








Calcolo dell'angolo di piegatura dello strumento di piegatura ad arco grande

In questo articolo esplorerò il Calcolo dell'angolo di piegatura di utensili per piegatura ad arco di grandi dimensioni, un aspetto fondamentale nella lavorazione e fabbricazione dei metalli. Capire come calcolare con precisione gli angoli di piegatura è essenziale per ottenere risultati precisi ed efficienti nei nostri progetti. Con i metodi e gli strumenti giusti, possiamo migliorare il nostro flusso di lavoro e garantire che le nostre piegature soddisfino le specifiche richieste. Unitevi a me mentre approfondisco le tecniche e le considerazioni che vi aiuteranno a padroneggiare questo importante calcolo, migliorando in definitiva la qualità del vostro lavoro.
Comprensione degli angoli di piegatura
angoli di piegatura sono fondamentali per determinare il comportamento dei materiali sottoposti a sollecitazione. Nella piegatura ad arco di grandi dimensioni, il calcolo diventa ancora più cruciale a causa delle dimensioni e della complessità degli utensili coinvolti. Calcoli corretti aiutano a evitare sprechi di materiale e a garantire l'integrità strutturale.
Gli angoli di piegatura sono fondamentali per determinare il comportamento dei materiali sottoposti a sollecitazioni. Nella piegatura ad arco di grandi dimensioni, il calcolo diventa ancora più cruciale a causa delle dimensioni e della complessità degli utensili coinvolti. Calcoli corretti aiutano a evitare sprechi di materiale e a garantire l'integrità strutturale.
Perché è importante il calcolo dell'angolo di curvatura?
La precisione dei calcoli dell'angolo di piegatura influenza direttamente la qualità del prodotto finito. Una piegatura errata può comportare errori costosi, come disallineamenti dei pezzi, imprecisioni dimensionali e aumento degli scarti. Assicurarsi che il calcolo sia corretto prima di iniziare il processo di piegatura aiuta a ridurre gli errori e garantisce che la piegatura corrisponda alle specifiche richieste.
Primo metodo-Calcolo dell'angolo di piegatura
Spessore della piastra 2 mm, angolo di piegatura 120 gradi, raggio esterno di piegatura 30, raggio dello strato neutro 29, piegatura ad arco Calcoliamo la lunghezza dell'arco dello strato neutro. Pertanto, il numero di coltelli di piegatura e l'angolo di piegatura di ciascun coltello sono pari alla metà dello spessore dello strato neutro per la lunghezza dello strato neutro.
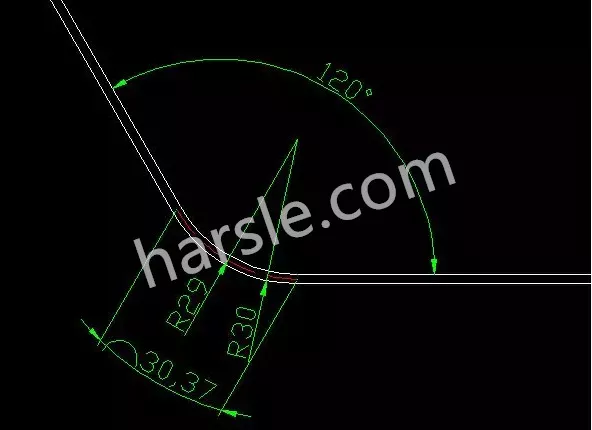
Nell'immagine sopra, quanti coltelli devono essere piegati per la piegatura ad arco e qual è l'angolo di piegatura di ciascun coltello?
Se otteniamo 2 mm per coltello.
Numero di coltelli piegatori = lunghezza arco / 2 mm = 30,37 / 2 = 15
Numero di coltelli piegatori 15
Angolo di piegatura = 180- {(2/lunghezza arco) X (180-angolo di piegatura)}=180-{(2/30,37)X60}=176
Angolo di piegatura di 176 gradi per coltello
Se non abbiamo alcuna lunghezza dell'arco durante la piegatura, possiamo anche calcolare secondo la seguente formula.
Angolo di curvatura = 180-{(2/3.14X raggio neutro) X180}=180-{(2/3.14X29)X180}=176
Se si desidera immettere 3 mm per coltello, modificare 2 nella formula precedente in 3.
Naturalmente, la formula sopra riportata è una formula di calcolo teorica. Nell'elaborazione effettiva, i risultati calcolati secondo la formula sopra riportata vengono modificati.
Secondo metodo-Calcolo dell'angolo di piegatura
Come piegare l'arco quando non c'è muffa?

Come mostrato nella figura sopra, lo spessore della piastra è T=2 mm e l'angolo centrale è di 90°.
⒈Calcola prima la lunghezza dell'arco: lunghezza dell'arco L = 90 ° * 3,14 ÷ 180 ° * strato centrale R59 = 92,63
⒉Selezionare la matrice di piegatura: la matrice superiore con una spada dritta, la matrice inferiore con 8v.
⒊Calcola l'avanzamento per piega: avanzamento per piega = metà della larghezza V della fustella selezionata.
⒋Calcola il numero di pieghe: il numero di pieghe dovrebbe essere = lunghezza dell'arco L92,63 ÷ larghezza V metà 4 mm = 23 pieghe.
⒌Calcola la dimensione di posizionamento di ogni piega: viene calcolata la dimensione di posizionamento della prima piega e la seconda viene ridotta di 4 mm per piega.
⒍Infine, calcola l'angolo di ogni curva: calcola la formula in base all'algebra del triangolo.
⒎Dopo i calcoli di cui sopra, il materiale di scarto del foglio viene utilizzato per la piegatura di prova e il prodotto viene elaborato dopo aver provato l'angolazione.
Conclusione
Padroneggiare il calcolo dell'angolo di piegatura di un utensile per piegatura ad arco di grandi dimensioni non solo aumenta l'efficienza, ma migliora anche la qualità complessiva del prodotto finale. Comprendendo i fattori coinvolti e utilizzando gli utensili giusti, è possibile ottenere piegature precise che soddisfano i requisiti del progetto. Mentre continuiamo a perfezionare le nostre tecniche, l'importanza di calcoli accurati non può essere sopravvalutata.











