








Quando si tratta di migliorare l'efficienza della piegatura dei metalli, la programmazione ESA S630 gioca un ruolo fondamentale. Se sei curioso di sapere come questa programmazione può ottimizzare i tuoi processi di piegatura e migliorare la produttività complessiva, sei nel posto giusto.
In questo articolo, esplorerò come la programmazione ESA S630 possa migliorare significativamente l'efficienza di piegatura, offrendo un'analisi dettagliata delle sue caratteristiche e dei suoi vantaggi. Che siate professionisti esperti o alle prime armi con la programmazione CNC, questa guida vi fornirà le informazioni essenziali per sfruttare ESA S630 per la massima efficienza di piegatura.
Elenco completo dei programmi di piegatura
La programmazione ESA S630 offre una gamma versatile di programmi studiati appositamente per migliorare le operazioni di piegatura in diversi scenari. Ecco una panoramica dei diversi tipi di programmi e delle loro applicazioni:
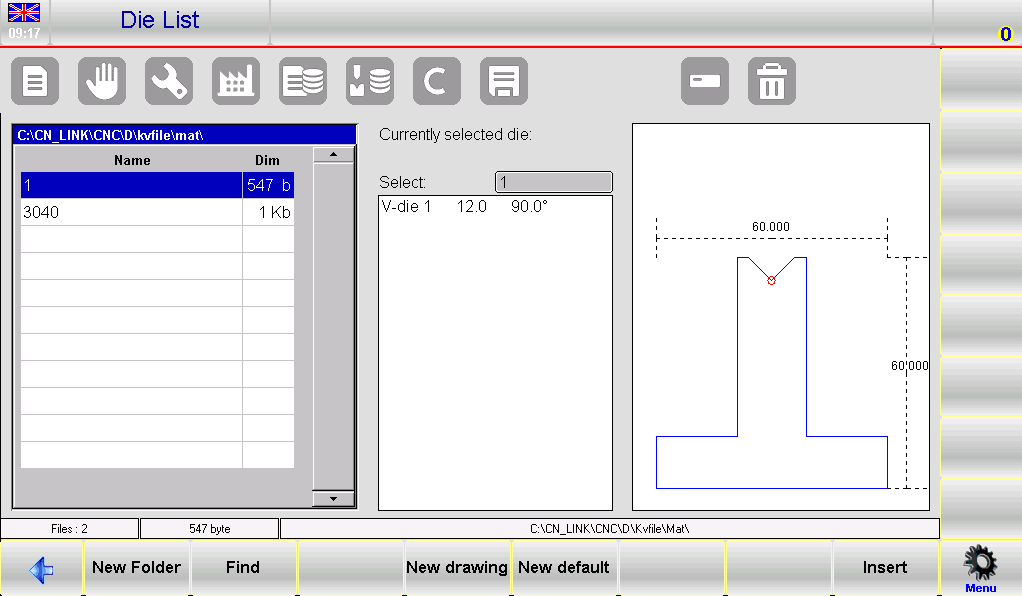
- Gestione dell'elenco dei programmi:
Accedi all'elenco dei programmi tramite il menu designato. Questo elenco fornisce una vista organizzata dei programmi disponibili, con dati dettagliati accessibili tramite il posizionamento del cursore.
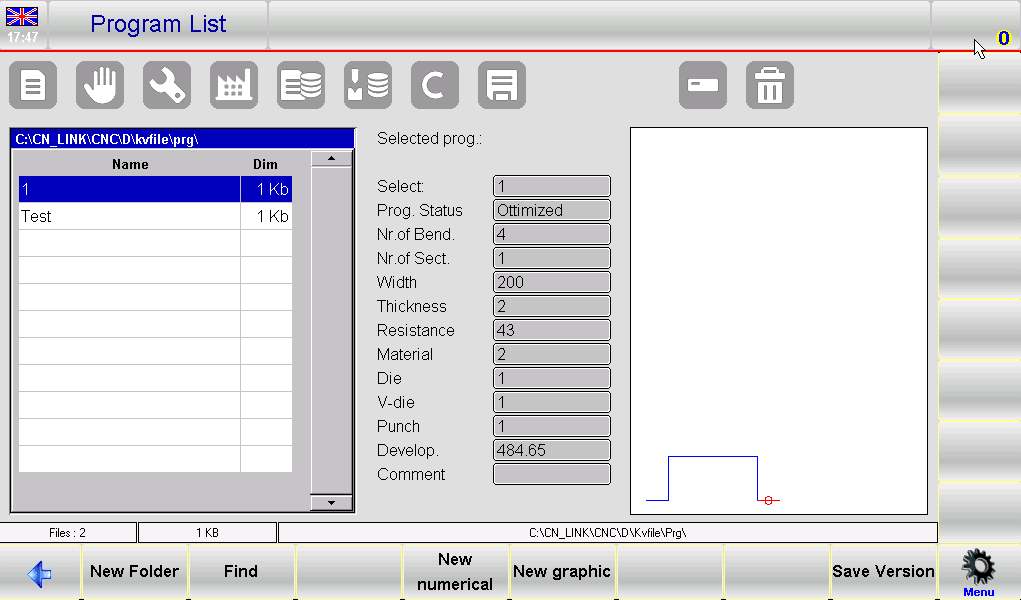
Utilizzare la barra di scorrimento per navigare nell'elenco in modo efficiente.
2. Creazione e personalizzazione del programma:
- Nuova cartella: Organizza i tuoi programmi creando nuove cartelle per una facile gestione.
- Nuovi programmi numerici e nuovi programmi grafici: Imposta nuovi programmi basati su dati numerici o grafici visivi, migliorando la precisione e la visualizzazione nelle operazioni complesse.
- Funzioni di copia e rinomina: Duplica rapidamente i programmi con nuovi nomi, consentendo facili modifiche e adattamenti a specifici requisiti di piegatura.
- Anteprima e modifica del programma:
Abilita le anteprime dei programmi per visualizzare i programmi grafici. Questa funzione può essere disattivata se si preferisce una visualizzazione semplificata. Esegui modifiche come rinomina o copia direttamente dal menu, semplificando il processo di gestione.
3. Backup e trasferimento dei dati:
Salva i programmi su un dispositivo USB per trasferirli su macchine diverse o per scopi di backup. Questa funzione garantisce che le operazioni di piegatura siano supportate in modo coerente, indipendentemente dalla posizione.
Salva o elimina più programmi contemporaneamente utilizzando le opzioni dedicate, garantendo una gestione efficiente dei dati.
Per modificare l'unità di lavoro utilizzando la programmazione ESA S630, seguire questi passaggi:
- Premere il pulsante per accedere al Elenco dei programmi.
- Vai al Menu premendo il pulsante corrispondente.
- Selezionare l'opzione 5 per Cambia lavoro Drive.
- Utilizzare il dito per scegliere un'unità di lavoro dall'elenco visualizzato.
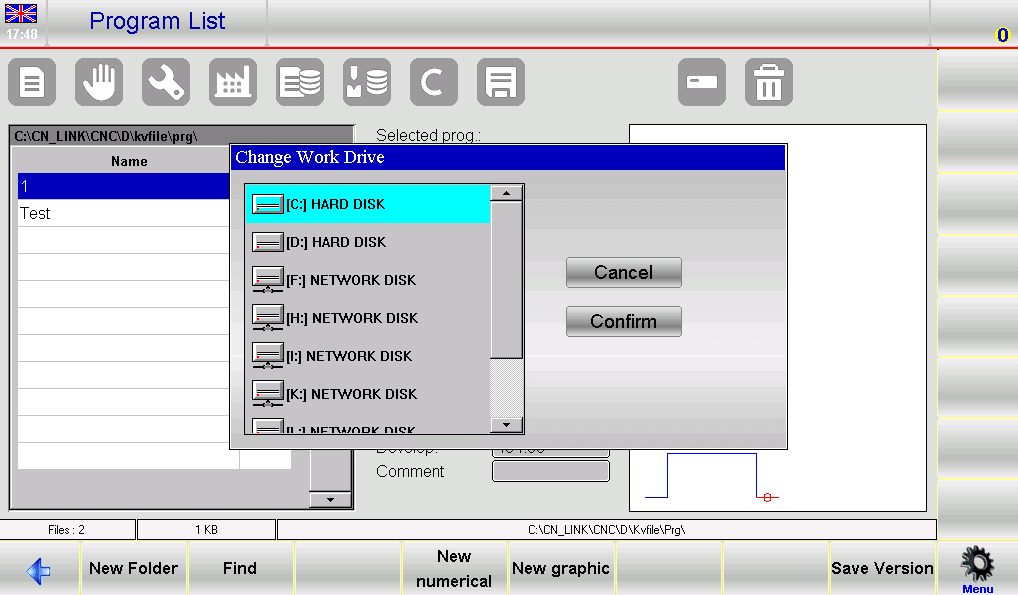
Questa sequenza garantisce un utilizzo efficiente della programmazione ESA S630, migliorando il processo di configurazione e mantenendo prestazioni ottimali della macchina.
Input numerico vs. grafico del programma
Inserimento di un programma numerico
Per immettere un nuovo programma numerico premere [Nuovo programma] dalla pagina Editor di un programma numerico e selezionare [Nuovo numerico]:
Oppure può essere creato dall'elenco dei programmi premendo e [Nuova cifra] .
La programmazione ESA S630 ottimizza significativamente le operazioni di piegatura semplificando le attività chiave. Ecco una guida sintetica:
- Impostazione dei dati del pezzo
Si aprirà una finestra per l'inserimento dei dati del programma:
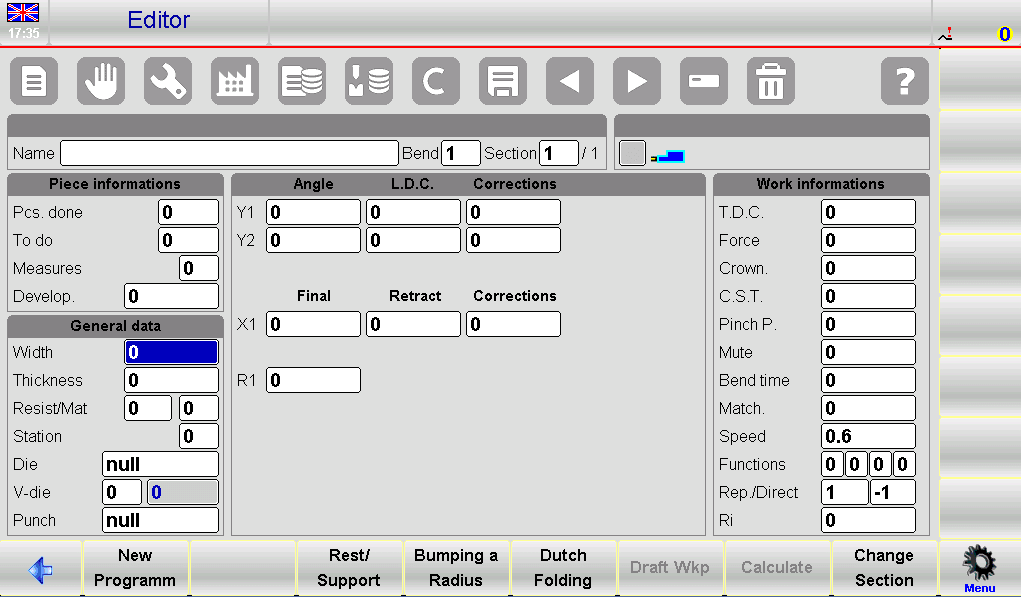
- Larghezza della lamiera: Tocca il campo, inserisci la larghezza e seleziona [OK].
- Spessore della lamiera: Inserire lo spessore in modo simile.
- Valori di resistenza:
- Alluminio: 0-30
- Ferro: 31-50
- Acciaio inossidabile: >50
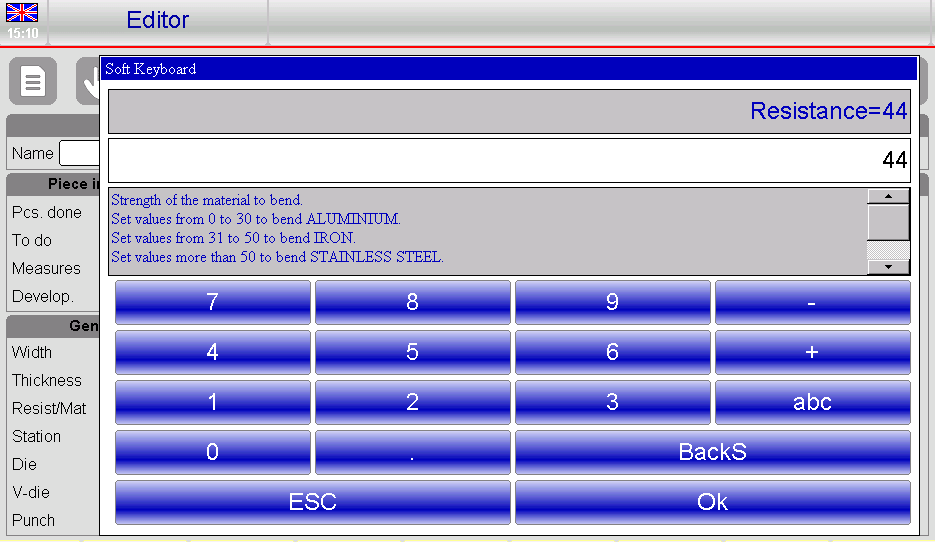
- Calcolo automatico del materiale: Il sistema calcola il materiale in base alla resistenza, riducendo l'inserimento manuale.
- Configurazione della postazione di lavoro: Inserire il numero della stazione, se applicabile; in caso contrario, lasciare 0.
- Selezione di matrici e matrici a V:
- Seleziona un dado dall'elenco toccando il campo, scorrendo e premendo [Inserire].
- Selezionare la matrice V appropriata se ce ne sono più di una; se ce n'è una sola, immettere 1.
- Selezione del punzone: Scegli il pugno in modo simile accedendo all'elenco, scorrendo e premendo [Inserire].
2. Impostazione e regolazione delle curve
- Inserire l'angolo di piegatura desiderato nel Angolo Y1 campo.
- Imposta la lunghezza della piega nel campo Finale X1.
- I dati vengono calcolati automaticamente ma sono personalizzabili.
3. Gestione dei dati di lavoro
- Accesso 7>>Informazioni sul lavoro rivedere TDC, Muto, E Punto di pizzicamento dati.
- Esci selezionando [OK].
4. Operazioni di piegatura
- Copia piega: Vai alla curva di destinazione, apri il menu e seleziona5>> Copia passaggio.
- Inserisci piega: Posizione dopo il punto di ingresso, scegliere4>> inserisci passaggio.
- Inserisci la curva copiata: Posizionarlo prima della curva di destinazione seguendo passaggi simili.
5. Raggio e curve specializzate
- Utilizzo [Bumping di un raggio] per inserire angoli e raggi di rollio, confermando con [Confermare].
- Regolare Piegatura olandese e coning modificando LDC e punti morti inferiori in Y1 e Y2.
6. Gestione di applicazioni specializzate
- Curve coniche: Inserisci angoli conici tramite [Conico] funzione.
- Piegature fuori V: Immettere i valori finali in LDC Y1/Y2 e garantire punti Pinch e Mute più elevati.
7. Gestione del programma
- Salva i programmi con 2>> Salva con nome…. per nuove varianti di programmi esistenti.
Quando uno strumento cambia nel progetto di programmazione ESA S630, segui questi passaggi per aggiornare il programma:
- Scaricamento: Accedi e scarica il programma dalla tua lista.
- Apri Editor: Vai alla pagina Editor e apri il menu.
- Programma di aggiornamento: Scegliere 3>> Aggiornamento del programma per aprire la finestra di aggiornamento.
- Ricalcola: Clicca [OK] per ricalcolare tutti i dati, assicurandosi che le correzioni vengano applicate.
- Salva: Salvare il programma aggiornato se necessario.

Queste pratiche efficienti che utilizzano la programmazione ESA S630 possono migliorare la precisione e ridurre gli errori, ottimizzando le operazioni di piegatura.
Inserimento di un programma grafico (opzionale nel modello S630)
Per entrare in un nuovo programma grafico premere [Nuovo programma] dalla pagina Editor di un programma numerico e selezionare [Nuovo grafico]:
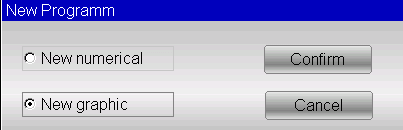
Oppure può essere creato dall'elenco dei programmi premendo e [Nuova grafica] .
- Impostazione dei dati generali
Quando si utilizza la programmazione ESA S630, l'inserimento dei dati generali corretti è essenziale per accedere alla funzione di disegno. Seguire questi passaggi:
- Dettagli della lamiera:
- Entra nel larghezza E spessore, selezionando ogni campo e confermando con [OK].
- Materiale di input resistenza; il sistema calcola le proprietà in base a questo.
- Configurazione degli utensili e delle stazioni:
- Inserire il numero della postazione di lavoro oppure lasciare 0 se singola.
- Seleziona e inserisci il dado dall'elenco.
- Indicare il V-die (inserire 1 se ce n'è solo uno).
- Imposta l'orientamento della matrice e del punzone (0 = standard, 1 = ruotato di 180°).
- Scegli e inserisci il punzone dall'elenco.
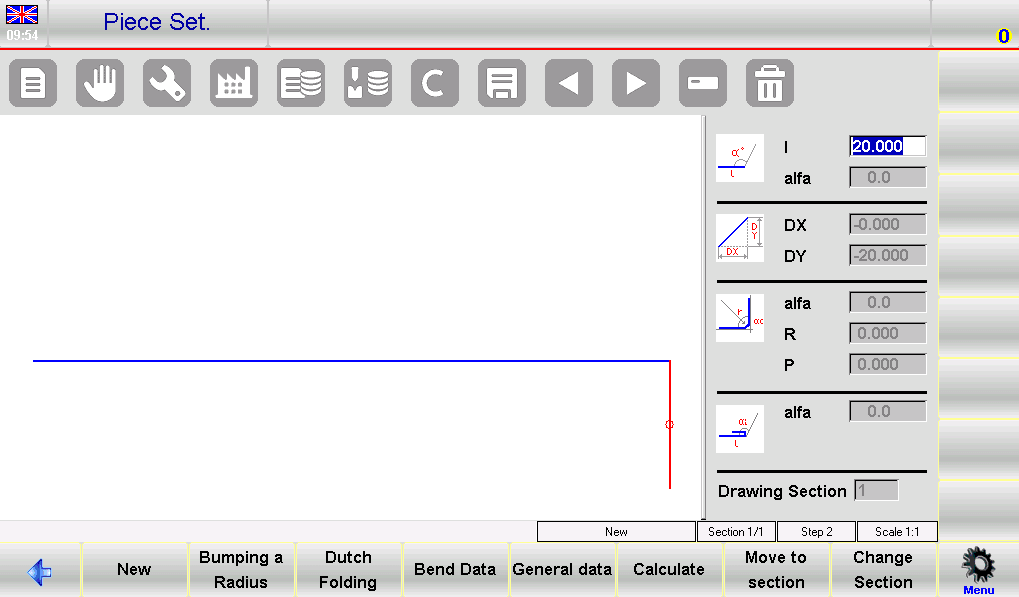
2. Finestra di disegno
Verrà aperta la pagina della finestra di disegno.
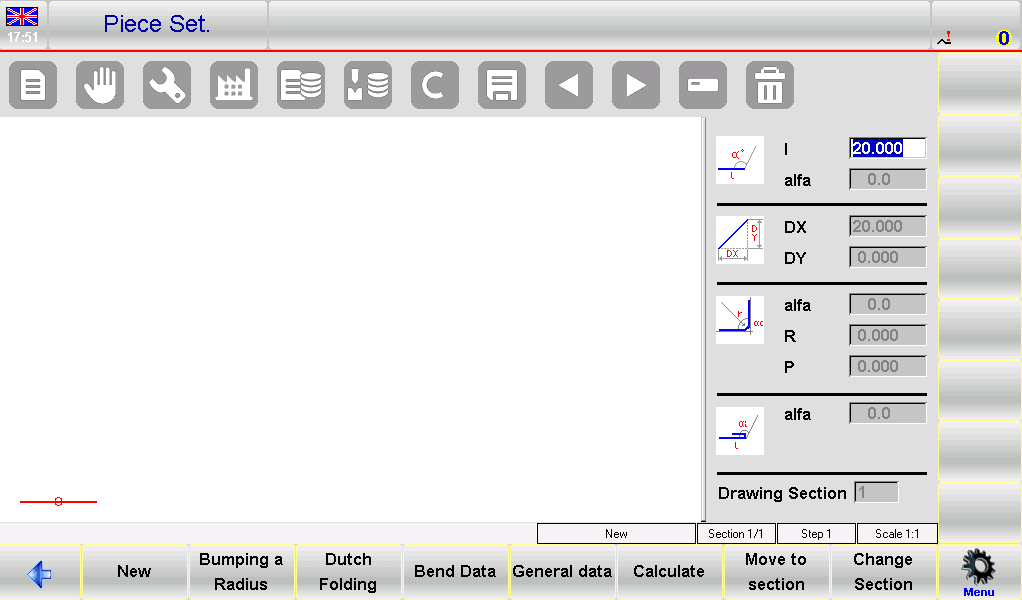
- Sinistra: Finestra di disegno principale.
- Giusto: Quattro finestre di immissione dati per:
- Dati di disegno polare
- Dati di disegno cartesiani (solitamente non utilizzati)
- Curve di raggio
- Piegature olandesi (orlatura)
3. Processo di input:
- Inizia nel Set di pezzi pagina in cui il primo segmento è impostato di default su 20,0 mm.

- Modificare questa impostazione selezionando il campo “l” per aprire la “Tastiera virtuale”.
- Dopo aver confermato le modifiche, procedere alla regolazione del disegno polare “alfa” utilizzando gli angoli della “tastiera software”.

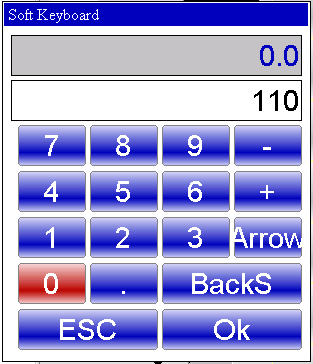
- Imposta angoli predefiniti o inserisci angoli personalizzati, quindi passa al campo della lunghezza successiva per continuare la progettazione.
4. Sequenziamento delle pieghe
- Accedi alla pagina grafica AUTOMATICA.
- Selezionare0>> Sequenza di piegatura per gestire e affrontare in modo efficiente diverse curve.
5. Cambia colore di sfondo
- Aprire il menu dalla pagina AUTOMATICO.
- Selezionare 1>> Cambia colore per la personalizzazione visiva.
6. Visualizzatore 3D (facoltativo)
- Accedi alla vista 3D dalla pagina AUTOMATICA. seleziona la voce 3>> Visualizzatore 3D.
- Passa tra 3D e viste 2D secondo necessità.
7. Realizzare il disegno di un pezzo
Supponiamo di dover disegnare il pezzo illustrato nella figura sottostante:

- Impostare: Nella finestra di disegno, immettere la lunghezza iniziale del segmento (ad esempio, 20,0) nel campo "l" e premere [OK].
- Input angolo e lunghezza:
- Inserisci il primo angolo (120,0°) nel campo “alfa” e confermare con [Ok].
- Procedere con il disegno automatico per la lunghezza successiva. Assicurarsi che sia evidenziata.
- Inserire la seconda lunghezza (47,11) nel campo “l” e confermare.
- Voci sequenziali:
- Inserisci l'angolo successivo (-120,0°) nel campo "alfa" campo e premere [OK].
- Continuare con l'inserimento della terza lunghezza (70,0) nel campo "l".
- Impostare il terzo angolo (-90,0°) utilizzando la programmazione ESA S630 e confermare l'immissione.
- Completamento:
- Inserire la quarta lunghezza (40,0), seguita dal suo angolo (90,0°) utilizzando il tasto “alfa" campo.
- Aggiungere la quinta e ultima lunghezza (30,0) per completare il processo di disegno.
8. Realizzare una curvatura del raggio
Per realizzare una curvatura a raggio è necessario tenere presente che, secondo la convenzione, deve esserci un tratto di lamiera prima e dopo il raggio.
Supponiamo di dover disegnare il pezzo illustrato nella figura sottostante:
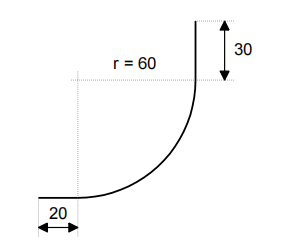
Per creare in modo efficiente una curvatura radiale utilizzando la programmazione ESA S630, seguire questi semplici passaggi:
- Lunghezza di inizializzazione: Inserire la lunghezza iniziale del pezzo (ad esempio 20,0) nel campo “I” e premere [OK].
- Imposta i parametri del raggio:
- Selezionare [Bumping di un raggio] per aprire le impostazioni del raggio.
- Inserisci l'angolo di rollio (ad esempio 90,0°) in "alfa" e premi [OK].
- Inserire il raggio di rotolamento (ad esempio 60,0) in “R” e confermare.
- Definisci tono: Specificare il passo di rotolamento nel campo “P” e premere [OK]Il sistema procederà automaticamente.
- Lunghezza finale: Inserire la lunghezza finale del pezzo (ad esempio 30,0) nel campo “I” e confermare con [OK].
9. eseguire una piegatura olandese (orlo)
Supponiamo di dover disegnare il pezzo illustrato nella figura:

- Voce iniziale: Inserire la lunghezza del lato orlato (30,0) nel campo “l”.
- Piegatura olandese:
- Premere [OK] e seleziona [Piegatura olandese].
- Impostare l'angolo di piegatura (45,0°) in “alfa" campo.
- Disegno automatico: Confermare con [Ok] per disegnare ed evidenziare automaticamente la lunghezza successiva.
- Lunghezze e angoli aggiuntivi: Inserire le lunghezze successive (100,0) in “I” e impostare gli angoli (-90,0°) in “alfa”.
- Passaggi finali: Inserisci la lunghezza dell'ultimo lato (22,0) in "I" e completa con [OK].
Calcoli della sequenza di piegatura: automatico vs. manuale
La scelta del metodo appropriato per il calcolo della sequenza di piegatura sulle presse piegatrici CNC può influire significativamente sull'efficienza. Ecco un breve confronto tra metodi automatici e manuali, con approfondimenti su come la programmazione ESA S630 ottimizza il processo.
Calcolo automatico
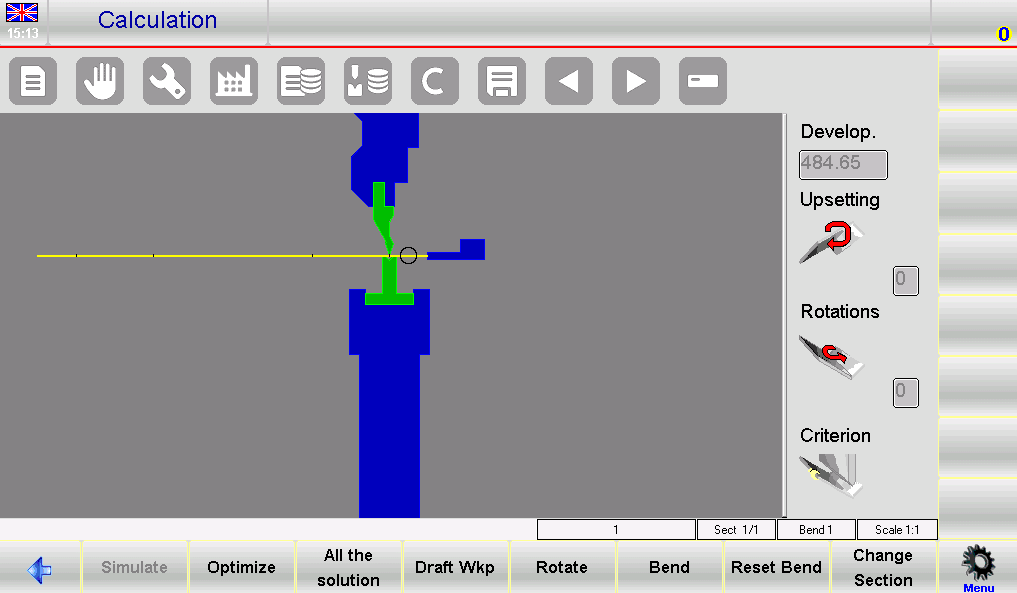
- Processo: Avviare tramite la pagina di disegno premendo [Calcolare]Una simulazione mostra la configurazione per la piegatura.
- Ottimizzazione: La programmazione ESA S630 determina automaticamente la sequenza ottimale premendo [Ottimizzare].
- Vantaggi:
- Efficienza: Riduce gli errori e i tempi di ciclo grazie al sequenziamento ottimale.
- Sicurezza: Dà priorità alla sicurezza dell'operatore scegliendo sequenze che mantengono più materiale nelle zone di movimentazione sicura.
Calcolo manuale
- Processo: Gli operatori impongono manualmente le sequenze dalla pagina di disegno.
- Flessibilità: Consente il controllo totale o parziale della sequenza, adatto per curve complesse.
- Vantaggi:
- Controllare: Offre una maggiore influenza diretta sul processo per operazioni personalizzate.
- Risoluzione dei problemi: Consente regolazioni precise quando si affrontano curve impegnative.
Quando utilizzare ciascun metodo
- Automatico: Ideale per attività semplici e costanti in cui l'efficienza è fondamentale.
- Manuale: Ideale per attività complesse o personalizzate che richiedono un controllo dettagliato e la risoluzione dei problemi.
La programmazione ESA S630 eccelle in entrambi i metodi, offrendo un'ottimizzazione automatica migliorata rispetto ai modelli più vecchi come l'S540, migliorando così l'efficienza di piegatura e l'adattabilità.
Piegatura efficiente delle scatole
Per piegare con precisione una scatola utilizzando la programmazione ESA S630, seguire questi semplici passaggi:
- Impostazione della sezione di piegatura:
- Crea due programmi: Utilizzare la programmazione ESA S630 per creare programmi separati per le pieghe orizzontali e verticali. Eseguirli in sequenza, iniziando dalla sezione che utilizza la larghezza di lamiera più piccola.
- Gestione della sezione:
- Aggiungi sezioni: Premere [Cambia sezione] per aggiungere una nuova sezione.
- Elimina sezioni: Vai alla sezione, apri il menu e scegli 6>> Elimina sezione per rimuoverlo e tornare alla curva 1 della sezione 1.
- Affrontare le sfide comuni:
- Disallineamento: Utilizzare la funzione di simulazione dell'ESA S630 per verificare le sequenze di piegatura e correggere l'allineamento.
- Tempo di ciclo: Ottimizzare l'ordine delle operazioni all'interno della programmazione ESA S630 per ridurre al minimo il riposizionamento e i tempi di ciclo.
Grazie a questi semplici passaggi, la programmazione ESA S630 consente una piegatura precisa ed efficiente delle scatole.
Domande frequenti (FAQ)
In che modo la programmazione ESA S630 può ridurre gli sprechi di materiale durante le operazioni?
Utilizzando la programmazione ESA S630, gli operatori possono simulare il processo di piegatura prima dell'operazione vera e propria. Ciò consente di apportare modifiche e perfezionamenti per ridurre al minimo gli errori, riducendo così la quantità di materiale di scarto generato.
È possibile integrare la programmazione ESA S630 con i macchinari CNC esistenti?
Sì, ESA S630 Programming è progettato per essere compatibile con una vasta gamma di macchine CNC. Assicurati che la tua macchina soddisfi i requisiti di sistema necessari per un'integrazione perfetta. Consulta il manuale del software o contatta l'assistenza per ricevere assistenza.
Quali sono alcuni suggerimenti comuni per la risoluzione dei problemi di programmazione dell'ESA S630?
In caso di problemi con la programmazione ESA S630, assicurarsi innanzitutto che tutti gli aggiornamenti software siano stati installati. Verificare la connessione tra la macchina CNC e il software. Riavviare i componenti e consultare la sezione relativa alla risoluzione dei problemi del manuale utente. Se il problema persiste, contattare il supporto tecnico per assistenza.
Conclusione
In sintesi, padroneggiare la programmazione ESA S630 può migliorare significativamente l'efficienza della piegatura, garantendo precisione e risultati costanti. I passaggi critici includono la preparazione adeguata dell'ambiente di lavoro, la configurazione e la calibrazione accurate della macchina e il rispetto delle linee guida del produttore per gli utensili e il funzionamento. Aderendo a queste pratiche, la linea di produzione può raggiungere una maggiore efficienza e ridurre gli sprechi, migliorando in definitiva la produttività complessiva.
Per informazioni più dettagliate o supporto personalizzato, non esitate a contattare il nostro team di HARSLE. Siamo qui per assistervi in ogni vostra domanda e fornirvi risorse aggiuntive per migliorare ulteriormente le vostre operazioni di piegatura. Non esitate a consultare la nostra altra documentazione per continuare a ottimizzare le prestazioni della vostra pressa piegatrice.



