevole flessibilità nella configurazione del prodotto finale. È importante ricordare, tuttavia, che poiché ogni piega viene calibrata separatamente, ogni piega o operazione introduce la possibilità di un'ulteriore variazione dimensionale.

Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)

