








Pressa piegatrice La calibrazione è essenziale per ottenere risultati costanti. Una corretta calibrazione garantisce che la macchina funzioni al meglio, garantendo piegature precise ogni volta.
Calibrazione del tuo pressa piegatrice è essenziale per mantenere la precisione di piegatura e prevenire errori. Questo processo prevede la regolazione di varie impostazioni per garantire che la macchina fornisca la forza e l'allineamento corretti.
Ora esploriamo il processo passo dopo passo per calibrare la tua pressa piegatrice per ottenere la massima precisione ed efficienza.
Le presse piegatrici sono strumenti importanti nell'industria manifatturiera, utilizzati per piegare e sagomare lamiere. L'accuratezza e la precisione di una pressa piegatrice dipendono da quanto è ben calibrata. La calibrazione della pressa piegatrice è il processo di regolazione della macchina per garantire che produca pieghe e sagome precise, secondo i requisiti specificati.
Fase 1: pulire la macchina
Il primo passo per la calibrazione di una pressa piegatrice è la pulizia della macchina. Una macchina sporca può compromettere la precisione della calibrazione. Pulire la macchina con un panno e assicurarsi che non vi siano sporco, polvere o detriti sulla superficie. Prestare attenzione al bancale, al pistone e al registro posteriore della macchina, poiché sono le parti che hanno maggiori probabilità di entrare in contatto con le lamiere.

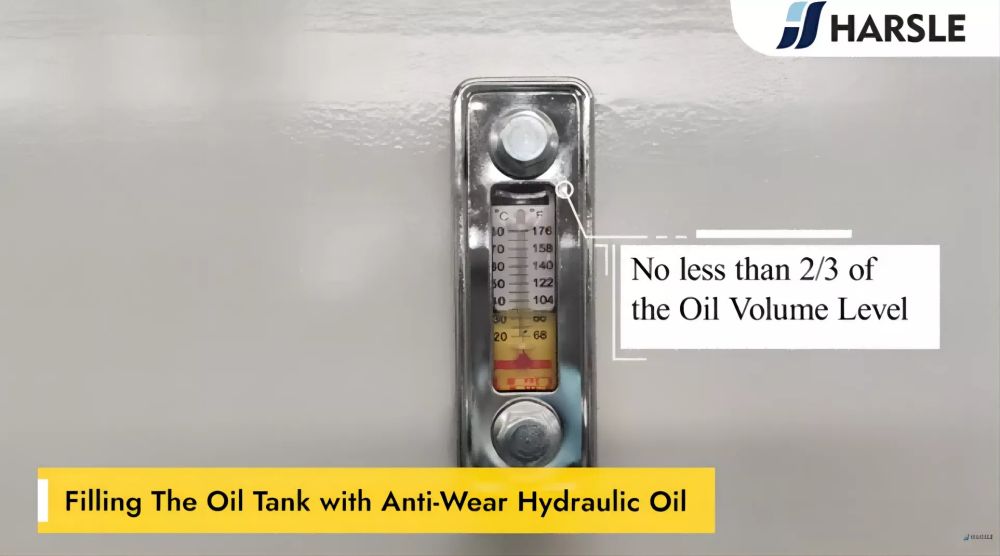
Fase 2: controllare il livello dell'olio
Controllare il livello dell'olio nel sistema idraulico della macchina. Livelli d'olio bassi possono causare un funzionamento inadeguato della macchina, con conseguenti risultati imprecisi. Il livello dell'olio deve essere controllato prima di ogni utilizzo per garantire che ci sia olio a sufficienza per un funzionamento efficiente della macchina.
Fase 3: ispezionare la macchina
Ispezionare la macchina per verificare la presenza di danni, usura o rotture. Parti danneggiate o usurate possono compromettere la precisione della pressa piegatrice. Se si riscontrano parti danneggiate, sostituirle prima di procedere con la calibrazione. Tra le parti da ispezionare figurano il bancale, la slitta, il registro posteriore e l'utensile di piegatura.

Fase 4: Impostare la macchina
Il passaggio successivo consiste nel predisporre la macchina per la calibrazione. Ciò comporta la regolazione del registro posteriore, dell'utensile di piegatura e dei morsetti. Assicurarsi che il registro posteriore sia impostato alla distanza corretta dall'utensile di piegatura e che i morsetti tengano saldamente in posizione la lamiera. Inoltre, assicurarsi che l'utensile di piegatura sia posizionato all'angolazione corretta per produrre l'angolo di piegatura richiesto.

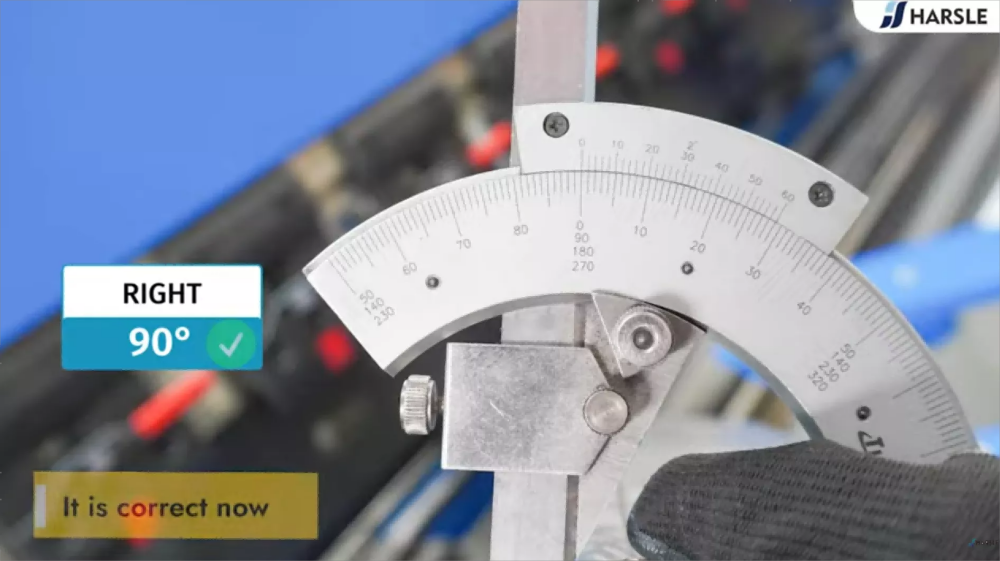
Fase 5: Prova di piegatura
Prima di procedere con la calibrazione, è essenziale testare la macchina per verificarne la precisione. Questo si ottiene eseguendo una piegatura di prova. La piegatura di prova consiste nel piegare una lamiera all'angolo richiesto e verificarne la precisione. Se l'angolo di piegatura non è preciso, regolare la macchina di conseguenza fino a raggiungere l'angolo desiderato.

Fase 6: Regolare la macchina
Il passo successivo è regolare la macchina per ottenere la precisione richiesta. Le regolazioni dipenderanno dal tipo di macchina che si sta calibrando. Di seguito sono riportate le regolazioni da effettuare per una pressa piegatrice:

a) Parallelismo Ram
Il parallelismo del pistone si riferisce all'allineamento del pistone con il bancale. Per regolare il parallelismo del pistone, posizionare un righello sul bancale e verificare che sia parallelo al pistone. Se il righello non è parallelo al pistone, regolare la macchina fino a quando i due non sono allineati.

b) Angolo di piegatura
L'angolo di piegatura è l'angolo di piegatura della lamiera. Per regolare l'angolo di piegatura, ruotare l'utensile di piegatura fino a ottenere l'angolo desiderato.
c) Incoronazione
La bombatura si riferisce alla curvatura del piano di lavoro che compensa la flessione causata dalla pressione della lamiera durante la piegatura. Per regolare la bombatura, agire sui cilindri idraulici del piano di lavoro fino a ottenere la curvatura desiderata.

d) Battuta posteriore
Il registro posteriore serve a posizionare la lamiera nella posizione corretta per la piegatura. Per regolare il registro posteriore, regolare la distanza tra il registro posteriore e l'utensile di piegatura fino a raggiungere la distanza desiderata.
Fase 7: ripetere il test della macchina
Dopo aver regolato la macchina, eseguire un'altra piegatura di prova per verificare la precisione. Se la macchina non è ancora precisa, ripetere la procedura di regolazione fino a raggiungere la precisione desiderata.

In conclusione, calibrare la pressa piegatrice è fondamentale per ottenere risultati accurati e costanti. Una calibrazione regolare può aiutare a prevenire errori costosi e a migliorare la produttività complessiva. Seguendo i passaggi sopra descritti, è possibile calibrare la pressa piegatrice in modo rapido ed efficace. Tuttavia, in caso di dubbi su qualsiasi aspetto della calibrazione della macchina, è sempre consigliabile consultare le istruzioni del produttore o chiedere consiglio a un professionista.



