Angolo di piegatura R e selezione della scanalatura a V
In questo articolo, tratterò il tema dell'angolo di piegatura R e della scelta della scanalatura a V, concentrandomi su come questi fattori influenzano la qualità e la precisione dei processi di piegatura dei metalli. Comprendere gli angoli di piegatura R appropriati e la corretta scelta della scanalatura a V è fondamentale per ottenere risultati ottimali in fase di fabbricazione. Condividerò le mie conoscenze sulle migliori pratiche per la scelta degli angoli e delle scanalature corretti, nonché le implicazioni per il comportamento del materiale e la qualità del prodotto finito. Unitevi a me per esplorare questi importanti aspetti della lavorazione dei metalli e il loro impatto sui nostri progetti.
Comprensione Angolo di piegatura R
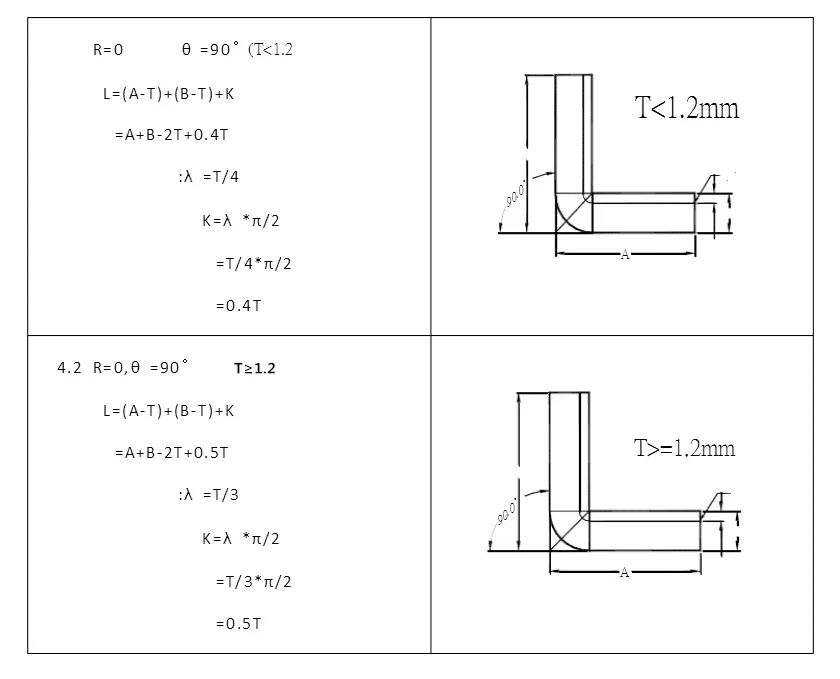
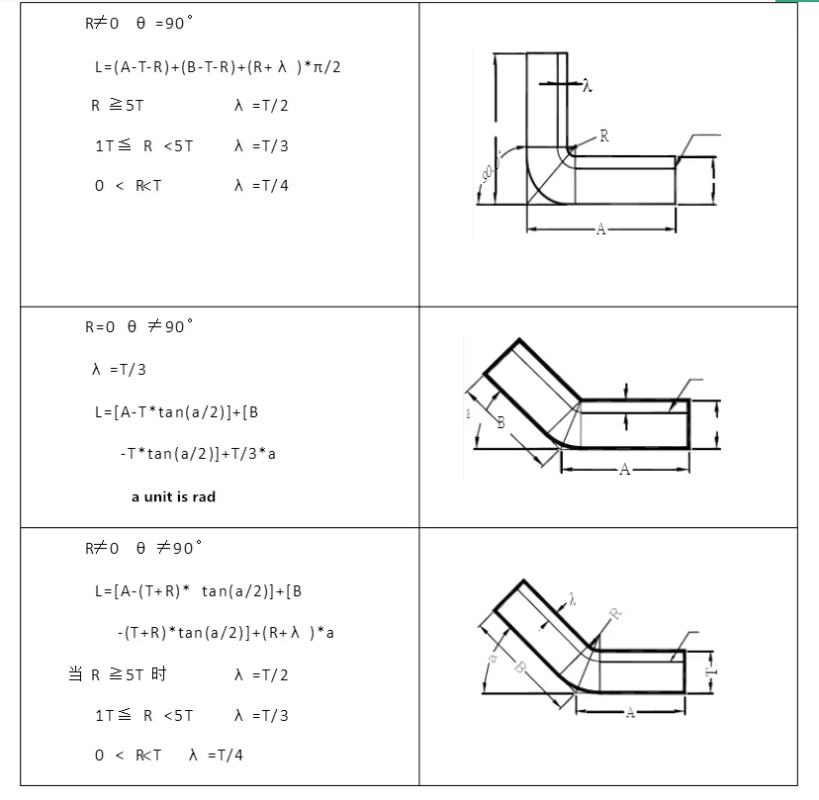
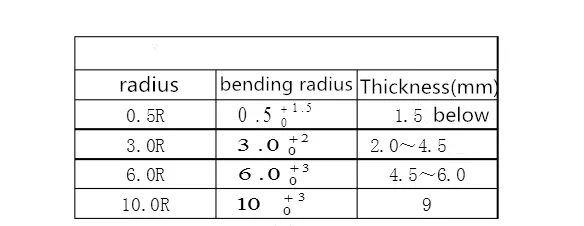
L'angolo di piegatura R si riferisce al raggio di curvatura, che gioca un ruolo significativo nel determinare la qualità e la resistenza del prodotto finito. Un raggio di curvatura correttamente selezionato aiuta a prevenire cedimenti del materiale, come crepe o deformazioni, durante il processo di piegatura. La regola generale è quella di scegliere un raggio di curvatura proporzionale allo spessore del materiale da piegare.

L'angolo R di piegatura della lamiera è il fattore chiave che influenza il coefficiente di piegatura e sono molti i fattori che influenzano l'angolo R di piegatura, come lo spessore della lamiera, il materiale della lamiera, l'angolo superiore dello stampo di piegatura, l'angolo inferiore dello stampo di piegatura, la pressione di piegatura, la temperatura di lavoro, ecc.
1 Spessore della lamiera: in pratica, lo spessore della lamiera è elevato, la piegatura è più ampia. Come sappiamo, lo spessore della lamiera è elevato, la pressione di piegatura è elevata e la battuta a V è ampia.
2 Materiale della lamiera: tra diversi tipi di lamiera, a parità di spessore, il coefficiente di flessione presenta poche differenze. Ciò dimostra che le caratteristiche del materiale influenzano la curvatura. Il materiale ha una proprietà che lo rende resistente alla flessione e può influenzare direttamente il raggio di curvatura. Il materiale ha un effetto sul raggio di curvatura, ma ha scarso impatto sul nostro utilizzo effettivo.
3. Raccordo dello stampo superiore di piegatura: il raccordo dello stampo di piegatura normale non è maggiore di R1 e il raccordo di piegatura minimo non è inferiore a 1, il che ha un impatto minimo sul raccordo di piegatura non richiesto. Per il raccordo di piegatura della lamiera su richiesta speciale inferiore a 1 o superiore a 1, il valore non è determinato dal raccordo dello stampo superiore di piegatura. Pertanto, il raccordo dello stampo superiore influisce direttamente sul raggio di piegatura.
4. Pressione di piegatura: maggiore è lo spessore della lamiera, maggiore è la capacità del materiale di resistere alla deformazione da piegatura. A questo punto, è necessario regolare la pressione. La pressione di piegatura non può essere aumentata all'infinito e deve essere regolata alla pressione appropriata. La pressione di piegatura è direttamente proporzionale allo spessore della lamiera e inversamente proporzionale alla larghezza della battuta inferiore dello stampo. Nella piegatura vera e propria, lo spessore della lamiera viene impostato e la larghezza della battuta inferiore dello stampo viene selezionata in base allo spessore della lamiera. Pertanto, la pressione di piegatura è una costante determinata da altri fattori. Il raggio di piegatura può essere libero da pressione.
5. Matrice di piegatura bassa: la larghezza della battuta inferiore della matrice è correlata allo spessore della lamiera, e c'è una relazione corrispondente. In pratica, maggiore è lo spessore, maggiore è la battuta di piega.
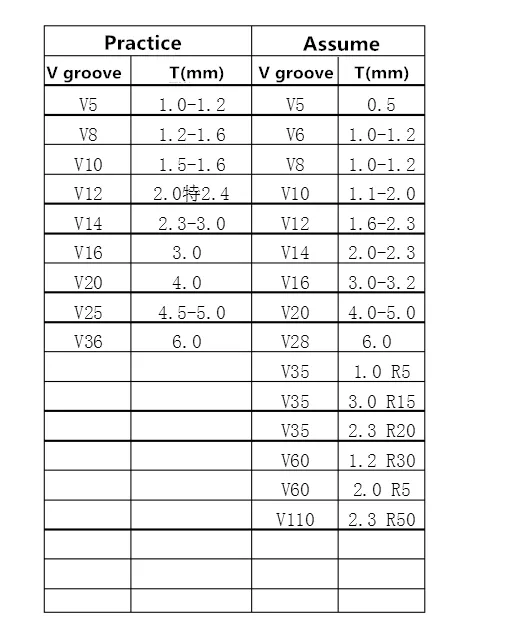
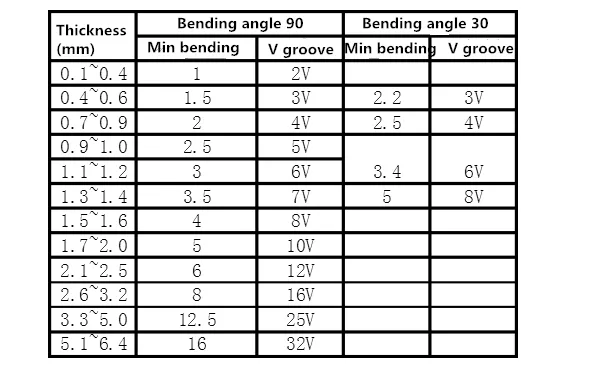
Selezione della scanalatura a V
Lastra sottile: 1-3 mm selezione della scanalatura la regola è 4-6 volte lo spessore del materiale.
Piastra spessa: la regola di selezione della scanalatura da 4-10 mm è 8-10 volte lo spessore del materiale
Minore è la larghezza della scanalatura, minore è l'angolo R dopo la piegatura e maggiore è la pressione di piegatura richiesta. Maggiore è la larghezza della scanalatura, maggiore è l'angolo R e minore è la pressione di piegatura richiesta.